FKD模具部(橡胶模)设计公差管理规范20080822(A)
橡胶的规章制度

第一章总则第一条为规范橡胶生产、加工、销售和使用行为,保障橡胶产品质量,促进橡胶产业的健康发展,根据《中华人民共和国产品质量法》、《中华人民共和国标准化法》等相关法律法规,制定本规章制度。
第二条本规章制度适用于我国境内从事橡胶生产、加工、销售和使用的单位和个人。
第三条橡胶生产企业、加工企业和使用单位应当严格执行本规章制度,确保产品质量,保障消费者权益。
第二章产品质量要求第四条橡胶产品应当符合国家标准、行业标准或者企业标准。
第五条橡胶产品的质量要求包括:(一)外观质量:表面平整,无明显缺陷,颜色均匀,无杂质。
(二)物理性能:拉伸强度、撕裂强度、硬度、耐磨性等指标符合规定要求。
(三)化学性能:耐老化性、耐油性、耐水性等指标符合规定要求。
(四)安全性能:无有害物质,对人体和环境无害。
第六条橡胶产品应当经过严格检验,合格后方可出厂。
第三章生产、加工与检验第七条橡胶生产企业应当具备以下条件:(一)具有合法的生产经营许可证。
(二)拥有符合国家标准的生产设备。
(三)具备专业的技术力量和检验人员。
(四)建立完善的质量管理体系。
第八条橡胶生产、加工过程应当符合以下要求:(一)原材料应当符合国家标准或者企业标准。
(二)生产工艺应当合理,操作规程应当严格。
(三)生产过程中产生的废料应当进行妥善处理。
(四)生产环境应当符合国家规定的要求。
第九条橡胶产品检验应当严格执行以下程序:(一)抽样检验:按照国家标准或者企业标准,对产品进行抽样检验。
(二)检验方法:采用物理、化学、感官等方法进行检验。
(三)检验结果:对检验结果进行统计分析,确保产品质量。
第四章销售与使用第十条橡胶销售企业应当具备以下条件:(一)具有合法的营业执照。
(二)拥有合格的产品。
(三)具备良好的售后服务。
第十一条橡胶销售企业应当遵守以下规定:(一)销售的产品应当符合国家标准或者企业标准。
(二)提供真实的产品信息。
(三)不得销售假冒伪劣产品。
第十二条橡胶使用单位应当遵守以下规定:(一)按照产品说明书或者技术要求使用橡胶产品。
资料整理橡胶类零部件规范标准
扯断永久变形:简称永久变形,也是衡量橡胶弹性的一个重要指标。它是橡胶拉伸拉断后,停放一定时间(通常为3分钟),其变形部分所增加的长度与原来长度的比值,用百分率表示(%)。其直越小,则橡胶的弹性就越好。此外,也可以用压缩永久变形来衡量橡胶的弹性。
4、结合硫(全硫量减去游离硫)
5、碳黑含量
6、纤维
B:热重分析法:
将0.1 g试样以丙酮——三氯甲烷(1:1)混合液抽提4小时,烘干后将试样放入白金舟中,白金舟置于石英玻璃管中通氮气于400OC热解10分钟,然后称量,失去的质量即为橡胶含量。
实验装置图
九:关于橡胶类部分专用术语的名词解释:
邵尔A硬度:硬度是指橡胶抵抗外来压力侵入的能力,用以表示橡胶的坚硬程度。邵尔硬度分为A(测量软质橡胶)、B(测量半硬质橡胶)、C(测量硬质橡胶)。
裂解温度:橡胶受热温度达到一定程度后,胶体就会裂解,这个温度称为裂解温度。这是测定橡胶耐热性的一个性能指标,裂解温度愈高,这种橡胶的耐热性就愈好。一般橡胶的实际使用温度范围,是在脆性温度与裂解温度之间。
抗膨润性:部分橡胶制品在使用中常与酸、碱、油等物质接触,这种物质使橡胶制品膨胀,表面发粘,最后制品报废。橡胶制品抵抗酸、碱、油等作用的性能称为抗膨润性。测量橡胶抗膨润性的方法有两种:一种是把橡胶试样侵入酸、碱、油等液体介质中,在一定温度下,经一定时间后,以其所发生的重量(或体积)膨胀率;其值愈小,则橡胶的抗膨润性就愈好。另一种是以浸润后的拉伸强度与浸闰前的拉伸强度的比值来表示,这种表示方法叫耐酸(碱)或耐油系数;这个系数越大,则橡胶的抗膨润性就愈好。
橡胶类模具设计规范 (节选)

xxxx纯橡胶产品模具设计技术规范1目的为规范xxxx纯橡胶产品设计(以下简称公司产品)轴套类产品模具设计,特编制本标准。
2 使用范围本规范适用于本公司轴套类产品模具设计。
3 引用标准无4 轴套类模具的组成4.1 轴套类模具由上模板、中模板、下模板、型芯、定位销、定位套、导向销、导向套、抬耳等主要部分组成。
5 流道设计要求5.1 排布流道时,应避免流道分支处与上一级流道交汇处出现尖角,应圆弧过渡。
5.2 流道排布应平衡,避免出现不对称,影响注射效果,流道壁面粗糙度小于Ra 018μm。
5.3 流道末端处,应设有冷料穴,伸出长度一般为10mm。
6 轴套类产品特点6.1按轴套组成形式,设计模具前应了解轴套类产品结构、材质、产品材料性能6.1.1 A类轴套:由内管、外管加橡胶体构成。
A类轴套(带铁骨架)一般情况下设计成上、中、下三模板结构。
例如A类轴套还包括铝骨架、尼龙骨架。
由于铝骨架、尼龙骨架刚度较小在注射时由于注射压力变形量较大,在设计时中板应设计成哈夫块结构,以避免由于骨架膨胀造成卸件困难。
6.1.2 B类轴套:内管加橡胶体构成。
B类轴套模具为方便卸件一般情况下设计为哈夫块结构。
6.1.3外管为翻边的骨架,在设计时应注意上板能将翻边压住,避免外管上下移动造成产品尺寸不合格。
例如6.2安装部位精度要求安装部位包括定位销与模板销孔定位,装配为过盈配合以保证装配性能,一般定位销尺寸比销孔尺寸大0.05mm为宜。
6.3.4模具材料及热处理一般情况下模板需经热处理调质,考虑到模具成本原因。
模板多用45#钢,硬度要求为HRC28-32度;模芯材质为P20,硬度要求为HRC33-38;开发初期单腔模具一般采用未调质的45#钢。
7 分型面的选择7.1 分型面的数目应少且为平面。
7.2不影响产品的外观质量。
在分型面处不可避免地出现飞边,因此应避免在外观光滑面上设计分型面。
7.3分型面一般不取在装饰外表面或带圆弧的转角处。
橡胶产品公差标准(各国标准)
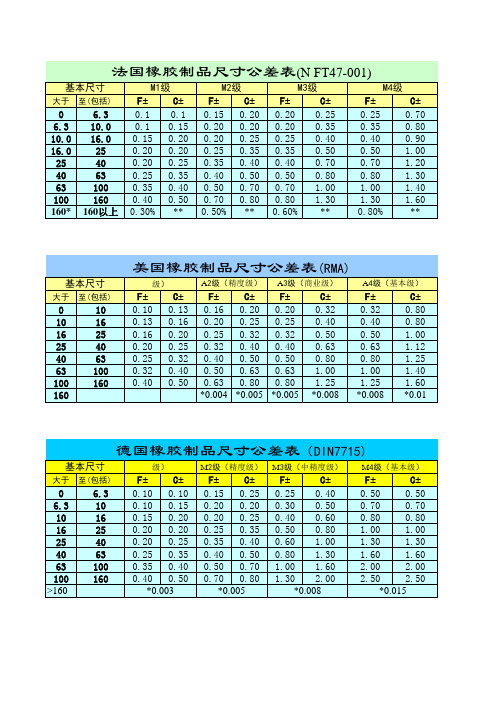
0.16 0.20 0.25 0.32 0.32 0.50 0.50 1.00
0.20 0.25 0.32 0.40 0.40 0.63 0.63 1.12
0.25 0.32 0.40 0.50 0.50 0.80 0.80 1.25
0.32 0.40 0.50 0.63 0.63 1.00 1.00 1.40
F和C± 0.50 0.50 0.70 0.80 1.00 1.30 1.60 2.00 2.50
编制:
批准:
日期:
F± 0.10 0.15 0.20 0.20 0.25 0.35 0.40 0.50 0.70
C± 0.15 0.20 0.20 0.25 0.35 0.40 0.50 0.70 0.80
F± 0.25 0.25 0.30 0.40 0.50 0.60 0.80 1.00 1.30
C± 0.40 0.40 0.50 0.60 0.80 1.00 1.30 1.60 2.00
25
40
0.20 0.25 0.35 0.40 0.60 1.00 1.30 1.30
40
63
0.25 0.35 0.40 0.50 0.80 1.30 1.60 1.60
63
100 0.35 0.40 0.50 0.70 1.00 1.60 2.00 2.00
100 160 0.40 0.50 0.70 0.80 1.30 2.00 2.50 2.50
±1.30
40
63
±0.25 ±0.35 ±0.40 ±0.50 ±0.80 ±1.30
±1.60
63
100 ±0.35 ±0.40 ±0.50 ±0.0 ±0.50 ±0.70 ±0.80 ±1.30 ±2.0
FKD模具部冲模公差管理规范解析

(一)直沖模具沖模固定板(B001)Thread4-M6螺纹螺钉沉頭孔、氣孔倒角,逃料孔+0/-0.1Thread4-M5螺纹螺絲過孔,倒角,+0/-0.1氣管螺孔NPT1/4上模板(B002)下模板(B003)導柱孔+0.005/-0沖頭固定部分JS6螺纹 8-M6逃料孔,倒角 +0/-0.1螺纹4-M5導套孔+0.005/+0.015引導柱孔-0.02/-0.04逃料孔 +0/-0.1落料孔±0.005沖切刃口 +0.01/-0.01逃料部分 +0.05/-0.05让位部分 +0.02/-0.02定位块槽侧面、底面+0.01/-0.01逃料、倒角 +0/-0.1卸料板(B004)氣槽、氣孔 +0/-0.1與沖頭滑配部分E8底面、侧壁 -0.02/-0.05導柱配合孔 +0/-0.01逃料 +0/-0.14-M4 螺紋定位塊逃料+0.02/-0.02螺钉沉頭孔+0/-0.1氣孔+0/-0.12-M4 螺紋卸料密封板(B005) 導柱配合孔+0/-0.01螺釘沉頭孔,逃料+0/-0.1與沖頭滑配部分E8螺絲沉頭孔+0/-0.1沖頭過孔-0.05/-0.10承接板(B006)Tray盘配合面-0.01/-0.02 Tray盘放置面+0.02/-0.02气孔+0/-0.1引導柱孔-0.02/-0.04 螺釘過孔+0/-0.1承接密封板(B007)沖頭(CT)引導柱孔-0.02/-0.047-M5螺紋螺釘過孔+0/-0.1沖頭外經h6氣孔+0/-0.1側壁+0.02/-0.02Thread 螺紋下模定位塊(SW)螺釘孔+0/-0.1頂面、側面、底面+0.02/-0.02模柄(MB001)Thread螺纹M8外经φ25.5+0.02/-0.02模柄固定板(MB002)螺钉沉头孔+0/-0.1垫块墊板螺钉过孔+0/-0.1Thread螺纹2-M8Thread螺纹4-M8螺钉沉頭孔+0/-0.1。
橡胶磨具的设计(技术参数的控制)

橡胶磨具的设计(技术参数的控制)
一、产品的排料方式
1.产品的形状、体积、硬度,不同选择不同的排列方式。
备注:以上在一般情况下可以参考的排列方式,特殊模具结构原因选择其他作业方式。
二、模板尺寸设定
1.模板尺寸,主要指模具面和电热板面的接触的尺寸,模具承受压力面越大,压强就越小,产品毛边加厚,容易缺料不良,相反模具承压面越小,承受压强就越大,产品毛边就越薄,不易缺料,模温更加均匀。
2.模板尺寸因制品的要求尺寸及报价的孔数不同而设定,一般情况模具型腔面设计成正方形,这样模具受压均匀,模温也更加均匀。
3.计算公式:
M=﹛ODX(1+K)+2XL ﹜XC+80mm ↓↓↓↓↓↓
模
产
预
加
预腔排列数为10孔
M=﹛15X(1+0.03)+2X1.5﹜X10+80=264.5mm
模板可以选择260mmX260mm 尺寸,若计算后数值280mm-300mm 则可以选择310mmX310mm 模板。
以上只针对O-ring 及普通垫片类产品。
若由其他不规则型号楷模时模板尺寸需要重新评估。
三、排气槽/排气孔的设定
1.排气槽设定依产品的形状及高度要求不同而不同。
一般O-ring 产品可以设定宽度3.0X 深度0.30mm-0.50mm,产品较厚可以适当的做调整。
2.排气孔设定主要依产品的内径及线径要求而不同一般O-ring 及其他E 类产品
离,有利于排气。
四、切嘴形状及尺寸设定:
模具切嘴设定需考量,材质本身加成本,因产品形状不同,可以适当做调整。
五、模具结构设计。
橡胶模相关模治具开制标准

PT刀模長寬最小不可小於60MM,頂針不可少。
4
硅胶类刀模刀口与限位柱限位距离为(+/0.03MM)。
5
橡胶类刀模刀口与限位柱需齐平!
6
顶针高度要一致(防止顶出时出现产品掉落)。
7
三.刀模類要求
k.圆形产品对应成型刀模需要做出活动刀模,防止冲切偏位。
i.如果产品底部有脚柱,需要配套开制刀模盖板。(产品脚柱边缘尺寸距离产品边缘尺寸大于1.0mm以上,刀模盖板为电木即可,小于1.0mm刀模盖板材质为钢板)
一.橡膠成型模類
成型模脚垫类每區侧边需刻産品料號及每區區號(産品穴號不包含在內),自拆类刻于区中间毛边上。
脚垫类成型模如果产品底部有孔,需要对应做配合胶纸的定位柱,一般以三角定位为主。
脚垫类成型模如果产品底部有脚柱,需对脚柱底部倒R角,防止脱模断裂。 (R角大小为R0.2左右) --Rubber 脚垫编号标准
鏡面産品刀模,頂針需做成塊狀或“弓”形狀,特殊産品以實際狀況做修改(以防止頂出産品表面産生印痕);长条类雾面产品,刀模顶针同样做出“弓”型顶针,防止表面印痕。
3
2
1
4
三.刀模類要求
刀模底板表面需刻上模具編號(含样品刀模)。
1
四角需加上限位柱(防止沖切過深壓壞刀模)。
2
刀口務必需平整(+/-0.03MM)邊緣需倒角處理(以防止割手)。
7
三.刀模類要求
刀面板上需刻上相應編號(具體要求:1.産品編號 2.刀模制造日期),以便於查询。 如果折刀所冲切孔为异形(椭圆、方形、半圆等),可以以内切于圆的方式开制成圆形,保证折刀的冲切寿命。 注意折刀的弹簧孔是否可以顺利回弹。
1
--折刀开制范例
模具管理规范中英双语

本规范规定了模具(工装)的申请、验收、使用、维护、保养、报废等过程控制的要求。
This code specifies the requirements of application, acceptance, use, maintenance, scrap and other process control of molds (tooling).本规范合用于集团模具(工装)的管理及控制。
This specification applies to the management and control of mold (tooling).使用部门根据设计要求提出模具(工装)制作申请,经中心负责人审核报生产技术部。
The user department shall submit the application for mold(tooling) production according to the design requirements, which shall be examined and reported to the production technology department by the person in charge of the center.生产技术部负责批准模具(工装)申请,并负责模具(工装)设计。
The production technology department is responsible for approving the application of molds (tooling) and designing the molds (tooling).生产技术部组织生产、设计、质管部门验收新模具与设计要求的符合性,合格方可启用。
The production technology department shall organize the production,design and quality control departments to check and accept the conformity between the new mold and the design requirements, and the new mold can only be used if qualified.使用部门负责模具使用及维护,保证模具处于正常使用状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8
附件Appendix
16
※※修訂履歷※※
REV.
ECN NO.
修訂內容
備註
全文完
REMARKS
A
初版發行
20080825
B
C
D
Eቤተ መጻሕፍቲ ባይዱ
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
1目的Purpose:
為了制造出更高精度的模具,便于CAM工段更加準確的判斷加工要求,機加工段能够准确的认
知重要加工部位
2範圍Scope:
定位銷孔
4權責Responsibility
N/A
5作業說明Procedure
具體作業內容如下:
橡膠模導柱、導套孔尺寸如圖所示:
(一)PC Frame Co-molding
1.公模(M001)
2.中板
3.母模(F001)
(二)L/G co-molding
1.上固定板(B001)
2.凸體(每塊凸體相同)
3.4形位公差(+)表示加大,(-)表示減小;
3.5所有模板的平面度要求0.02,垂直度要求0.01,長、寬、高之要求詳見明細,其余未
上公差顏色的地方顏色公差為:±0.015;
3.6有表面要求的成品區上表面要求顏色,無表面要求的成品區上成品公差顏色;
3.7上公差顏色的范圍有:導柱,導套孔,逃料部分,螺紋孔,實配面,配合面,成品區
此作業規範適用于富士康精密電子(廊坊)有限公司FKD模具部公差管理。
2參考文件References:
N/A
3定義Definition
3.1公差值是指沿工件表面某點的矢量方向偏距量,其中(+)表示加鐵料,(-)表示減鐵料;
3.2所有的公差值都是單向公差,整圆由于是一个面,所以独立出来,為直径公差;
3.3目前只是表示尺寸公差,無法表達位置公差.如尺寸公差高,位置公差也相對較高;
3.上固定板與凸體組立圖
※※目錄Table※※
內容CONTENTS
目錄Table
1
修訂履歷Revision History
2
1
目的Purpose
3
2
適用範圍Scope
3
3
參考文件Reference Document
3
4
定義Definition
3
5
權責Responsibility
3
6
作業說明Procedure
3~16
7
記錄保存Record Retention