弯辊与窜辊
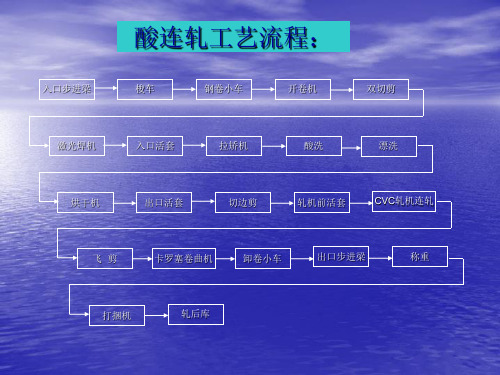
酸连轧

测量电导率比重,经计算后的浓度值经酸浓 度分析系统修正
返回
漂洗槽
酸槽出口设有一个预漂洗槽,漂洗水引自1#漂洗槽 的漂洗水。 漂洗槽分五段,槽盖分为三段,每段槽盖和挤干辊 均由液压缸升降。 漂洗水的进水系统中设有辅助蒸汽加热器,使水温 保持在60-80度左右,设有温度检测仪表。大部分 的漂洗水来自酸洗循环系统中的石墨加热器所产生 的冷凝水。为防止停机斑,在No.1-4段漂洗槽内设 置脱盐水喷水装置。 漂洗槽、废漂洗水罐及冷凝水罐、脱盐水箱都设有 液位检测仪表,实现自动连锁控制。冷凝水箱还设 有温度检测仪,与蒸汽阀联锁实现自动控制。
返回
纠偏辊
轧机段共设有2个纠偏辊组。 No.7纠偏辊:用于自动纠正No.3活套出口钢带运行 位置。两辊式,纠偏精度:+/-5mm,原理同No.1纠 偏辊一样。 No.8纠偏辊:用于自动纠正带钢进入轧机前的运行 位置。双辊式,上纠偏辊带有压辊,便于带头按照 穿带速度进入轧机,通常情况下是打开的。其原理 同No.1纠偏辊一样。
返回
开卷机
开卷机的功能:钢卷运送至卷筒,外支撑臂摆入,卷 筒涨开,撑紧钢卷。然后在开卷器的作用下打开钢卷, 并在机组正常工作时产生所需的后张力。 卷筒通过涨缩液压缸实现涨缩。由交流变频电机带动 传动齿轮箱使卷筒旋转。 开卷机横向移动由液压缸驱动,实现人工浮动对中。 外支撑臂摆入和压辊摆动都是由液压缸驱动。 开卷器铲头导板由液压缸带动摆动、伸缩,并带有位 置传感器,检测带材位置,从而给控制器发出信号, 由控制器做出对液压缸的下一步指令。
返回
破鳞拉矫机
破鳞拉矫机用来改善板形,并且通过带钢拉伸、弯曲、 破坏带钢表面的氧化铁皮,进而提高酸洗效率。 通过交流变频电机带动蜗轮丝杠升降机实现工作辊压 入量的快速调整及准确定位。
辊弯和辊形

n L hctg125'
d
d
加工不同曲率半径的辊弯件:调节中间 辊与下面两个辊子到三辊的同时 辊压,留下一段平直部分。
这些直边在校圆时也难以完全消除,故 一般对板材端头进行预弯。
常用的预弯方法:
辊弯中,从平板一次弯得的曲率半径有一个极限。 在三个辊子成等腰三角形时,用下式计算中间辊
辊形工艺辊形工艺生产率高,适用于生 产批量大的等截面长工件
可与多种工艺过程结合:如冲孔、起伏 成形、焊接、定尺剪切等。
辊形工艺设计要点如下:
1 带料宽度
辊形的带料宽度应按应变中性层的展开长度计 算。
2 导向线
为使毛坯从平板状态顺利向前移动而成形,应 设置水平导向线和垂直导向线.
水平导向线从第一组辊轮开始到最后一组辊轮 为止始终保持在同一水平面上:
垂直导向线垂直于辊轮轴线, 使导向线两侧的材料变形量基 本相等的一条基准线。
3 弯曲角度与直边升角
在一组辊轮中,同时弯曲的角不应超过二个。 一次弯曲的角度也有相应的参考值。
辊形时,直边最大高度应符合直线向上的关系, 其设计方法为控制成形直边升角。材料不同, 直边升角也有所不同(1°25’)。
4 花形展开图与辊形顺序
上下辊轮直径一致的直径是辊轮的节圆直径,也称辊 形线。在节圆上带料可无滑移地送进。
从第一对辊轮到最后一对辊轮,节圆直径应依次递增 0.4%(带料厚度小于0.3mm时取0.25%),使辊轮对材 料始终朝送进方向给以拉伸作用。
简单截面的辊形,辊轮工位间距为d,成 形设备的全长为L,辊轮组数n为:
花型展开图就是确定辊形顺序的过程,有三种:
①先内后外 (图a),可使毛坯边缘平直,易于材料流向 两边,被广泛应用于宽板等的成形:
精轧F1~F3工作辊CVC辊型的优化

生产供 冷 轧料 时要 求 带 钢 目标 凸度 较 大 , 通
常在 3 m 以上 , 0p 当产 品厚度 ≤2 7 T、 度≤ . 5mi 宽 l
10 0mm 时 , 0 精轧 F ~F VC工作辊 全 部窜到 1 3C
负极 限 ( 5mm, 一1 0mm 是 机 械 极 限 ) 带 一9 因 0 ,
工作 辊全处 在 自动方 式 下 , 形 模 型 为 达 到 目标 板
凸度 , 辊 设定 值 全 为 负极 限时 的情 况 。图 3是 窜 生 产 该 计 划 时 , ~F3 F1 工作 辊 全 处 在 自动 方 式
特殊 辊型 的配 置 , 中特 殊 辊 型 的配 置 在 热 轧 板 其
・
摘 要 : 因原 F ~F VC原始 辊 型 不 能满 足 供 冷 轧料 薄 、 1 3C 窄规 格 大 凸度 及 厚 宽 规格 小
凸度要 求 , 造成 窜辊 量 常常在 正极 限或 负极 限位 置 、 弯辊 力也 是在 最 大或 最 小位 置 , 响模 型 影
对板 形 的控 制 效果 。通 过 对西 马克 原设计 辊 型 曲线 的优 化 , 满足 了上 述 两种 情 况 带钢 凸度要
Ke r s: y wo d CV C ol c o n; c v r l rw ur e; o tm ia i n; c o n p i z to rw
梅钢 14 2mm 机组 经分 步改 造后 , 2 已形成 2
形控 制 中尤 为 重 要 口 。C ] VC特 殊 辊 型 是 业 界 经 过长 期生 产 使 用 验 证 过 的有 效 板 形 控 制 手段 之
在生 产工 艺 确 定 的前 提下 , 工作 辊 的原 始 辊 型便 成 为板形 控 制 环节 中最 活跃 的一 环 , 影 响 是 板 形 最 直接 、 有效 、 灵 活 的因 素 , 控制 好 板 最 最 是
热轧薄材板凸度控制

热轧薄材板凸度控制作者:韩姝红来源:《科技视界》2019年第13期【摘要】热轧薄材板型控制是生产中的难点,为保证热轧薄材良好的板型,分析了影响板凸度控制能力的因素,通过实践与分析、归纳、推理、判断总结出提高凸度控制能力的方法,提高了板型质量。
【关键词】板凸度;板型控制;热轧薄材中图分类号: TG334.9 文献标識码: A 文章编号: 2095-2457(2019)13-0170-001DOI:10.19694/ki.issn2095-2457.2019.13.081Hot Rolled thin Plate Crown ControlHAN Shu-hong(Anshan education and training center, Anshan Liaoning 114032, China)【Abstract】Shape control of hot rolled sheet is a difficult point in production. In order to ensure a good shape of hot rolled sheet, the factors affecting the control ability of plate crown are analyzed, and methods to improve the control ability of plate crown are summarized through practice and analysis, induction, reasoning and judgment, so as to improve the quality of plate crown.【Key words】Plate crown; Mold control; Hot rolled sheet metal0 前言由于中薄板坯连铸连轧生产线(Angang Strip Production,简称ASP)工艺的特殊性及设备特点,只能通过调整窜辊、弯辊、轧制计划和原始辊形等方法来进行板型控制,在热轧薄材生产中经常出现边浪、中浪、两边浪、复合浪、镰刀弯等板型缺陷,使产品质量下降,成材率低。
酸轧线总体概述课件
762mm 3 660-800mm 2300mm A.C 375kw 0—601/1710rpm
开卷机芯轴
膨胀缸
拉杆
膨胀套
拉杆
键
扇形块
膨胀套
• 膨胀缸拉动拉杆,拉杆拉动膨胀套,膨胀
套的楔形结构使扇形块膨胀。
膨胀套
扇形块
膨胀缸、旋转给油器
旋转给油器 膨胀缸
位置传感器
开卷机外支撑
• 位置:位于开卷机芯轴未端 • 作用:支撑芯轴,防止芯轴在钢卷重
1号剪切缸
2号剪切缸
上剪刃 斜楔
下剪刃 剪刃锁紧缸
丝杠
剪刃梁锁紧缸
双切剪剪刃间 隙调整示意图
驱动电机
1号双切剪
上剪刃
斜楔驱动电机
下剪刃
双切剪参数:
• 剪刃长度 • 剪刃高度 • 最大剪刃厚度 • 最小剪刃厚度 • 剪刃倾角 • 最大剪切带钢厚度 • 最大剪切带钢宽度 • 剪掉的废料长度
2300 mm 100 mm 30mm 22mm 2° 6.0 mm 2080mm 800 – 1500 mm
No.1入口步进梁 接收从天车吊来的钢卷,并周期性地把 钢卷输送到No.2入口步进梁上 No.2 入口步进梁 从No.1步进梁接收钢卷,并周期性地把 钢卷输送到梭车上
步进梁:
横移缸
抬升缸
步进梁动作过程
• 钢卷在步进梁上,活动梁处于最低位置 • 升降油缸外升,活动梁抬起钢卷 • 移动油缸外升,活动梁前移 • 升降缸收缩,活动梁下降,钢卷放在固定梁上 • 移动油缸收缩,步进梁复位,完成一个步进循
环
入口1号步进梁技术参数
动梁卷位数量: 定梁卷位数量: 最大卷重: 钢卷支承: 提升高度: 卷位间距: 钢卷总横移距离: 横移缸尺寸: 抬升缸尺寸: 6 6 38 t 鞍座型 200mm 4000mm 20000mm Ø 200 / Ø 140 – 4000 Ø 360 / Ø 220 – 200
20辊轧机工艺3汇总

1
弯辊调整;每边有8个弯辊液压缸,每个缸都 可以单独调整,挤压AD背衬轴承的支撑鞍座, 将鞍座弯曲的变形传递到背衬辊,再传递到2中 间辊,一中间辊,最后到工作辊
弯辊量;鞍座的水平位移±0.6mm,相邻鞍座 的最大位移±0.15mm
2021/4/30
工艺组
2
2021/4/30
工艺组
3
6.3.1 厚度调整
2021/4/30
工艺组
4
弯辊调节
弯辊调节
最低位置
最高位置
2021/4/30
工艺组
5
6.3.2 板形控制
2021/4/30
工艺组
6
2021/4/30
工艺组
7
轧机调整单元
2021/4/30
工艺组
8
6.3.3 轧制线调整
2021/4/30
工艺组
9
6.3.4 带钢和轧辊的冷却
2021/4/3通过位于上机架四个角的液压 缸直接完成。 板形调整系统,通过位于上机架两侧的弯辊液 压缸和轧机传动侧和操作侧的串辊液压缸完成 串辊量;第一中间辊±100mm, 串辊力;200kN/辊, 串辊要求;速度>0m/min,0.15 ~0.5mm/m带长
2021/4/30
工艺组
热轧板凸度控制的探讨
热轧板凸度控制的探讨陈 勇(新疆钢铁研究所)摘 要: 阐述了凸度与平直度的关系及凸度控制的策略,指出对板凸度影响的各种因素,并探讨控制各因素影响的措施。
关键词: 热轧板;凸度;平直度;控制1 前言板形是衡量板带产品质量重要的指标之一,板形包括板凸度、平直度和边部形状等。
目前热轧产品主要分为供冷轧原料和商品板卷,这两类产品对板凸度要求存在一定差别,为了便于带钢咬入,保证冷轧穿带过程稳定,一般冷轧料需要80~90μm的板凸度,而商品板卷的用户出于节约材料、降低成本的考虑,一般要求板凸度越小越好。
热轧精轧机组板形控制有两个目标:一是保证成品机架的出口带钢具有理想的凸度;二是保证带钢的平直度。
结合八钢热轧1750mm的工装情况阐述凸度与平直度的关系,介绍板凸度的控制方法,对轧辊热膨胀、轧辊磨损、轧制力、弯辊力等对板凸度的影响进行分析。
2 八钢热轧项目的主要设备及技术参数八钢1750mm热轧机组设计采用传统的半连续轧机,一期主要设备:步进式加热炉两座,粗轧+立辊轧机一架,热卷箱,6机架精轧,层流冷却,两个具有AJC功能的卷曲机,在F6后有宽度仪、厚度仪、凸度仪、平直度仪等检测仪器。
表1 轧机部分的主要技术参数名 称技术参数立辊轧机(E M)附着式上部驱动具有AWC和S CC功能四辊粗轧机(R M)四辊可逆式双传动F1~F6精轧机(F M)四辊全液压不可逆轧机AGC控制精轧工作辊弯辊系统(WRB) F1~F4 1500k N/侧正弯辊力: F5~F6 1100k N/侧精轧工作辊窜辊系统(WRS)移动行程: ±125mm3 板凸度与平直度关系3.1 凸度和相对凸度的表示方法带钢板凸度用C40指标表示,计算公式如下:板凸度:δi=[H i m-(H io+H id)/2]×1000(1)相对凸度:δi X=2δi/(H i0+H id)(2) 式中,δi 为第i机架出口板凸度;Hi m为第i机架出口带钢中部厚度;Hio为第i机架出口带钢操作侧距带钢边部40mm处厚度;Hid为第i机架出口带钢传动侧距带钢边部40mm处厚度;δiX为第i机架出口板相对凸度(%)。
舒展辊

指示器 最大点
一压和二压的锁定螺栓因安装位置不便没有安 装,二压后的舒展辊有锁定螺栓,所以在调节二 压后舒展辊时,要先打开锁定螺栓,再进行调整。
舒展辊的操作
Figure A当用来消除纵向上的纸幅折痕时,且角 度α和β相等时,可以获得最佳舒展效果.
接触角度
导入距离
导出距离
舒展辊的操作
舒展辊的洗涤和清洁
清洗方法如下图所示:
正确
错误
日常维护
迷宫圈的密封,需要定期进行注入油脂工 作.密封的作用是用来保护辊子的内部部件免 受到潮湿、灰尘和其它杂质的伤害. 辊径在100-180mm之间的,压入油脂2下, 即辊子每轴头约2g; 辊径在190mm及以上的,压入油脂4下,即辊 子每轴头约4g;
舒展辊
制作人:陈苗
舒展辊介绍
展平辊,俗称弓形辊,也叫弯辊(又名弧 形舒展辊),由优质铝合金套和橡胶套、 弯曲铁芯总成,支架座和手杆调节器组成, 具有调整张力、平整基材、消除基材皱迹 和皱纹的功能。
舒展辊的发展
为了防止毛毯在运行中起皱褶,每道压榨应装置 1~2个毛毯舒展辊,使毛毯由中部向两边舒展。 舒展辊辊体的结构和导毯辊相同,只是在辊体表 面的左右各半段上,分别镶装左右螺旋线各一条, 螺距由辊体表面中部向两端逐渐扩大。也同时把 舒展辊装在张紧器上同时作为张紧辊。
Figure B 若纸幅两边太松的话,将辊子的凸面 旋转向下(如箭头所示)使其远离纸幅.
舒展辊的操作
Figure C 若纸幅的中心区域太松的话,将辊子 的凸面旋转向上(如箭头所示)使其正对着纸幅, 直到张力一致为止.
舒展辊的洗涤和清洁
洗涤辊子时,不可以使用具有破坏性的溶 剂或锋利的工具. 清洗辊子表面时,建议使用热的烧碱水。 用高压水清洗辊子时,需要特别注意辊子 两头的护罩物,因为在此处可能会有水进 入到辊子内部的危险.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WRS(Work Rool Shifting)工作辊窜辊 一、 综述 所谓工作辊窜辊就是工作辊就是工作辊沿轴线方向上的水平移动,工作辊的窜辊是均匀工作辊磨损的优选措施,同时对提高弯辊的功效,降低工作辊的过度挠曲及减小有害接触区有一定的作用。 工作辊的窜辊有四个液压缸进行控制,分别分布在上下工作辊操作侧的入口侧和出口侧,每个液压缸上都有一个位置传感器,通过传感器检测工作辊的窜动位置,在窜动过程中必须保持上下工作辊偏离中心线的位置同步、上工作辊入口侧和出口侧两个液压缸的位置同步、下工作辊入口侧和出口侧两个液压缸的位置同步,这些都通过传感器检测的数值反馈到程序部进行计算并把计算的结果输出到对应的伺服阀来进行调节。 工作辊的窜辊分为正窜和负窜:所谓正窜就是指上工作辊向驱动侧移动,下工作辊向操作侧移动,使辊的弯曲度增加(positive),能有效减少边部波浪;所谓负窜是指上工作辊向操作侧移动,下工作辊向驱动侧移动,使辊的弯曲度减小(negtive),使边部波浪产生的可能性增加。 窜辊是在静态状态下进行的,在1+4热连轧项目中应用在精轧部分,在自动模式下窜动的位置由二级(过程自动化)给定,手动模式下操作员可以根据经验值进行设定值的调整,窜辊在板带材进入机架前已经提前摆好位置并锁定,在轧制过程中是不允许进行窜动的,窜动的目的主要是减小轧辊的磨损,但对板带材的平整度控制也有一定的影响,另外在换辊时窜动一定的位置可以方便上工作辊落在下工作辊的支撑位置方便工作辊的抽出。
二、 功能概述 窜辊包括三个功能单元 1、 位置控制:控制的计算、模式选择、监视 2、 设定点的选择:模式选择、轴向位置的设定点、窜动速度 3、 辅助功能:伺服阀的监视、压下位置的补偿、预设的实际值 计算的结果用来控制伺服阀的输出,伺服阀的输出不能超过极限值,限定值与压力和电流有关,监视功能包括窜动速度、位置、阀的输出,模式选择包括轧制模式和换辊模式 自动模式下,在带材进入机架前二级会把设定值通过SDH发给一级的WRS功能单元进行控制,控制的速度和轧制力以及机架的速度有关,伺服阀的运动围+100—-100,检修模式下可以沿轴向位置移动不会被锁定,但移动速度只有1mm/s,位置设定(自动,手动介入,换辊模式的固定位置)
0,81.05.014.0
FRoll [MN]
Without StripWith Strip
1/20001/30001/4000
vWRS / vRoll
vWRSvRollFRoll: Shifting Speed: Rolling Speed: Roll Force
Work_Roll_Shifting_Speed_01.vsd 辅助功能:辊缝开口度的补偿调校,弯辊必须是打开的状态(机架和换完辊后的零位校准) 三、 软件结构(CFC)
Folder Description F_STAND00x Project name CO Finishing mill COmmon charts, blocks for the sysfunctions of all sub-rack CPU's FP_Nx Plant area Finishing mill Process, stand x (x=1..4) P01 STM (Logic part)逻辑部分 P03 TEC (Technological part)工艺控制部分 P03 GCS (Controller part)控制部分
CPU CPU folder Function folder Function charts Count number
P01 100_STM 330_WRS P01_STM_WRS_INP Input Interface输入接口 441 P01_STM_WRS_HMI HMI Interface HMI接口 442 P01_STM_WRS_LOG Logic 逻辑功能 443 P01_STM_WRS_REF Reference 参考值 444 P01_STM_WRS_MAM Maintenance Mode 检修模式 445 P01_STM_WRS_MSG Messages 信息 446 P01_STM_WRS_OUT Output interface 输出接口 447
P03 200_TEC 350_WRS P03_GCS_WRS_TEC Technological part工艺控制部分 330
P03 300_GCS 350_WRS P03_GCS_WRS_PAR Control parameter 控制参数 400 P03_GCS_WRS_ACT Actual values 实际值 330 P03_GCS_WRS_TOP Top Controller 上辊控制 340 P03_GCS_WRS_BOT Bottom Controller 下辊控制 350 P01_STM_WRS_INP 机架信息、窜动控制系统、压下控制系统、 P01_STM_WRS_HMI
P01_STM_WRS_LOG Operation logic 操作逻辑 LOO name WRS Work Roll Shifting Status 状态 WRS_A_00 Operation logic 操作逻辑 LOO name WRS Top Control On/Off 上辊控制开/关 WRS_A_01 WRS Bottom Control On/Off下辊控制开/关 WRS_A_02 WRS Manual Mode 手动模式 WRS_A_03 WRS Automatic Mode 自动模式 WRS_A_04 WRS To Center Position 中间位置 WRS_A_05 WRS Manual Intervention Status手动干预状态 WRS_B_00
WRS Position Manual Increase 手动加 WRS_B_01
WRS Position Manual Decrease 手动减 WRS_B_02
WRS Valve Status 阀状态 WRS_C_00 WRS Check valve Top Entry WRS_C_02 WRS Check valve Top Exit WRS_C_03 WRS Check valve Bottom Entry WRS_C_04 WRS Check valve Bottom Exit WRS_C_05
HMI中控制模式的选择
P01_STM_WRS_MAM Maintenance Operationc检修模式 LOO name WRS Maintenance Mode Status 状态 WRS_M_00 WRS Maintenance Mode 检修模式 WRS_M_01 WRS top entry jog forward入口向前慢进 WRS_M_02 WRS top entry jog reverse入口向后慢进 WRS_M_03 WRS top exit jog forward 出口向前慢进 WRS_M_04 WRS top exit jog reverse 出口向后慢进 WRS_M_05 WRS bottom entry jog forward WRS_M_06 WRS bottom entry jog reverse WRS_M_07 Maintenance Operationc检修模式 LOO name WRS bottom exit jog forward WRS_M_08 WRS bottom exit jog reverse WRS_M_09
WRS(Work Rool bending)工作辊弯辊 一、 综述 对于工作辊的弯辊主要的目的是为了保证带材的平整度,自动状态下弯辊力的大小会由二级提前根据板坯的参数计算出来下发到一级执行,一级在执行过程中会根据现场收集的适时数据不断进行调整以保证达到最精确的控制,同时操作员也可以根据经验进行手动干预,正常情况下不建议进行人工干预,除非异常情况下必须进行有效的干预才能保证设备的安全运行时操作员才可以采取正确的干预方式。弯辊分为正弯和负弯,但我们的CVC+辊由于辊型本身的特点只有正弯,所谓正弯就是上工作辊向上增加弯辊力,下工作辊向下增加弯辊力,辊的弯曲度加大,轧制力减小,这样就可以降低带材中心的厚度,边部的厚度相对增加;而负弯就是上工作辊向下增加弯辊力,上工作辊向下增加弯辊力,辊的弯曲度减小,轧制力增大,这样就可以增加带材中心的厚度,边部的厚度相对减小。 二、 功能概述 窜辊包括三个功能单元 1、 弯辊力的控制:控制的计算、模式选择、监视,伺服阀的输出 2、 设定值的分配:模式选择、设定值的选择、弯辊力的补偿计算 3、 辅助功能:伺服阀的监视、实际值的调整
FBFB
Bending_01.vsd
FBFB
FBFBFB
FB
Drive sideOperating sideUpper roll
Lower roll
Upper rollLower roll
Lower rollUpper roll
a) Neutral bending => 0%
b) Negative bending => -100%
c) Positive bending => + 100%