BP神经网络在电火花成形加工中的应用
基于Neurosolutions人工神经网络的电火花加工工艺专家系统

基于Neurosolutions人工神经网络的电火花加工工艺专家系
统
基于Neurosolutions人工神经网络的电火花加工工艺专
家系统
作者:吴蓉;刘石安;田耀杰
作者机构:华侨大学机电工程及自动化学院,福建,泉州,362021;华侨大学机电工程及自动化学院,福建,泉州,362021;华侨大学机电工程及自动化学院,福建,泉州,362021
来源:制造技术与机床
ISSN:1005-2402
年:2008
卷:000
期:011
页码:46-48
页数:3
中图分类:TG5
正文语种:chi
关键词:电火花加工;Neurosolutions;专家系统
摘要:针对电火花加工工艺的特点极其复杂性,提出了人工神经网络电火花加工工艺的智能预测方案.研究结果表明,所建立的专家系统能够较精确地预测出给定条件下的切割速度和表面粗糙度,实现了电火花加工工艺知识和加工经验的有效共享.。
人工智能技术在电火花成形加工中的应用
人工智能技术在电火花成形加工中的应用人工智能技术在电火花成形加工中的应用人工智能(Artificial Intelligence, AI)技术是目前科技领域的热门话题,它正在深刻地改变着各行各业的发展方式。
在制造业领域,人工智能技术也逐渐被应用于各种工艺和加工方法中,其中之一就是电火花成形加工。
在本文中,我们将深入探讨人工智能技术在电火花成形加工中的应用,讨论其优势、局限性以及未来的发展方向。
1. 电火花成形加工简介电火花成形加工是一种通过高压电流通过两个金属电极之间的间隙,产生强烈的电火花放电,来去除工件表面金属的加工方法。
该加工方法广泛应用于模具制造、航空航天等领域,可以加工出高精度和复杂形状的工件。
2. 人工智能技术在电火花成形加工中的应用2.1 数据分析与预测人工智能技术可以对历史电火花成形加工数据进行分析和挖掘,提取出其中的规律和趋势。
通过对这些数据进行训练和学习,人工智能系统可以预测出不同工艺参数对成形质量的影响,为操作人员提供合理的参数设置建议,提高加工效率和成形质量。
2.2 自动化和智能控制传统的电火花成形加工需要操作人员手动设置工艺参数、监控加工过程和调整参数以达到预期的加工效果。
而人工智能技术可以实现加工过程的自动化控制,通过集成传感器和电火花放电监测系统,能够实时监测加工过程的各个参数,并根据预设的目标来自动调整加工参数,使得成形加工过程更加精确和稳定。
2.3 缺陷检测与质量控制人工智能技术可以通过对电火花成形加工过程中产生的图像和信号进行处理和分析,实现对成形工件的缺陷检测和质量控制。
通过复杂的算法和深度学习技术,人工智能系统可以识别出工件表面的缺陷和异常,及时报警并采取相应的纠正措施,从而提高成形工件的质量和一致性。
3. 人工智能技术的优势与局限性3.1 优势人工智能技术可以处理大量的数据并从中提取有用的信息,使得电火花成形加工更加智能化和高效化。
通过自动化控制和预测分析,可以减少操作人员的工作量和错误率,提高生产效率和成形质量。
人工神经网络在材料加工中的应用
人工神经网络在材料加工中的应用
谢谢!
二、国内外研究、应用现状
3.相变规律的预测
与热力学和动力学方法预测相变相比,人工神经网络方法不需要 知道相变的具体过程和热力学参数,而是以已有的实验数据为基础, 经训练后进行推理,适用于己有大量数据积累的场合。
二、国内外研究、应用现状
4.力学性能的预测
材料力学性能是结构材料最主要的性能。力学性能受 材料组织结构、成分、加工过程的影响,是一个影响因素 较多的量。近年来采用人工神经网络的方法预测钢的力学 性能,表明多元数据分析能用来改进神经网络的预测质量, 并对预测结果提供解释。
3.6.2 长期学习:长期学习采用离线的形式,在不影响正常生 产的情况下去训练神经网络,得到网络的权值并保存在数据库中。 离线学习在一台独立的计算机上进行,可以起到对神经网络微调的 作用。
3.6.2 短期学习:在线使用时,如果发现网络的输出结果出现 较大的偏差或者是错误的结果,通过实时数据的学习修改神经网络 的输出结果进行调整,短期学习起到对神经网络粗调的作用。
二、国内外研究、应用现状
2.1材料设计与成分优化
所需性能
训练 神经网络
数据库
Yes
No
优化
参考材料
知识库
评价
No
预测
验证
Yes
结束
二、国内外研究、应用现状
2.材料加工的智能控制与工艺优化
通过检测与生产过程相关的一系列动态信号,从中提取 特征参数作为神经网络的输入,网络的输出则为所识别的 工艺系统的状态。通过对网络的训练,掌握控制对象的非 线性函数关系,从而作出相应的控制决策,以实现对生产过 程的在线控制。
人工神经网络在材料加究方向 :
轧制自动化
人工智能技术在电火花成形加工中的应用
人工智能技术在电火花成形加工中的应用一、前言电火花成形是一种高精度的加工方法,已经广泛应用于模具制造、航空航天等领域。
然而,传统的电火花成形仍存在着许多问题,例如加工效率低、精度不够高等问题。
随着人工智能技术的发展,越来越多的企业开始将人工智能技术应用于电火花成形加工中,以提高生产效率和产品质量。
本文将从以下几个方面详细介绍人工智能技术在电火花成形加工中的应用。
二、人工智能技术在电火花成形加工中的应用1. 基于神经网络的自适应控制技术传统的电火花成形控制系统通常采用PID控制器,但是由于模具表面复杂度高和放电过程不稳定等因素影响,PID控制器无法满足实际生产需求。
因此,基于神经网络的自适应控制技术被广泛应用于电火花成形加工中。
基于神经网络的自适应控制技术可以通过学习样本数据来预测下一步放电位置,并根据实际情况自适应调整放电参数,从而提高加工精度和效率。
目前,已经有许多企业采用基于神经网络的自适应控制技术来优化电火花成形加工过程。
2. 基于机器学习的放电参数优化技术电火花成形加工过程中,放电参数的选择对加工效率和产品质量有着至关重要的影响。
传统的放电参数选择方法通常是根据经验或试错法进行调整,这种方法存在着效率低、精度不够高等问题。
基于机器学习的放电参数优化技术可以通过对大量数据进行分析和学习,自动确定最佳放电参数组合。
这种方法可以大大提高加工效率和产品质量,并且减少了人为因素对加工结果的影响。
目前,已经有许多企业采用基于机器学习的放电参数优化技术来改善电火花成形加工过程。
3. 基于图像识别的表面检测技术在模具制造等领域中,表面质量是一个非常重要的指标。
传统的表面检测方法通常是通过人眼进行观察和判断,但是由于人为因素和视觉疲劳等问题,这种方法存在着精度不够高、效率低等问题。
基于图像识别的表面检测技术可以通过对模具表面图像进行分析和识别,自动检测出表面缺陷和瑕疵,并且可以根据实际情况自动调整加工参数,从而提高产品质量和生产效率。
电火花成形加工中的人工智能技术应用案例
电火花成形加工中的人工智能技术应用案例电火花成形加工是一种常用于金属加工的工艺,通过放电来切削和成形金属工件。
随着人工智能技术的快速发展,其在电火花成形加工中的应用也日益广泛,为加工行业带来了许多创新和改进。
本文将深入探讨电火花成形加工中的人工智能技术应用案例,以帮助读者更好地理解其在该领域的重要性和潜力。
1. 机器学习优化参数电火花成形加工涉及到多个参数的控制和优化,如放电电压、放电电流、脉冲宽度等。
传统上,调整这些参数是依靠工艺师的经验和试错方法。
然而,借助人工智能的算法和模型,可以通过对大量数据进行训练和学习,以实现参数的自动优化。
机器学习算法可以分析和预测各个参数对成形效果的影响,并提供最佳的参数组合,从而提高成形加工的效率和品质。
2. 智能监测和故障预警电火花成形加工过程中,工件和电极之间的间隙状态对成形效果至关重要。
传统上,对间隙状态的监测往往依赖于人工的观察和判断,存在主观性和误判的问题。
而人工智能技术的应用可以实现对间隙状态的智能监测和故障预警。
通过对成形过程的数据采集和分析,机器学习算法可以自动识别和分析间隙状态的变化,并及时预警可能的故障和问题,提高设备的稳定性和可靠性。
3. 联网和远程监控随着物联网技术的不断发展,电火花成形加工设备可以与其他设备和系统进行联网。
利用人工智能技术,可以实现对电火花成形加工设备的远程监控和管理。
工艺师可以通过手机或电脑远程监控设备的状态、参数和成形效果,及时了解设备的运行情况并进行调整。
通过数据的远程传输和共享,还可以实现设备之间的协同和优化,提高生产效率和资源利用率。
4. 智能预测和维护电火花成形加工设备的运行和维护需要耗费大量的时间和精力。
然而,借助人工智能技术,可以实现设备的智能预测和维护。
通过对设备运行数据的分析和建模,机器学习算法可以预测设备的故障和维护需求,并提供相应的建议和方案。
这可以帮助企业提前进行维护,减少停机时间和维修成本,提高设备的可靠性和使用寿命。
神经网络在工程陶瓷电火花加工中的应用研究
p o e he r l b l y o he mo e . r v st e i ii ft d 1 a t Ke wo ds:En i e rn r mi s;Ne r lNewo k;Elcrc lS s h r e Ma hii g y r g n e i g Ce a c u a t r e tia ic a g c n n
② D pr e t f e hncl n ier g e a ntueo nier g Z eghu4 19 , H eat n o c aia E gne n ,H nnIstt f g ei , hn zo 5 1 1 C N; m M i i E n n
⑧ Sh o o ca i l nier g B iu nvr t, in12 2 , H col f Meh nc g ei , e aU iesy J i 3 0 1 C N) aE n n h 迅 速发 展 , 特别是 电子 技 术、 航空 航天技 术 、 原子 能 和 先 进 能源 技 术 的发展 , 对 高温 、 强度材 料 的要 求 越 来 越 苛刻 。金 属基 高 温 合 高
这些 加工 方法 中 , 统 的 机械 加 工 方 法 目前 主 要是 采 传 用金 刚石 刀具 加工 , 工 效 率低 , 工 费 用 高 ; 声加 加 加 超
Ab t a t n o d rt ov h s u fd f c l e t b ih n fmah ma ia d lb t e r c s a a t r s r c :I r e o s le t e is e o i u t sa l me to te tc lmo e ewe n p o e s p r mee s i s a d s ra e q a i fe g n e n e a c y e e tia ic a g c i i g,i to u i ga i ca u n u c u lt o n i e r g c r misb lc rc ld s h r e ma h n n f y i n r d c n r f ilne — ti
电火花加工效果预测及工艺参数智能选择系统的研究
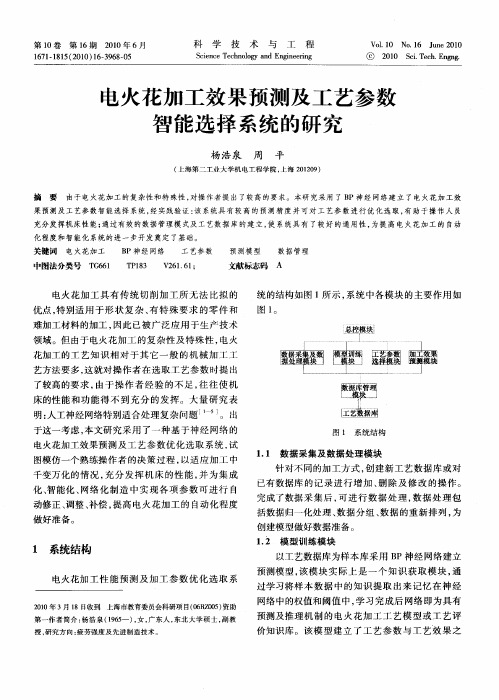
1 3 J -效 果预测 模块 . j r n
对设 定 的 加 工 条 件 , 用 所 建 立 的 预 测 模 型 , 使
预测 出该 加工 条件 的工艺效 果 。
1 4 工 艺参数 选择模 块 . 输入 期望 的加 工 工 艺 效 果 , 行 优 化 模 型 , 运 得 出最优 的加工参 数 。 1 5 数据 库管 理模块 . 将某种 工艺 条件 下 的工 艺数 据 、 据 处 理结 果 数 及 建模 过 程 中所 产 生 的 中 间 数 据 进 行 集 中 统 一
管理。
1 6 工艺 数据库 .
从 试验所 得工 艺 数 据 可 知 : 中放 电 时 间最 小 其 为 l s 而最 大则 为 1 0 S相 差 10倍 , 面粗 0 , 0t , 9 L 9 表
糙 度最 小为 2 6 i 而 最 大 为 6 4 m, 差近 3 0 . m, x 8 相 0
化程 度 和 智 能 化 系 统 的进 一步 开 发 奠 定 了基础 。
关键词 电火花加工
B P神经网络
工艺参数
预测模型
数据管理
中图法分类号
T61 G 6
T 13 P 8
V 6 . 1 2 16 ;
文献标志码
A
电火花 加 工 具 有 传 统 切 削 加 工 所 无 法 比拟 的
优点 , 特别适 用 于形 状 复 杂 、 特 殊 要 求 的 零 件 和 有 难加 工材料 的加工 , 因此 已被 广 泛 应用 于 生产 技 术 领域 。但 由于 电火 花 加工 的复 杂性 及 特殊 性 , 电火
花加工 的工 艺 知 识 相 对 于 其 它 一 般 的 机 械 加 工 工
基于神经网络的电火花加工过程的分类

基于神经网络的电火花加工过程的分类哈尔滨工业大学 罗元丰 狄士春 迟关心 赵万生广州大学 罗海丰摘 要 根据电火花加工放电状态百分率,对电火花加工过程进行了分类。
通过引入三个新的变量,建立了电火花加工过程分类的神经网络模型。
仿真结果表明,该种分类方法具有很高的可信度。
Abstract T he paper classifies the EDM process according to the percent of discharge state,and presents the artificial neural networks model for the EDM process classifying throug h another three new variables.T he simulation results show that this classification method has hig h reliability.关键词 电火花加工 神经网络 分类 电火花加工中能否有效地防止非正常放电的发生,保持稳定的放电状态,直接关系到加工效果的好坏,这对加工过程状态的鉴别具有重要的意义。
本文采用目前常用的判别间隙电压放电波形的方法,设定加工过程的放电状态,通过对一定量的脉冲进行统计,得到统计意义下的平均相对放电状态百分率,同时引入新的参量,对电火花加工的放电过程加以分类,将整个加工分解为不同的放电过程。
分类的目的就是鉴别出对加工效果有害的和有益的过程,有利于控制系统针对不同的过程采取不同的控制策略。
1 电火花加工放电状态与加工过程的分类根据电火花加工放电时放电间隙内单个放电脉冲的状态,可以分为五种基本放电状态:空载,火花放电,过渡电弧,稳定电弧,短路,如图1所示。
但在实际加工中,由于加工过程的随机性,各种放电状态波形形状不一,单位时间内各种放电状态交替出现的时间比例差别很大,有时一个脉冲中还可能出现多种放电状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
△ =r l ( t l — ) 厂『 ( , )
△ = ’ ( ) ( 一q)
式中, 为 学习 率 , , ( ) 为 传递 函数 ,q 为 网络 计算 输 出 ,
人 工 神经 网络 是 由大量 简单 处理 元 件相 互连 接 构成 的 高度 并 行 的 非线 性 系 统 , 具 有 高 度非 线 性 、 自学 习 、 自组 织与 自适
4×8 ×3 , 如 图 l所 示 。
输 入层 峰{ 直电流 隐 合层 输 出屡
标准 的 B P 学 习 算法 收 敛速度 慢 , 存在 多个 局 部极 小 点 , 为 了克服标 准算 法 的这 些缺 点 , 本文 采 用具有 较快 学 习速度 的 L — M 算 法 ,L — M算 法 根 据 L e v e n b e r g — M a r q u a r d t优化 理论 对 网络 阈 值 和权值 进行 调整 ,参数 调整 的学 习算 法如 下 J : t 3 i 3 U I ) j t E 式 中 ,J为 网络 误 差 对 网 络 参 数 ( n 的 导 数 的 雅 可 比
真 实反 映 出机 床 的加 工 工 艺规 律 。
关键 词 电火花 成 形加 工 ; 人 工神经 网络 ; 建模 中图分类号 : T G 6 6 1 文献标识码 : A 经过 半 个 多世 纪 的发 展 ,电火 花加 工 技 术 已取 得 了巨 大 的
进步 , 突破 了传 统观 念 的束 缚 , 成 为现 代 制 造技 术 的 重 要 组成 部分 。 国 内企 业 把 重 点放 在 市场 的份 额上 , 忽视 了基 础 理 论研 究和技术创 新 , 这使 得与 国外的 电火花加工技 术水平差 距增大 …。 作 为 电火花 加 工 的 一 部分 , 电火 花 成形 加 工 在模 具 生 产 中 得到 了广 泛 的应 用 。然 而 电火 花 成形 加 工 的影 响 因 素太 复 杂 , 加 工 过 程 很难 用 传 统 的数 学 模 型 来描 述 , 工 艺 参 数 的选 择 往往 依 赖 于 操 作 者 的经 验 和 熟练 程 度 ,由于 实 际加 工 的千 变 万 化 , 这 在
为输 出节 点 的期望 输 出 , X i为 节 点输入 值 , 为神 经元 输入 , 为输 入节 点 与 隐节 点 之 间的 网络权 值 , 为 隐节 点与 输 出 节 点之 间 的网络 权值 。 上述 B P算法 为标 准 B P 算法 , 标准 总体 误差为 :
一
r l 寺 1 ( 一 一 %) ] I
= 一
( J a c o n b i a n )矩阵 ;I 为单 位矩 阵 ; E 为 误差 矩阵 ; u 为 适应 值 。
2 0 1 4 年第1 1 期总第1 5 5 期
S_ LI C0 N VALLEY
画
B P 神经 网络在 电火花成形加工中的应用
苟 刚。 刘 勇 ( 西 华大 学机 械 工程 与 自动 化学 院 , 四川成 都 6 1 0 0 3 9 )
摘 要 针对电火花成形加工工艺特点 , 以峰值电流、脉冲间隔、脉冲宽度、峰值 电压 为输入参数 , 加工速度 、电极 损耗 和表 面粗糙度为输 出参数 , 提 出了用 B P 神经网络对 电火花成形加工过程建立加工效果预测模型 , 通过计算机仿 真的结果与实验数据对比 , 认为该模型能够比较精确地预 测出一定条件下的加 工速度 、电极损耗和表面粗糙度 , 并能
J
p = l L‘ i = l
电极形状 、加 工深 度 、抬 刀 时 间、加 工面 积 以及 电介液 等 因素 , 它们 相 互 影 响 , 错 综 复杂 。假 如将 所 有 的 因素 都作 为 自变 量 处 理, 这 样会 使 模 型 变得 相 当复 杂 , 实 际加 工 中要 同时 获 得 这些 参数 的数 据 也是 不 现 实 的 。根据 大 量 的 实验 分 析和 相 关 研 究人 员 的研 究 分析 , 本课 题 在 其 它加 工 条 件 一定 的情况 下 ,以峰值 电流 、 脉 冲 间隔 、 脉冲 宽度 、 峰值 电压 为输 入参 数 , 以加 工 速度 、 电极 损 耗 和表 面 粗 糙度 为 输 出参数 , 以此 建 立 电火 花 成 形加 工 的神 经 网络模 型 。本 次采 用 目前应用 比较广 泛 的三层 B P神 经 网 络 , 经试 错实 验 , 此 处 隐含 层节 点数 取 8 , 因此 网络 拓 扑结 电火花 成 形 加工 工 艺 效果 的 问题 , 提 出了一 种基 于神 经 网络 的工 艺效 果预 测模 型 。
1 电火 花成 形加 工神 经 网络 模型
1 )神经 网 络结 构 的建 立 。影 响 电火花 成形 加 工工 艺 效果 的 因 素分 为 电参 数和 非 电参 数 , 其 中 电参 数 包括 加 工 极 性 、峰 值 电流 、 脉 冲 宽度 、 脉 冲 间隔 、 峰值 电压等 , 非 电参数 有 电极 材料 、
很 大程 度上 影 响 了机 床 性 能的 发挥 。
文章编号 :1 6 7 卜7 5 9 7( 2 0 1 4 )l 1 — 0 0 7 5 - 0 2
2 ) B P网络 的学 习算法 。B P网络能 学 习和 存贮 大量 的输 入 一 输 出模 式 映射 关 系 , 而 无 需事 前揭 示 描述 这 种 映射 关 系 的数 学 方程 。它 的学 习规 则 是 使 用 最速 下 降法 , 通 过 反 向传 播来 不 断 调整 网络 的 权值 和 阈值 , 使 网络 的误 差 平方 和最 小 。B P网络 常 规 的学 习规 则 是 D e l t a 规则 , 输 入 节 点与 隐 层节 点 权 值和 闽值 的算法 为如 下 :