反求法在数控内孔曲线磨床加工中的应用
反求工程在制造领域中应用的关键技术

各种 快 速 成 形 制 造 技 术 的 过 程都 包括 C D模 型 建 A 立 、 置 处 理 、 型 制作 和后 置 处 理 四个 步 骤 , 图 1所 前 原 如
示 。
型 l 壁 茎 l 壅 卜 生 翌 兰 塑 l 墨 型 熏 垦l 堡 堕 苎
巫
由
据转换 成标 准的 内部 数 据格 式 。有 2个 重要 的过 程需 要
据模 型能适应 所有 主要 的 C D C M 软 件 , 而 在 C D A /A 从 A/ C M软件 中实 现表面 的复现 。 A 数 据处 理的一个 重要工 作是对 扫描数据 点 进行 编辑 。 提供 的编辑 功能一般 包括数 据调 整 、 制 、 复 区域修 剪 、 据 数 密度修 改 、 光顺 、 数据 噪音 去除 、 尖角保 留等 。通过 数据 编 辑 , 以得 到想要 的数据 。数据处 理主要 靠操 作者 的经 验 可 和实 际需求 灵 活 掌 握 , 免 出现 由于 初 始数 据 已发 生 改 避 变, 造成形 状 变形 和精 度 降 低 等 问题 , 般要 进 行 以下 几 一
方面 的工作 : 1 补偿点 产生 首 先需要 一个标 准数 据 接 口将 这些 数 )
( D 、 墨打 印法 ( P 、 F M)喷 u ) 叠层 实体 制 造工 艺 ( O 等 , L M)
反求工程技术在损坏或破坏零件修复中的应用与数控加工.pdf

2013 年 2 月机床与液压Feb. 2013 第 41 卷第 4 期MACHINE TOOL & HYDRAULICS Vol. 41 No. 4 DOI:10. 3969 /j. issn. 1001 - 3881. 2013. 04. 014反求工程技术在损坏或破坏零件修复中的应用与数控加工王亮德,刘玉美( 滨州职业学院,山东滨州256603)摘要: 针对两个不同的没有技术图纸的部分损坏的零件,通过 CMM 获得其 CAD 数据并创建 CAD 模型,将获取的 CAD模型传输到软件的 CAM 模块,通过后置处理获取 G 代码,最后由数控铣床对零件进行数控加工,从而实现修复。
由于连续性对构成几何模型的自由曲线和曲面非常重要,在修复和重建过程中,考虑参数和几何连续性,并采用等参照线法对表面连续性进行分析。
关键词: 逆向工程; 零件修复; 连续性; CAD /CAM中图分类号: TH164 文献标识码: A 文章编号: 1001 - 3881 ( 2013) 4 - 046 - 4Application of Reverse Engineering in Recovery of Brokenor Worn Parts and Re-manufacturingWANG Liangde,LIU Yumei( Binzhou Vocational College,Binzhou Shandong 256603,China) Abstract:Getting the CAD data and founding the CAD models of the two different damaged parts without technical drawings by CMM,the G codes were gotten by the way of post-processor after transferring the CAD models into the CAM module. Then the parts were manufactured by CNC milling machine.Because continuity was very important for forming free curve and surface,during repai-ring and rebuilding process,the parameters continuity and geometric continuity were considered. The surface continuity was analyzed through the way of the equal datum line.Keywords:Reverse engineering;Recovery of damaged part;Continuity;CAD /CAM传统修复零件的方法很多,目前应用较多的是数控加工配合电火花工艺完成修复。
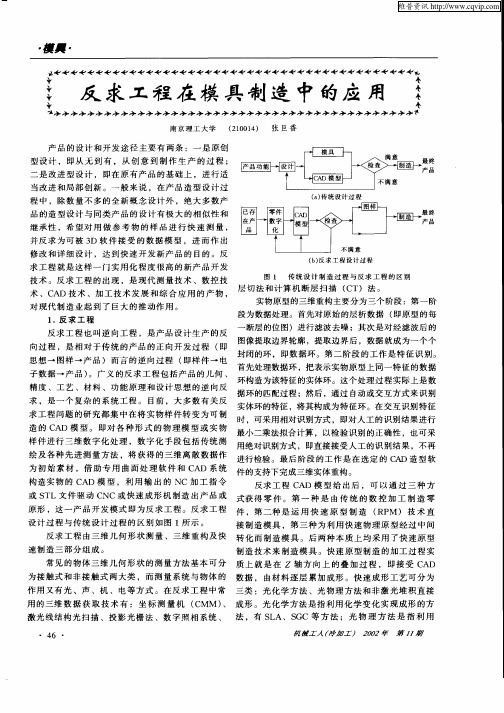
反求工程在模具制造中的应用
接制 造 模具 ,第 三种 为 利 用快 速 物理 原 型经 过 中间 制造 技术 来 制 造模 具 。快 速原 型制 造 的加工 过 程 实
反求 工 程 由三 维几 何 形状 测 量 、三 维 重构 及 快 转化 而 制 造模 具 。后 两 种 本质 上 均采 用 了快 速 原 型 速制 造三 部 分组 成 。 常见 的物 体 三维 几何 形 状 的 测量 方 法基 本 可分 质上 就 是 在 Z 轴 方 向上 的叠 加 过 程 , 即接 受 C D A 为 接触 式 和非 接触 式 两 大类 ,而测 量 系统 与 物体 的 数 据 ,由材 料 逐层 累加成 形 。快 速成 形 工艺 可 分为 作用 又有 光 、声 、机 、电等 方 式 。在 反求 工 程 中常 三 类 :光 化 学 方法 、光物 理 方 法和 非 激光 堆 积直 接 用 的 三维 数 据 获 取 技术 有 :坐 标 测 量 机 ( MM ) 成 形 。光 化 学 方法 是指 利 用化 学 变 化 实现 成形 的方 C 、 L G 激光 线结 构 光扫 描 、投 影 光栅 法 、数 字照 相 系统 、 法 ,有 S A、S C 等 方 法 ;光 物 理 方 法 是 指 利 用
・
4 6 ・
 ̄ M_- ( 锶 I ) 2 0 年 7 _ A 冷 02
第1 1期
化 实 现成 形 的方 法 ,如 S S L 、L OM 等方 法 ; 法 ,如 3 P、B M 、F M 等 。 D P D 2 快 速模 具 制造 技 术 .
件 的支持下完成三维实体 重构 。
反求 工程 C D A 模 型 给 出后 ,可 以 通 过 三种 方 或S TL文 件 驱 动 C NC或快 速 成 形 机 制造 出产 品或 式获 得 零 件 。第 一 种 是 由传 统 的数 控 加 工 制 造 零 原形 ,这 一产 品开 发模 式 即为反 求 工 程 。反求 工 程 件 ,第 二种 是 运 用 快 速 原 型 制 造 ( P R M) 技 术 直
反求设计的技术应用

反求设计的技术应用吴松泽(13机电转,1316948006)摘要介绍了反求工程的基本概念和体系结构,叙述了表面数字化技术、表面重建技术、零件形体尺寸反求设计、公差反求设计、零件材料的反求设计等反求工程的一些关键技术,阐明了反求工程的应用。
关键词:反求工程;机械设计;零件测绘;设计技术:工业设计1引言反求工程,又称为逆工程,是现代设计方法中的一门新兴的技术。
它是针对消化吸收先进技术的一系列分析方法和应用技术的组合。
反求厂程以先进产品设备的实物、软件或影像作为研究对象,应用现代设计理论方法、生产工程学、材料学和有关专业知识进行系统深入的分析和研究,探索掌握其关键技术,进而开发出同类的先进产品。
反求工程技术不是简单的复制和模仿,它不仅仅要求CAD/CAE/CAM(计算机辅助设计/分析/制造)等计算机辅助模块能较好的独立完成各项工作,而且关键在于各子模块之间的信息集成,将已存在的实物零件转化为数字模型,从而运用CAD/CAE/CAM等计算机辅助模块对该零件进行工程分析、再设计、制造等进行集成化的并行处理。
从而保证新产品在新环境下表现出更加优良的性能,并使设计效率大人提高,从而缩短了产品开发周期。
2反求工程应用领域反求工程的主要应用领域有:(l)当产品原始设计文档不可得时,复制一个产品;(2)当需要对一个产品进行分析、评价、改进,以重构一个新的改进产品;(3)审美及外形设计甚为重要,需要全尺寸模型的领域,如汽车、飞机工业;(4)生产适合人体表面的特种装备,如头盔、太空服、器官假体等;3 反求工程的关键技术3.1 表面数字化技术表面数字化就是通过特定的测量设备和测量方法获得零件表面离散点的几何坐标数据。
只有获得了样件的表面三维信息,才能实现复杂曲面的建模、评价、改进、制造。
因而,高效、高精度地实现样件表面的数据采集,这是反求工程的主要研究内容之一。
在反求工程中,传统的数字化方法是采用接触式测量,其典型代表是三坐标测量机。
数控车床反三角函数方程曲线编程方法

数控车床反三角函数方程曲线编程方法1. 引言数控车床是一种自动化机床,通过预先编写的程序来控制工件在加工过程中的运动,从而实现精确的加工。
在数控车床编程中,反三角函数方程曲线编程方法被广泛应用于生成各种复杂形状的曲线路径。
2. 反三角函数反三角函数是指与普通三角函数相对应的一类函数,包括反正弦、反余弦和反正切等。
这些函数可以将给定的数值转换为对应的角度值。
2.1 反正弦函数(arcsin)反正弦函数(arcsin)是指对于给定的数值 y,求解满足 sin(x) = y 的 x 的值。
反正弦函数的定义域为 [-1, 1],值域为 [-π/2, π/2]。
2.2 反余弦函数(arccos)反余弦函数(arccos)是指对于给定的数值 y,求解满足 cos(x) = y 的 x 的值。
反余弦函数的定义域为 [-1, 1],值域为[0, π]。
2.3 反正切函数(arctan)反正切函数(arctan)是指对于给定的数值 y,求解满足 tan(x) = y 的 x 的值。
反正切函数的定义域为实数集,值域为 [-π/2, π/2]。
3. 数控车床反三角函数方程曲线编程方法数控车床反三角函数方程曲线编程方法是一种利用反三角函数方程来生成曲线路径的编程方法。
通过在程序中使用反三角函数表达式,可以实现在加工过程中沿着复杂的曲线轨迹进行移动。
3.1 函数的定义在数控车床编程中,通常使用以下几种反三角函数方程来描述曲线路径:3.1.1 反正弦函数方程x = A * arcsin(B * t + C) + Dy = E * arcsin(F * t + G) + H其中 A、B、C、D、E、F、G 和 H 是常数,t 是时间参数。
3.1.2 反余弦函数方程x = A * arccos(B * t + C) + Dy = E * arccos(F * t + G) + H其中 A、B、C、D、E、F、G 和 H 是常数,t 是时间参数。
反求原理在重构模具自由曲面中的应用

反求原理在重构模具自由曲面中的应用反求原理是一种常用的设计方法,它可以通过已知的结果来推导出实
现这个结果的方法或过程。
在重构模具自由曲面中,反求原理可以应用于
以下方面:1.修复模具缺陷当模具出现缺陷时,可以通过反求原理来修复。
首先,需要确定缺陷的位置和形状,然后通过反求原理来推导出修复的方法。
例如,如果模具表面出现了凹陷,可以通过反求原理来推导出填补凹
陷的方法,如使用填充材料或重新加工模具表面。
2.优化模具设计在模具
设计过程中,可以通过反求原理来优化设计。
例如,如果需要设计一个具
有特定形状的模具,可以通过反求原理来推导出实现这个形状的方法。
这
样可以避免设计过程中的盲目尝试和试错,提高设计效率和准确性。
3.重
构模具自由曲面在重构模具自由曲面时,可以通过反求原理来推导出实现
自由曲面的方法。
例如,如果需要重构一个具有复杂曲面的模具,可以通
过反求原理来推导出实现这个曲面的方法,如使用数控加工或手工加工等。
总之,反求原理在重构模具自由曲面中具有重要的应用价值,可以帮助设
计师更加高效地完成模具设计和重构工作。
反求工程及其在UG中的运用
■■— 薯 唧III I■曩置¨ 孙 : j - 爿_ _ : - 薯 ●| l I 旧 I ●
■者攘 :先进 的快速测量及成 型的技术设备 ,是缩短产 品
开发周期 、提 高产 品质量 、提 升企业竞 争力的最有 效手段 ,因
此 ,反 求工 程在 我 国得 到 广 泛的应 用 。
求工 程 ( v1 ̄ 学 、 料学和 有关专业 知识 , 材 进行
商 I n )又 最 终 产 品 除 了 实 现 形 状 反 求 外 , 系 统地 分析 研 究 巳存 在 的产 品 , ] g 0
称 逆 向 工程 , 是
关 键 词 :反 求 工 程 ;UG 软 件 ; 三 坐 标 测 量 机
Ab ta t At p e e t he t a i o lp o u t d s t d a r a y c u d n t s t f h a k t f s s r c : r s n ,t r d t na r d c e i i gn me ho le d o l o a i y t e m r e a t s
o f ma u a t e wh c 1 8 s l s t g s d v l p d,a o e w ih o r c u r S t c ia e e n O o n f cur ih 9 0 a tsa e e eo e l n t u o nty e hn c l l v l a d S n
d v lp e e o me t a d t u t m e e s n lz d r q e t t e e s n i e rng rs s a t h s o i n n he c s o r p r o a i e e u s , he r v r e e g n e i a ie t he i t rc mo n ,t e e s n n e rn al d t e r v me t h r v r e e gi e i g c l h e e e t c no o y,w a n a v n e e h i u e h lg s a d a c d tc n q e
推荐-反求工程在快速成形技术中的应用 精品

反求工程在快速成形技术中的应用反求工程在快速成形技术中的应用ApplicationofReverseEngineeringinRapidPrototyping华中平÷技大学(430074)滕功勇王从军黄树槐【摘要】根据在零件复制,复杂设计及概念设计中不可缺少的反求技术与快速成彤技术的结合应用,介绍j反求数据采集的几种方法.分析1在快速成形技术中反求数据的两种处理方式,列出了在实际应用中所采取方案的数据结构和主要的算法过程及应用实例关键词快速成形反求工程零件复制截面轮廓曲线Keywordsrapidprototyping,reverseengineering,partcoping,sectionalprofilecurvelin敏捷制造技术对产品的推陈出新的速度,对商家在竞争非常激烈的情况下把握商机,起着越来越重要的作用.而快速成形技术和反求工程作为敏捷制造技术的重要分支,为人们实现产品概念设计与复杂设计担任着重要角色.快速成形技术对所加工零件的几何形状无特别要求,可以将给定的数据还原成实体模型,固此我们只要将一定格式的数据输入快速成形系统,即可获得所要的实体模型.而反求工程则是一种对普通仪器难以测量,表面形状很不规则,不易设计的零件模型,艺术品,文物模型等进行数据提取极其有利的工具.二者的结合可实现零件的快速复制,还可通过CAD重新建模并加以修改,或调整快速成形工艺参数,实现零件模型的变异复制.反求过程中采集数据的手段很关键,首先介绍几种三维数据采集的测量技术,并结合快速成形技术,针对各测量技术,分析比较对采集数据进行处理的两种途径,采用本文所述的方案的数据结构,主要算法过程及应用实例.三维数据采集的几种方法1.接触式测量机械式三坐标测量是一种应用比较广泛的三维测量方法,测量精度高,容易操作,不过测量速度较慢,测得的数据点少,不能用RP直接还原成原型件模型.测量时,可根据零件模型特征选择测量位置及方向,测得特征点数据,然后根据特征点数据求得几何元素的特征尺寸(如外形尺寸,半径,曲率等),再利用特征曲面上的轮廓线特征点在三维造型软件(如Pro/E,UG,AutoCAD等)上重新建模.再根据需要进行一定的修改,以STL格式输出到快速成形系统中制作原型件.五坐标测量仪可测得所测点的法矢.曲面重构过程中,进行三角网格划分后,在三角网格的每个三角形上构造B—B曲面片时,必须事先给出每个顶点上的法矢,而原先只能用估算的方法给出,必要时再进行调整,固而五坐标测量仪的出现使曲面的精确重构变得更容易实现2.三维激光数字化仪测量此种测量方法是继接触式三坐标测量之后发展迅速的一种激光扫描测量技术其测量速度快,不需接触零件表面,数据点密集,目前精度可达0.05 mm,适于大尺寸外部曲面复杂的零件模型的测量. 测量时,被测件除了形状特征外,其色彩特征也可同时采集录入计算机.不过,对于细深孔底部,突变的台阶等不能被激光照射到的部位,激光扫描仪则测不到数据,从而造成有用数据丢失,另外其对零件表面的色泽和粗糙度有敏感性.3.逐层扫描测量继激光扫描之后兴起的逐层扫描测量技术被认为是RP生长型制造的逆过程,主要有工业CT, MRI(核磁共振)和自动断层扫描测量这种测量方法可对零件表面和内部结构进行精确测量,所测得的数据点密集,完整.并包含了所测零件的拓扑结构.自动断层扫描测量的基本原理是:用数控系统控制铣床或磨床,按一定的厚度去掉被测零件的一层,然后用光电转换装置摄取片层二维图像,经过图像处理获取片层三维轮廓的边界数据.每层厚度可由切削头进给范围(0.01~0.5mm)确定.此种测量方法测量速度快,测量数据准确,可以测取内部尺寸.由于其采取的是破坏性测量,故显然不适合要求不可损伤的测量件(如文物等)的复制..26.《新技术新工艺》'热加工技术利用工业CT和MRI技术,则不必破坏被复制20XX年第1期件,即可直接获取物体的截面数据.不过数据准确度没有自动断层扫描测得的高.测量数据的两种处理方式根据各测量方法所采集数据的特点及实际要求.在快速成形技术的应用中,可采取相对有效的数据处理方式.目前的处理方式有间接法,直接法.L间接法间接法就是利用所测得的数据先重构还原成CAD模型,然后根据实际需要对CAD模型进行修改,调整,转换成STL格式文件,或者对所采集的散乱数据进行三角剖分,得到STI格式文件,再输入快速成形系统,由系统所带切片软件对STL文件进行切片处理,获取切片层的轮廓曲线数据,从而制成原型复制件.其处理过程可描述如图l所示图11可接数据处理法接触式测量法测得的数据点多为特征点.用CAD软件(如Pro/E,UG等)根据特征,可以将所测得的数据点重构成CAD模型,然后按图1所示步骤得到复制的原型件模型.激光扫描测量获取的数据点密集,可通过反求软件处理获得曲面模型,经过修整,得到所需的CAD模型,再按照图1步骤得到原型件模型.逐层扫描测量所得的数据点密集,完整,还包含了零件点,线,面连接关系及几何分量大小等的拓扑结构,同样可以通过反求软件获得曲面模型,转换成STL软件,输入快速成形系统得到原型件模型.2.直接法.根据快速成形精度要求,切片处理要求数据点比较充足,且每层厚度一般为0.02~0.5mm.以保证复制的原型件模型失真度在允差范围内,这样复制才有意义.由于通过CAD模型转换成STI,文件时.数据量骤然增加,而且STL格式文件本身有着天然的缺陷,这就要求后续的切片处理有较高的纠错,容错能力,对计算速度也有影响.如果直接将测得的数据转换成片层轮廓曲线数据,则相对转换成STI文件而言.数据量小,运算速度快,绕过STL文件转换所产生的诸多问题,是一种比较好的数据处理方式.激光扫描测得的数据点密集,测量精度也可达到制造快速原型件的精度要求,故由激光扫描测量所采集的数据可采用图2所示直接数据处理法.匿图2直接数据处理法逐层扫描测量是快速成形技术的数据采集过程,其采集的数据是由一层层零件截面的轮廓线数据点组成,而且层厚可达0.O]mm,完全满足快速成形系统的切片精度要求,因此亦可采用直接数据处理法.但是,接触式测量则由于测得的数据点少,很难满足快速成形系统的切片精度要求,若采用此直接数据处理法,将会导致严重的失真算法步骤我们所采取的算法过程主要如下:1_输入采集的空间散乱数据点集,对此点集按z坐标进行预排序.得到对应每个坐标的平面点集;2.对每个平面点集按X坐标(或Y坐标)再进行预排序,得到对应的平面顶点表;3.对每个平面顶点表进行处理,确定内外环.然后对每个环进行曲线拟合.得到实际加工所需顶点链表;4.输出数据(以C2DPoint,C2DRing结构形式)到快速成形系统,进行零件复制.结语我们采用数据直接处理法.在HRP快速成形系统中进行了某零件模型与作过修改的复制的原型件模型复制,效果良好反求工程是复杂形状零件复制的非常有利的工具,与快速成形技术结合起来,采用适当的测量方法和数据处理方式,将会在产品系列设计,改型以及实物模型复制等方面有着良好的应用价值.参考文献1.朱心雄等.自由曲线曲面造型技术北京:科学出版社2.SartajSahni.D8taStructure,Algorithms,and Applications.北京:机械工业出版社3.金文华.何涛等.简单快速的平面散乱点集凸包算法.北京航空航天大学,1999:72~754王从军.快速成形数据处理及若干关键技术的研究.华中科技大学博士,2000*科技型中小企业创新基金项目(99c26214210296)责任编辑吕德隆《新技术新工艺》?热加工技术20XX年第l期.27.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
反求法在数控内孔曲线磨床加工中的应用
作者:马涛
来源:《现代电子技术》2011年第23期
摘要:为了获得未知定子的实际加工数据,可采用反求测量方法对定子进行测量获得曲线数据,通过做实验先将一个成品定子用三坐标测量机测出数据点,然后再对该数据点进行B样条插补拟合,拟合后的数据用QMK003数控内孔曲线磨床对新毛坯进行加工,加工后的定子与最初测量件相比较降低了泵的噪声,提高了泵的效率。
结果证明,用反求测量方法获得的定子曲线数据是可行的,具有很强的推广价值。
关键词:反求法;定子;曲线拟合;样条插补
中图分类号:文献标识码:A文章编号:
Application of Reverse Method in Numerical Control Curve Grinding Machine
MA Tao
(Shaanxi Qinchuan Machinery Development Co. Ltd., Baoji 721009, China)
Abstract: To obtain the practical machining data of unknown stator, the reverse measurement can be used to get curve data on stator. The experiment is done as follows: measuring data point on finished stator with three-dimensional measuring machine, carrying out interpolation fitting of B belt transect at the data point, and machining new rough on QMK003 CNC inside hole curve grinding machine with the data. It is proved that the noise of pump is reduced and the working efficiency of pump is better than that of original measuring piece. The method of getting curve data of stator with the reverse measuring method is feasible and has good spread application value.
Keywords: reverse method; stator; curve fitting; spline interpolation
收稿日期:引言
定子是转向助力泵中一个关键零件。
根据叶片泵的设计理论,其性能对定子曲线有如下要求[1]:使输出流量脉动小;使叶片不脱离定子;叶片无冲击振动,低噪声;使叶片的受力状态良好。
定子曲线决定了叶片的运动性能和动力性能及泵的输出流量的大小、脉动特性等,是影响泵噪声和效率的主要因素。
因而定子曲线的选择和计算是降低工作噪声的途径之一,是各种泵设计的关键技术。
如果要根据某个定子加工同样的工件但又没有曲线数据,应该如何实现呢?
可采用反求测量[2]方法对定子进行测量获得曲线数据,然后再对数据进行B样条拟合处理。
处理后的数据可直接加工定子。
若没有进行曲线拟合,则无法确定定子过渡段所采用的曲线形式,再加上测量、制造等多项误差,导致定子质量不稳定。
经过分析认为,这是造成转向助力泵噪声偏大的一个重要原因。
根据过渡曲线段的测量数据,采用3次B样条插值算法对定子曲线进行拟合,可以改善定子的运动特性、降低泵的噪声及提高泵的效率和寿命。
1拟合原理
根据n个测量数据建立B样条曲线方程,需要求解n×n阶矩阵的逆矩阵[3],这对于大量测量点来讲,是一件困难的事情。
针对这一问题,文献[4]提出了一种密集采样数据的特征点表示方法,即通过滤波处理提取数据特征点,选用3次B样条插值算法[5]进行曲线的拟合,3次B 样条插补方程为:P(u)=∑3i=0PiNi,k(u),u∈[0,1](1)式中:Pi为给定空间上的控制点;Ni,k(u)为基函数,递推表达式为:Ni,j(u)=(u-ti)Ni,j-1(u)ti+j-1-ti+(ti+j-u)Ni+1,j-1(u)ti+j-tj+1(2)式中:i,j的取值为0,1,2,…,n;t0,t1,t2,…,tn为节点向量。
由几何关系可知,曲线的通过点与特征多边形顶点之间有下面关系:16Bi-1+23Bi+16Bi + 1 =Pi (3)可见控制顶点数比型值点数多2个,还必须增加2个通常由边界条件给定的附加方程。
由可供选择的多种边界条件,相应可建立不同的附加方程,首末端点也可取不同的边界条件。
现以常用的边界条件为例,即已知P0′,Pn′,则有:B2-B0=2P0′,Bn+2-
Bn=2Pn′(4)由迭加原理可得:Bi=3[Pi+∑3j=1(Pi+j+Pi-j)λj](5)式中:λ=3-2;i=3,4,…,n-1。
求出B样条特征多边形的顶点Bi,即生成相应的B样条曲线。
四次EB样条[6]的局部修改性好,而且由于在EB样条中曲线方程引入了一个几何意义比较明显的参数,使设计者能直观地对曲线的形状进行调整。
2测量数据
采用三坐标测量机来完成外形数据的反求测量。
定子曲线是在两段半径为R的大圆弧与两段半径为r的小圆弧之间通过用两段不同的过渡曲线连接而成,且关于水平轴对称,因此只需测量两段过渡曲线即可。
将定子放入三坐标测量机的测量空间内,通过探头的检测,可获得一系列与被测几何元素有直接关系的探头控制点坐标,根据这些坐标值,经过数学运算求出被测元素的几何尺寸,相互间的位置尺寸以及存在的尺寸误差与形位误差[7]。
由于测量机扫描所得数据为测头球心的坐标值,实际被测点是测头球心所在的法向等距面。
因此须在各球心点(X0,Y0,Z0) 法线方向上减去测头半径r0,方可得到(X,Y,Z):X=X0-r0Nx/N2x+N2y+N2z
Y=Y0-r0Ny/N2x+N2y+N2z
Z=Z0-r0Nz/N2x+N2y+N2z (6)通过三坐标测量机得到零件表面的离散点坐标,必须对原始数据点进行数据光顺处理[8],主要包括去除坏点、补点、均化、数据分块[9]等。
3数据光顺软件的设计
根据上述方法先利用反求法测得定子曲线数据再应用3次B样条插补光顺数据。
采用VC 6.0作为开发工具,开发了定子曲线数据光顺软件,应用在我公司产品QMK003数控内孔曲线磨床上。
软件界面如图1所示。
例如,定子试磨件(工件号为秦川)的曲线数据最小极半径为43.181 mm,最大极半径为48.876 mm。
采用3次B样条插补光顺后的位移曲线如图2所示(横坐标代表角度,纵坐标代表极半径)。
图1软件界面图2位移曲线采用3次B样条插补光顺后极坐标系下的轮廓曲线如图3所示(横坐标单位为mm,纵坐标单位为mm)。
图3轮廓曲线采用3次B样条拟合后可以改善定子曲线的平滑性[10\],拟合后的曲线曲率变化比较均匀,加工后的定子经测试降低了泵的噪声,提高了泵的效率。
4结论
实践证明利用反求法可以很容易地得到定子曲线数据,然后再对数据进行光顺处理,从而使得定子曲线径向速度、加速度和加加速度变化率无突变,不会产生激振,降低了泵的噪声,提高了泵的性能和寿命。
实践证明这种方法是可行的,而且程序也较易实现,具有很强的推广价值。