downloadfile_欧姆龙-触摸屏初级教程V1.3
PLC(欧姆龙)编程入门(初学者适用)(精编文档).doc

【最新整理,下载后即可编辑】PLC 初级培训教材第一章 电气系统及PLC 简介一、设备电气系统结构简介 设备电气系统一般由以下几部分组成1、 执行机构:执行令陶瓷行业中常构有:电动机(普通、带刹车、带离合)、电磁阀(控制油路或气路的通闭完成机械动作)、伺服马达(控制调节油路、气路的开度大小)等。
2、输入元件:从外部取入信息陶瓷行业中常见的输入元件有:各类主令电器(开头、按扭)、行程开关(位置)、近接开关(反映铁件运动位置)、光电开关(运动物体的位置)、编码器(反映物体运动距离)、热电偶(温度)、粉位感应器粉料位置)等。
控制中心:记忆程序或信息、执行逻辑运算及判断常见控制中心部件有各类PLC 、继电器、接触器、热继电器、等。
电源向输入元件、控制中心提供控制电源;向执行机构提供电气动力。
二、简单的单台电动机电气系统例:一台星——角启动的鼠笼式电动机的电气系统1、一次线路图2、二次线路图A B C JC1 RRSJJCJ3、上图看出,二次回路图中为实现延时控制,要使用一个时间继电器,而在陶瓷行业中,星——角启动控制可说是一种非常简单的例子,若在陶瓷生产设备上全部采用继电器类来实现生产过程的自动控制,要使用许多的继电器、时间继电器等其它一些电气产品,而该类产品占空间大,且运行不是十分可靠。
三、PLC简介1、可编程序控制器早期的PLC只能做些开关量的逻辑控制,因而叫PLC,但近年来,PLC 采用微处理器作为中央处理单元,不仅有逻辑控制功能,还有算术运算、模拟量处理甚至通信联网功能,正确应称为PC,但为了与个人计算机有所区别,仍称其为PLC。
2、PLC的特点1>、灵活、通用控制功能改变,只要改变软件及少量的线路即可实现。
2>、可靠性高、抗干扰能力强①硬件方面:采用微电子技术开关动作由无触点的半导体电路及大规模集成电路完成,CPU与输入输出之间,采用光电隔离措施,隔离了它们之间电的联系。
②软件方面:有自身的监控程序,对强干扰信号、欠电压等外界环境定期检查,有故障时,存现状态到存储器,并对其封闭以保护信息;监视定时器WTD,检查程序循环状态,超出循环时间时报警;对程序进行校验,程序有错误进输出报警信息并停止执行。
欧姆龙PLC教程教你从入门到精通

PLC及其控制系统的发展趋势
PLC的性能
对小型PLC 向着体积更小、速度更高、功能增强、价格低廉的方 向发展。使之更利于取代继电器控制。
对大中型PLC 向着更大容量、更高速度、更多的功能、更高的可靠 性、易于连络通信的方向发展。使之更利于对大规模、 复杂系统的控制。
7
PLC控制系统的性能
★ I/O模块将直接安装在现场,CPU与现场I/O通过数 据通信实现控制,使系统控制更有效、可靠性更高; ★ 随着硬件冗余技术的应用,各种单元、甚至整个系 统都可应用冗余技术,使系统具有更高的可靠性;
00000 00001 01000 01000
LD OR AND NOT OUT
00000 01000 00001 01000
梯形图程序
语句表程序
50
51
一、 PLC 采用循环扫描工作方式
扫描工作分为 5 个阶段
公共处理阶段 程序执行阶段 扫描周期计算阶段 I/O 刷 新 阶 段 外设端口处理 阶段
29
5. I/O扩展端口
C28P I/O扩展端口
30
I/O扩展端口
CPM1A的外设端口和I/O扩展端口
31
I/O扩展端口可以连接的设备举例
I/O扩展单元
A/D转换单元
32
连接电缆
主机
I/O扩展器
CPM1A主机与I/O扩展器的连接
33
I/O扩展端口连接扩展器的示意图
34
6. 外设端口
外设端口
SB2
线圈
KM
KM 00000 01000
常开触点
00001 01000
常闭触点 线圈
47
3. 两种控制中继电器的区别
欧姆龙NB系列触摸屏安装手册
通过 RS-232C 进行连接.......................................................... 2-5 通过 USB 进行连接.............................................................. 2-5
2
V107-CN5-01TOC.fm Page 3 Thursday, October 13, 2011 1:18 PM
目录
第 5 章 维护保养和故障排除
5-1 维修保养 ........................................................ 5-1 5-2 故障排除和维修保养 .............................................. 5-2
附录 -5 型号一览 .................................................. 附 -11 附录 -6 选购件一览 ................................................ 附 -15
NB 系列 可编程终端 安装手册
1
V107-CN5-01.book Page 2 Wednesday, October 12, 2011 5:33 PM
目录
注意事项 ........................................................ 1 本手册内容 ...................................................... 4 相关手册 ........................................................ 5 术语 ............................................................ 6 介绍 ............................................................ 7 安全注意事项 .................................................... 8 安全要点 ....................................................... 10 使用注意事项 ................................................... 12 关于符合 EC 指令 ................................................ 13 阅读并理解本手册 ............................................... 14 第 1 章 各部分的名称和功能
OMRON NB系列触摸屏联机修改操作说明
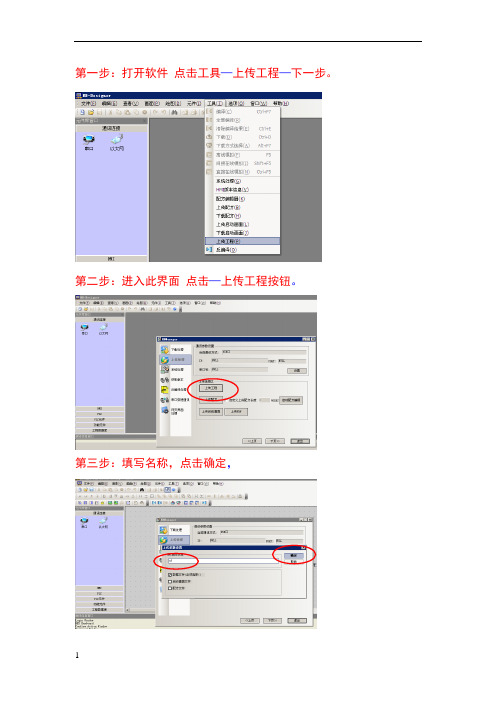
第一步:打开软件点击工具—上传工程—下一步。
第二步:进入此界面点击—上传工程按钮。
第三步:填写名称,点击确定,
第四步:填写名称,点击保存。
第五步:输入密码,点击确定。
第六步:上传成功,点击确定。
上传成功的文件,需要反编译处理如下图:
依次选择—反编译处理画面—选择要反编译的文件及确定—选择储存的路径。
—点击反编译按钮。
提示输入密码,输入密码——点击确定。
显示反编译成功,点击确定—下一步,
打开文件如图:
打开工程—选择反编译完成的文件,打开打开后的文件,如下图。
报警内容修改如下图:(事件信息登录的内容是在报警画面框里显示的;报警信息登录的内容是在报警条里流动的)
依次点击—元件—报警—事件信息登录或报警信息登录:
此界面可以添加修改报警信息。
程序下载到触摸屏操作如下图:点击全部编译—点击下载—下一步。
用户数据文件“打勾”,点击“下载”按钮OK。
欧姆龙plc操作步骤
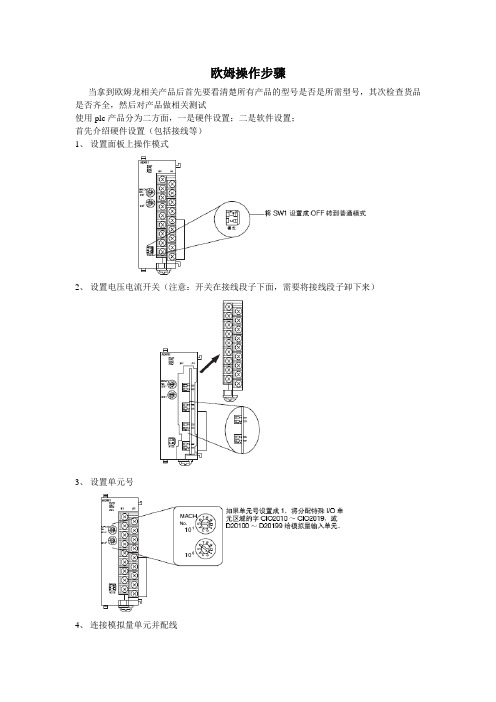
欧姆操作步骤
当拿到欧姆龙相关产品后首先要看清楚所有产品的型号是否是所需型号,其次检查货品是否齐全,然后对产品做相关测试
使用plc产品分为二方面,一是硬件设置;二是软件设置;
首先介绍硬件设置(包括接线等)
1、设置面板上操作模式
2、设置电压电流开关(注意:开关在接线段子下面,需要将接线段子卸下来)
3、设置单元号
4、连接模拟量单元并配线
5、接通plc电源,创建i|o表(如没有手持编程器,则需在软件cx-p上进行操作)
然后再介绍一下软件介绍
首先在电脑上必须安装由欧姆龙授权的cx-one软件,这个软件包中包括欧姆龙plc设置的所有工具,包括编程、网络、模拟仿真等工具。
接下来介绍欧姆龙plc的编程软件cx-programmer的用法,打开装好的软件后会看到如下图
接着打开文件中的新plc,软件会提示你选型,按照实际所用型号进行选型(注意:此型号必须和实际设备相符,否则会发生错误),选好后会出现如下图的画面
在视图菜单中对视图进行操作,主要应用如下
工程工作区
梯形图工作图
开始一个新的工程
事例工程。
OMRONPLCEView触摸屏编程使用说明书
触摸屏)编程使用说明书文件编号:HN/QF.13-0002-004版本号: A发放编号:持册人:长沙华能自控集团有限公司目录1.OMRON CJ1M系列PLC介绍 (2)1.1.CPU单元(使用CJ1M-CPU13) (3)1.2.通信单元(使用CJ1W-SCU41) (8)1.3.I/O单元 (8)1.4.模块安装及地址分配 (8)2.OMRON PLC常用编程指令 (9)2.1. 梯形图指令 (9)2.2. 位元(B IT)控制指令 (9)2.3. 结束指令(END) (10)2.4. 定时器和计数器指令 (10)2.5. 数据移位元元元指令 (10)2.6. 数据传送指令 (11)2.7. 数据比较指令 (12)2.8. 数据转换指令 (13)2.9. BCD码运算指令 (14)2.10. 二进制元运算指令 (16)2.11. 逻辑指令 (17)2.12. 子程序和中断控制指令 (18)2.13. 串行通信指令(PMCR) (19)3.OMRON PLC程序编辑软件 (19)3.1. CX-P ROGRAMMER中对PLC的初始化设置 (19)3.2. PLC设定 (20)3.3. CX-P ROGRAMMER中对PLC的联机操作 (21)3.4. 程序中各个子程序的用途定义 (21)4.OMRON PLC通信程序编辑软件 (22)4.1. 与PLC通信单元箱地址设定 (22)4.2. 4-2PLC协议编制软件(CX-P ROTOCOL)通信口设定 (22)4.3. PLC协议编制软件使用简单说明 (23)4.4. PLC与单元箱通信协议注意事项: (23)5.EASYVIEW触摸屏程序编辑软件 (23)5.1. 与OMRON PLC连接参数设定 (23)5.2. 一般参数设定(通过“编辑――系统参数的一般页进行设定) (23)5.3. 组件功能说明 (24)5.4. 触摸屏程序的下载 (27)5.5. 触摸屏程序调试 (28)6.水机屏PLC程序资料寄存器分配 (28)6.1. PLC内部时钟存放区(D0~D6) (28)6.2. PLC事故资料中转区(D10~D19) (28)6.3. 发生的水机操作、故障、事故报警个数存放区(D20): (29)6.4. 水机状态(遥信量)存放区(D21~D30): (29)6.5. PLC事故存放区:(D4000~D5999)共存放200条事故资料 (29)6.6. PLC与单元箱通信辅助中间寄存器: (29)6.7. PLC与单元通信中断判断辅助寄存器: (29)6.8. PLC与HMI(触摸屏)间固定使用寄存器: (30)6.9. 触摸屏及后台操作定义(无特殊要求) (31)7.触摸屏模拟量显示设定 (32)8.OMRON PLC通信协议 (33)8.1. PLC使用 (33)8.2. 对时使用 (34)8.3. 单元箱使用 (34)8.4. PLC通信协议接线图 (37)1.OMRON CJ1M系列PLC介绍当前水机自动化屏大多使用OMRON CJ1M系列PLC,这种PLC为模块式,而且没有底板。
OMRONPLCEView触摸屏编程使用说明书
触摸屏)编程使用说明书文件编号:HN/QF.13-0002-004版本号: A发放编号:持册人:长沙华能自控集团有限公司目录1.OMRON CJ1M系列PLC介绍 (2)1.1.CPU单元(使用CJ1M-CPU13) (3)1.2.通信单元(使用CJ1W-SCU41) (8)1.3.I/O单元 (8)1.4.模块安装及地址分配 (8)2.OMRON PLC常用编程指令 (9)2.1. 梯形图指令 (9)2.2. 位元(B IT)控制指令 (9)2.3. 结束指令(END) (10)2.4. 定时器和计数器指令 (10)2.5. 数据移位元元元指令 (10)2.6. 数据传送指令 (11)2.7. 数据比较指令 (13)2.8. 数据转换指令 (13)2.9. BCD码运算指令 (14)2.10. 二进制元运算指令 (16)2.11. 逻辑指令 (17)2.12. 子程序和中断控制指令 (18)2.13. 串行通信指令(PMCR) (19)3.OMRON PLC程序编辑软件 (19)3.1. CX-P ROGRAMMER中对PLC的初始化设置 (20)3.2. PLC设定 (20)3.3. CX-P ROGRAMMER中对PLC的联机操作 (21)3.4. 程序中各个子程序的用途定义 (21)4.OMRON PLC通信程序编辑软件 (22)4.1. 与PLC通信单元箱地址设定 (22)4.2. 4-2PLC协议编制软件(CX-P ROTOCOL)通信口设定 (22)4.3. PLC协议编制软件使用简单说明 (23)4.4. PLC与单元箱通信协议注意事项: (23)5.EASYVIEW触摸屏程序编辑软件 (23)5.1. 与OMRON PLC连接参数设定 (23)5.2. 一般参数设定(通过“编辑――系统参数的一般页进行设定) (24)5.3. 组件功能说明 (24)5.4. 触摸屏程序的下载 (27)5.5. 触摸屏程序调试 (28)6.水机屏PLC程序资料寄存器分配 (28)6.1. PLC内部时钟存放区(D0~D6) (28)6.2. PLC事故资料中转区(D10~D19) (28)6.3. 发生的水机操作、故障、事故报警个数存放区(D20): (29)6.4. 水机状态(遥信量)存放区(D21~D30): (29)6.5. PLC事故存放区:(D4000~D5999)共存放200条事故资料 (29)6.6. PLC与单元箱通信辅助中间寄存器: (29)6.7. PLC与单元通信中断判断辅助寄存器: (29)6.8. PLC与HMI(触摸屏)间固定使用寄存器: (30)6.9. 触摸屏及后台操作定义(无特殊要求) (31)7.触摸屏模拟量显示设定 (32)8.OMRON PLC通信协议 (33)8.1. PLC使用 (33)8.2. 对时使用 (34)8.3. 单元箱使用 (34)8.4. PLC通信协议接线图 (38)1.OMRON CJ1M系列PLC介绍当前水机自动化屏大多使用OMRON CJ1M系列PLC,这种PLC为模块式,而且没有底板。
触摸屏操作

触摸屏操作主界面开机进入主界面主界面可进入运行界面、编程界面、配方数据界面、参数设置(具体界面下面介绍)一、编程操作注意:在编程操作、启动运行前都必须将机器回参。
由主界面点编程界面进入,如下图:编程前先回参,点击可选择轴的移动速度(分高、中、低三档,三档速度在速度设置里面可设置具体数值)1.1编程操作步骤1、选择当前配方号支持1-110号配方设置,一个配方支持199个点。
2、当前点号选择编程开始必须是第1个点。
3、点状态设置,点击后出现下拉点状态分为结束点(一个配方结束的标志,每个配方最后一个点必设置)、点焊点(即焊接点)、清洗点(清洗烙铁头的点,坐标要设置到清洗位置)、回参点(跑到回参点机器回参,回参后继续走下点)、拖焊起点(拖焊的开始点,下点必须设置拖焊终点)、拖焊终点(拖焊的结束点,上点必须是拖焊起点)。
4、点参数设置单点的参数有:送锡长度(即每个点送锡的长度)、预送锡长度(即焊接送锡之前的烙铁头沾锡操作,不用预送锡时设置为0即可)、上抬高度(焊接完后Z轴上抬的高度设置)、预热时间(烙铁头到位后给板预热的时间)、延时(点焊接好后固锡的时间,时间到后Z轴上抬)。
5、点坐标定位根据坐标操作按钮进行坐标定位,实时坐标轴显示。
6点保存:当以上操作完后点击点保存(即保存当前点的数据信息),点保存后点下一点(即让当前点到一下点,也可以点击当前点改变,切记不要跳点,要连点设置)7、配方参数设置及配方保存;配方参数即整个配方内每个点都相同的参数,回锡长度(此次设置值为送锡结束后回锡的长度,如不需回锡,设0即可)、清洗时间(对清洗点对应的参数,清洗时清洗气阀开启的时间)、X、Y拖锡速度(X、Y轴拖锡时运行速度,只在拖焊时有效)、锡丝速度(即出锡和回锡的速度)。
配方参数设好后点击保存(由于通讯数据量大,点保存后需等待几秒)1.2配方数据处理1.2.1矩阵编程界面点矩阵进入:矩阵是将配方中的单点或多个点生成一个阵列。