参数化锥齿轮的制作过程
锥齿轮生产工艺

锥齿轮生产工艺锥齿轮是一种常用的机械齿轮,广泛应用于工程机械、汽车、船舶等领域。
它的生产工艺需要经过多个步骤来完成。
下面就以一种常见的锥齿轮生产工艺为例,介绍其制造过程。
首先,我们需要准备锥齿轮的原材料。
一般来说,锥齿轮的材料可以选择碳钢、合金钢等,根据使用要求和成本考虑来确定。
选择好原材料后,需要进行下一步工艺处理。
第二步,是对锥齿轮进行机械加工。
首先进行车加工,即将原材料锯切为合适尺寸,然后进行粗车和精车。
粗车主要是将工件外形加工到设计要求的精度范围内;精车则是对齿轮的齿形进行加工,使用专用的车刀,保证齿轮的准确性和圆整度。
接着,进行齿面磨削加工。
这一步是锥齿轮加工中最重要的环节,通过磨削可以提高齿轮的精度和表面质量。
磨削过程中需要使用专用的磨削机床和磨削工具,根据设计要求对齿轮进行精细加工和修整。
磨削后的齿轮表面应平整、光滑,齿形准确、无划伤。
接下来,进行热处理。
热处理可以提高锥齿轮的硬度和强度,提高其耐磨性和使用寿命。
热处理过程中,需要将齿轮加热至一定温度,然后迅速冷却,使其经历固溶、淬火、回火等过程,从而改善其组织结构和性能。
最后,进行齿轮的装配和检验。
在装配过程中,将齿轮与轴进行配合,并进行必要的通用部件和密封装置的组装。
装配完成后,对齿轮进行检验,检查其齿形、齿距、配合精度等是否符合设计要求。
常用的检验方法有普通测量、激光测量、齿轮测量仪等。
以上就是一种锥齿轮生产的常见工艺流程。
在实际生产中,还会有各种加工工序和检验工艺的改进和调整,以适应不同规格和性能要求的锥齿轮生产。
随着技术的发展,锥齿轮的制造工艺也在不断进步,提高生产效率和产品质量,满足日益增长的市场需求。
[优质文档]proe参数化锥齿轮的设计
![[优质文档]proe参数化锥齿轮的设计](https://img.taocdn.com/s3/m/368167036ad97f192279168884868762caaebbf0.png)
参数化锥齿轮设计1.新建并命名零件的模型zhui_chi_lun,取消使用缺省模板,选取mmns_part_solid,单击“确定”进入零件设计窗口。
图1 图2图32.从“工具”—“参数”,设置锥齿轮参数。
如下图所是:图43.在Front平面草绘齿顶圆,分度圆,基圆,齿根圆,并在关系中设置四个圆的参数。
图5图64.绘制渐开线。
单击,从方程,选取坐标系,迪卡尔,单击“确定”。
进入记事本编辑器,输入渐开线参数如下:图7保存并退出记事本,查看预览渐开线,如下图所示,单击“确定”,完成渐开线的绘制。
图85.以渐开线为草绘线拉伸曲面,并在“关系”中定义拉伸长度。
并单击重生成试图。
图9 图10图11图12 图136.延伸曲面如下图所示:“编辑”—“延伸”,在“关系”中定义延伸长度为d0/2。
图14 图157.创建如图16所示的基准轴A_1:图16 图178.创建如图17所示的基准点PNT0:9.过基准轴A_1和基准点PNT0创建如图18所示的基准面DTM1:10.过基准轴A_1和基准面DTM1创建如图20所示的基准面DTM2,参照步骤5创建上一步基准平面旋转角度关系式D9=90/z。
11.以基准面DTM2镜像步骤6延伸后形成的曲面。
如图21所示:图18 图19图20 图21 12.以基圆为轮廓线拉伸曲面并在关系中设置其拉伸长度为b。
如图23所示:图22 图23 13.合并曲面。
如图24、25所示:图24 图25 14.创建如图24所示的基准点和基准轴。
图24 图2515.以齿顶圆为轮廓线拉伸曲面并在关系中设置其拉伸长度为b。
如图26所示:图26 图2716.创建旋转复制特征,使其旋转角大小等于long,如图27所示:17.草绘基准曲线,如图28所示:图28 图29 18.创建旋转特征。
如图29、30所示:图30 图3119.创建扫描混合切削特征。
如图32所示:图32 图33 20.创建旋转切削特征,如图33所示:21.创建旋转切削特征,如图34所示:图34 图35 22.移动复制齿特征。
手表锥齿轮加工工艺方法
手表锥齿轮加工工艺方法锥齿轮是手表中常见的一种齿轮,其形状特点是轮齿与齿轮轴线不平行,而是交于一点,因此在制造锥齿轮时需要特殊的加工工艺方法。
本文将介绍手表锥齿轮的加工工艺方法,包括销漆、数控车削、面磨、数字化齿轮磨削等。
一、销漆:锥齿轮在加工前需要涂覆一层特殊的漆料,即销漆。
销漆的作用是保护齿轮表面不受损伤,同时增加齿轮与刀具的摩擦力,使加工过程更加平稳。
销漆的具体步骤如下:将锥齿轮与销漆涂料放置于工作台上,然后用专用工具将涂料均匀涂在齿轮表面上,注意不要涂得过厚,避免影响齿轮的加工精度。
将涂有销漆的齿轮置于通风处晾干,通常需要数小时至数天不等。
二、数控车削:数控车削是手表锥齿轮加工中常用的一种方法,它利用数控车床对锥齿轮进行精确切削。
数控车削具有高效率、高精度、高稳定性等优点,使得锥齿轮的加工更加精细。
具体操作流程如下:将锥齿轮固定在数控车床上,设置好加工参数,包括切削速度、进给速度等。
然后,通过数控系统控制车刀进行切削,直到达到所需的齿轮形状和尺寸。
进行后处理,包括去除毛刺、清洗等。
三、面磨:锥齿轮的面磨是为了提高齿轮的表面光洁度和精度,以及消除在加工过程中产生的应力和变形。
面磨的具体步骤如下:将锥齿轮放置在专用面磨机上,通过旋转和摩擦将齿轮表面磨平。
然后,利用砂轮和研磨液对齿轮进行细砂磨和抛光,直到达到所需的表面光洁度。
进行清洗和检验,确保锥齿轮的质量和精度符合要求。
四、数字化齿轮磨削:数字化齿轮磨削是一种高精度、高效率的锥齿轮加工方法,它结合了数控技术和磨削工艺,可以实现齿轮的精确磨削和修正。
数字化齿轮磨削的步骤如下:根据锥齿轮的几何参数和尺寸需求,设计出磨削程序,并输入到数字化齿轮磨削机中。
然后,将锥齿轮装夹在磨削机上,通过电脑控制磨削刀具进行精确磨削,直到达到所需的齿轮形状和尺寸。
进行后处理,包括清洗、检验等。
手表锥齿轮加工工艺方法包括销漆、数控车削、面磨、数字化齿轮磨削等。
这些方法可以提高锥齿轮的加工精度和表面光洁度,使得手表的运行更加平稳和准确。
手表锥齿轮加工工艺方法

手表锥齿轮加工工艺方法手表是一种精密的机械器具,由许多精细的零件组成。
其中一个重要的组成部分就是齿轮,它们在手表的准确计时中起着至关重要的作用。
在手表的制造过程中,齿轮的加工工艺是至关重要的环节之一。
本文将介绍手表锥齿轮加工的工艺方法。
手表锥齿轮加工过程主要分为下列几个步骤:一、设计:在进行锥齿轮加工之前,首先需要进行设计。
设计阶段主要包括确定齿轮的参数和结构,以及确定使用的加工设备和工艺。
设计过程非常重要,因为它将直接影响到后续的加工工艺。
二、材料选取:在进行锥齿轮加工之前,需要选取合适的材料。
通常情况下,手表锥齿轮使用的材料是高精密的不锈钢或黄铜。
材料的选取要考虑到其机械性能和加工性能。
三、机械加工:手表锥齿轮的加工主要是通过机械加工来完成的。
机械加工的主要方法包括车削、铣削、刨削等。
在进行锥齿轮加工的过程中,需要使用合适的刀具和设备,保证加工的精度和质量。
四、热处理:手表锥齿轮在加工完成后,需要进行热处理。
热处理可以提高材料的硬度和强度,使其更加耐磨和耐腐蚀。
一般采用的热处理方法有淬火、回火等。
五、精密磨削:在进行锥齿轮加工的最后阶段,需要进行精密磨削。
精密磨削可以提高锥齿轮的平整度和精度,使其更加适合于手表的运动。
六、检验和组装:在锥齿轮加工完成后,需要进行检验和组装。
检验主要是通过测量和检查锥齿轮的几何参数和质量,确保其符合设计要求。
组装是将锥齿轮与其他零件进行组合,形成完整的手表。
手表锥齿轮加工工艺方法需要经过多个步骤,每个步骤都需要精确的操作和仔细的注意。
只有掌握了正确的工艺方法,才能够生产出质量优良的手表锥齿轮。
在实际的手表生产中,还需要根据具体的需求和要求进行调整和改进,以确保产品的质量和性能。
ProE圆锥齿轮参数化建模
Pro/E圆锥齿轮参数化建模第一篇:认识锥齿轮==================================P2-P4 第二篇:当量齿数建模================================P5-P11 第三篇:球面渐开线精确建模==========================P12-P20第一篇:认识锥齿轮1、认识锥齿轮先来看一组锥齿轮图片(动画图片请点原文)。
锥齿轮是圆锥齿轮的简称,它用来实现两相交轴之间的传动,两轴交角Σ可以是任意的,机械传动中应用最多的是两轴交角Σ=90度的锥齿轮传动。
下图为一对轴交角Σ=80度的锥齿轮平面动画2、锥齿轮的一些几何参数齿数(tooth_n)、模数(module)、压力角(pressure_a)、齿宽(face_width)、分度圆锥角(pitch_cone_a)、轴交角(shaft_a)即可确定单个锥齿轮。
如上图,有pitch_rad = pitch_dia/2 = tooth_n* module/2addendum = 1*modulededendum = (1+0.25)*moduleshaft_a = pitch_cone_a+ pitch_cone_a_rel (即Σ= δ1+δ2)锥齿轮传动比i = Z2/Z1= Z2*module/Z1*module = pitch_dia_rel/pitch_dia = pitch_rad_rel/pitch_rad1因pitch_rad_rel / sin(δ2) = pitch_rad / sin(δ1)所以,传动比又有i = sin(δ2) / sin(δ1)设计一对锥齿轮,通常是根据设计需要确定齿数(传动比)、模数和轴交角,然后通过解下面方程组得出两个锥齿轮的分度圆锥角sin(δ2)/sin(δ1) = Z2/Z1δ1+δ2 = Σ3、锥齿轮的当量齿数锥齿轮的理论轮廓线为球面渐开线。
手表锥齿轮加工工艺方法

手表锥齿轮加工工艺方法手表锥齿轮是手表机芯中的重要零件之一,它具有齿数少、模数细、精度高的特点。
手表锥齿轮的加工工艺方法主要分为制齿和热处理两个步骤。
下面将详细介绍手表锥齿轮的加工工艺方法。
一、制齿工艺方法手表锥齿轮的制齿工艺主要包括车削、刨齿、插齿和制齿刀磨齿四个方法。
1. 车削法车削法是制造手表锥齿轮的主要方法之一。
其步骤如下:将原材料放在车床主轴上,使用刀具进行锥度切削,形成初步的锥度形状。
然后,通过对刀具的微调,逐渐削去多余的材料,使锥齿轮的锥度越来越接近要求的形状。
使用齿轮刀进行齿形切削,并经过不断调整,使锥齿轮的齿形达到设计要求。
2. 刨齿法刨齿法是利用刨齿机进行手表锥齿轮的加工。
具体步骤如下:将原材料固定在刨齿机工作台上,然后通过调整工作台与刨齿刀的位置,使得锥齿轮的齿轮轴线与刨齿刀轴线呈一定的夹角,从而实现锥齿轮的制齿。
刨齿法加工效率高,质量较好,适用于生产大批量的手表锥齿轮。
插齿法是通过插齿机来加工手表锥齿轮的方法。
插齿机是一种专门用于齿轮加工的机床。
其步骤如下:将锥齿轮与插齿刀压缩,使插齿刀插入锥齿轮表面,并沿锥齿轮齿向旋转,从而形成齿形。
通过不断调整插齿刀的坐标,使锥度逐渐被加工出来。
插齿法加工的手表锥齿轮质量较高,精度较高,适用于生产高精度的手表锥齿轮。
4. 制齿刀磨齿法二、热处理工艺方法手表锥齿轮加工完成后,还需要进行热处理,以提高其硬度和耐磨性。
热处理工艺方法主要包括淬火和回火两个步骤。
1. 淬火淬火是将手表锥齿轮加热至一定温度,然后快速冷却的过程。
通过淬火可以使锥齿轮的组织发生相变,从而提高其硬度和耐磨性。
淬火时,应控制加热温度和冷却速度,以保证锥齿轮的性能达到设计要求。
2. 回火手表锥齿轮的加工工艺方法主要包括制齿和热处理两个步骤。
制齿工艺方法主要有车削、刨齿、插齿和制齿刀磨齿四种方法,可根据生产需求选择适合的工艺。
热处理工艺方法主要有淬火和回火两个步骤,可以提高锥齿轮的硬度和耐磨性,以满足手表机芯的要求。
PROE参数化锥齿轮的建立方法
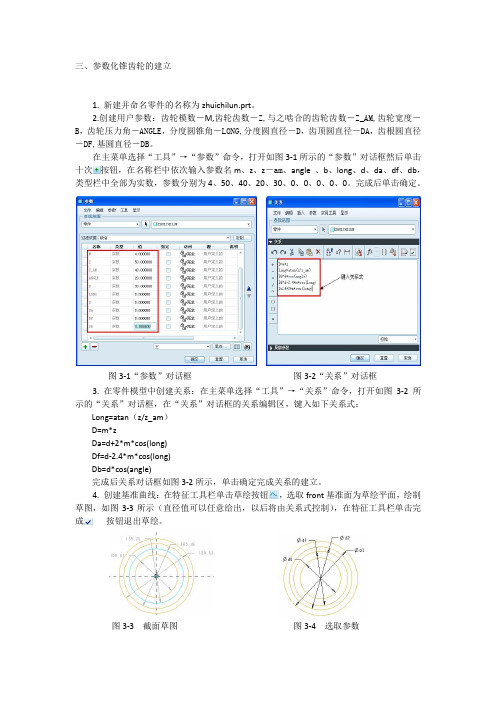
三、参数化锥齿轮的建立1. 新建并命名零件的名称为zhuichilun.prt 。
2.创建用户参数:齿轮模数-M,齿轮齿数-Z,与之啮合的齿轮齿数-Z_AM,齿轮宽度-B ,齿轮压力角-ANGLE ,分度圆锥角-LONG,分度圆直径-D ,齿顶圆直径-DA ,齿根圆直径-DF,基圆直径-DB 。
在主菜单选择“工具”→“参数”命令,打开如图3-1所示的“参数”对话框然后单击十次按钮,在名称栏中依次输入参数名m 、z 、z -am 、angle 、b 、long 、d 、da 、df 、db ,类型栏中全部为实数,参数分别为4、50、40、20、30、0、0、0、0、0。
完成后单击确定。
3. 在零件模型中创建关系:在主菜单选择“工具”→“关系”命令,打开如图3-2所示的“关系”对话框,在“关系”对话框的关系编辑区,键入如下关系式:Long=atan(z/z_am )D=m*zDa=d+2*m*cos(long)Df=d-2.4*m*cos(long)Db=d*cos(angle) 完成后关系对话框如图3-2所示,单击确定完成关系的建立。
4. 创建基准曲线:在特征工具栏单击草绘按钮,选取front 基准面为草绘平面,绘制草图,如图3-3所示(直径值可以任意给出,以后将由关系式控制),在特征工具栏单击完成 按钮退出草绘。
图3-1“参数”对话框 图3-2“关系”对话框 图3-3 截面草图 图3-4 选取参数5.建立关系:参照步骤3,打开如图3-2所示的“关系”对话框,然后参照图3-4,在关系编辑区键入如下关系式:D0=dfD1=dbD2=dD3=da单击确定按钮完成关系的定义,在主菜单单击再生按钮再生模型。
6. 创建渐开线: 在特征工具栏单击“曲线”按钮,在弹出的如图3-5所示的“菜单管理器”中,选择“从方程”→“完成”命令,此时系统弹出如图3-6所示的信息框,选取默认坐标系PRT_CSYS_DEF ,并在弹出的如图3-7所示的“菜单管理器”中选择笛卡尔命令,系统弹出如图3-8所示的记事本,在文本输入区,输入如下所示的渐开线方程:r=db/2theta=t*60x=r*cos(theta)+r*sin(theta)* theta*(pi/180) y=r*sin(theta)-r*cos(theta)* theta*(pi/180)z=0完成后将其保存然后退出记事本,单击“曲线 从方程”信息框中的确定按钮,完成渐开线的建立,如图3-9所示。
巧用Pro/E构建锥齿轮

Ms = 3
z s = 2 ( )
a 1 f a =2 f 】
r - = ( ms×Z S×c o s ( a l f a ) ) , 2
a n g = t ×9 0
创 建 基 准轴 。
可 以分 为 平 行 轴 的 圆柱 齿轮 传 动 、卡 H 交 轴 问 的 圆锥 齿 轮 传 动 和交错轴问的蜗杆传 动和螺旋齿轮传动 . . 按 齿廓曲线 的不同, 齿 轮 传 动 又 可 分 为渐 开线 齿轮 传 动 、摆 线 齿轮 传 动和 圆弧 齿 轮 传 动 。渐 开 线 齿 轮 传 动 应 用最 广 。P r o / E n g i n e e r 是美国F F C 公 司 的 旗 舰 产 品 ,在 国 内机 械 没 汁行 业 获 得 了广 泛 的应 用 。绝 大 多 数 教 材 均 以 渐开 线 直 齿 圆 柱 齿轮 的 没计 为例 ,利 用 P r o / E n g i n e e r 的【 零件】 模块 进 行造 型 ,而对 常 用 的直 齿 圆锥 齿轮 在 P r o / e 中 的建 模 方法 往往 不 做介 绍 。
I
I
本 文 以 没 汁 一个 最 常 用的 直 齿 圆 锥 齿轮 为例 ,讲述 锥 齿 轮 的 做法 ,用的主要 命令 为 “ 混合” . .其 控 制 参 数 如 下 :模 数 m= 3 ,齿数z = 2 I l ,齿 宽 b = 3 0 , 分 度 锥 角 c = 3 0 。 , 压 力 角 a l f a = 2 0 度 .齿 顶 高 系 数 为 1 .齿 底隙 系数 为0 . 2 ,变位 系数 为 0 。 圆 锥齿 轮 以 大端 模 数m为 基本 参 数 ,其 尺寸 计 算 以大端 为准 ,运 算 关 系如 下 :
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参数化锥齿轮的制作过程
1、新建文档
2、点击菜单管理器:零件—设置—参数—零件—创建—实数
输入参数名:m 按回车;输入模数值:例如4
同理设置参数z 回车输入齿数值50 后面依次是:z_am 40 anlge 20
B 30 long 0 d 0 da 0 db 0 df 0
3、点击菜单管理器:零件—关系—编辑关系然后再记事本中输入
long=atan(z/z_am)
d=m*z
da=d+2*m*cos(long)
df=d-2.4*m*cos(long)
db=d*cos(angle)
4、点击菜单管理器:零件—再生
5、点击,选择再front面内绘制四个圆。
然后再点击工具栏中的:草绘—关系—增加
把第三步的da,d,db,df分别赋值给图中绘制的四个圆,然后再点击,再点击。
得如图
6、点击,选择从方程—完成,选择坐标系,点击笛卡尔坐标。
然后再记事本中输入
r=db/2
theta=t*60
x=r*cos(theta)+r*sin(theta)*theta*pi/180
y=r*sin(theta)-r*cos(theta)*theta*pi/180
z=0 然后保存—关闭—确定,
得到如图得一小段渐开线:
用选择第六步中的齿轮齿面线,拉伸的高度为b。
获得齿轮齿面。
如图所示
8、点击菜单管理器中:零件—特征—创建—曲面—延拓—完成,选择上部建好的曲面的内边线,完成,再选取端点,完成,输入延拓的距离df/2,选择相切曲面,完成,再完成,最
后点击确定延拓。
获得如图的曲面
9、点击,然后再菜单管理器中:2平面—完成;分别选中top面和right面,得到轴
10、点击,然后在菜单管理器中:曲线x曲面—完成,选曲面与如图的曲线。
即获得
插入点
11、点击,菜单管理器中:穿过,选择第九步中得轴,再点击穿过,选择第十步中得点,
即获得DTM1平面。
12、点击,菜单管理器中:穿过,选择第九步中得轴,再点击角,选择第十一步中得
DTM1平面,在点击完成—输入值,根据转动得方向,输入90/z或者是-90/z。
即获得DTM2
13、、点击菜单管理器:零件—特征—复制—镜像—完成。
选择第八步中的曲面,再点击完成,再选择第十二步中得DTM2平面。
用选择第五步中最小的圆,拉伸的高度为b。
注意方向要与前面曲面的方向一致。
15、点击菜单管理器中:零件—特征—创建—曲面—合并,选择第八步中的曲面和第十四步中的曲面合并,确定。
16、点击菜单管理器中:零件—特征—创建—曲面—合并,选择第十三步中的曲面和第十五
步中的合并曲面来合并,确定。
得到如图:
17、点击,然后在菜单管理器中:曲线x曲面—完成,选建立的第二个辅助面与前面建立第一个点相同的曲线。
即获得第二个辅助点
18、点击,然后再菜单管理器中:过点且垂直平面,分别选择第二个辅助点和第二个辅助面,这样就会得到相应的轴
19、点击菜单管理器中:零件—特征—创建—实体—加材料—完成—拉伸—完成,在front 面内绘制一个圆(注意箭头的方向),圆的直径为da,拉伸实体的厚度为b。
20、点击菜单管理器中:零件—特征—创建—曲面—新建—拉伸—完成。
作一小段圆弧,来拉伸如图的曲面,
21、点击菜单管理器中:零件—特征—创建—曲面—转换—移动—复制—完成后,选择第十六步中的曲面和第二十步中的曲面,点击完成,点击旋转—曲线/边/轴,选择第十八步中建立的轴,按照方向旋转一定的角度,角度为long。
22、点击,以十二步中的平面为草绘平面,以front面为左面,绘制如图的曲线,与水平的夹角为long。
局部放大图为
23、点击菜单管理器中:零件—特征—创建—实体—加材料—完成—旋转—完成,以十二步中的平面为草绘平面,以front面为左面,绘制如图的曲线
24、点击菜单管理器中:零件—特征—创建—实体—切减材料—完成—旋转—完成,以十二步中的平面为草绘平面,以front面为左面,绘制如图的曲线
25、点击菜单管理器中:零件—特征—创建—实体—高级—扫描混合—完成,选择第二十二
步中的曲线作为原始轨迹,在中心位置画一个点,在实体位置的时候运用,选择在21
步中移动的曲面的周边线,如图所示。
最后确定。
即可切减成功。
26、点击菜单管理器中:零件—特征—创建—实体—切减材料—完成—旋转—完成,以十二步中的平面为草绘平面,以front面为左面,绘制如图的曲线
27、点击菜单管理器中:零件—特征—复制—移动—完成后,选择第二十五步中的切减的齿形点击完成,点击旋转—曲线/边/轴,选择第九步中建立的轴,旋转的角度为360/z,即可获得一个齿,在选择组中的阵列。
选择第十七步中的旋转角度,输入360/z,回车,输入5,最后用关系来替换这个时候输入的五。
最终获得参数化齿轮的特征。