造纸机械的张力控制系统研究
6-卷纸张力控制系统

w
V
K2
卷进轴
【
(4)、由三个滑轮和一个弹簧秤组成的测力系统对纸张的张力进行测量。
V
F
张力测量系统
:
(5)、将测得的张力反馈到比较装置与预设张力进行比较。
F
1
F
反馈
、
2、系统的结构框图
F1(s)
<
K1
K2
F2(s )
由系统的结构框图可以求函数为得,
系统的开环传递:
G0
s
K1K2 Km Kn
TmS 1TnS
…
图 1-2 卷纸张力闭环控制系统方框图
(二)、控制过程分析
1、各个环节的传递关系如下:
(1)、实际测得的张力与预设张力进行比较后,经过放大器放大作为电机的 输入电压。
…
F1
F2
K1
比较装置
u
(
(2)、放大器的输出电压作为电机的输入电压对电机进行调速控制。
U
w
:
(3)、电机的转速与卷进轴的转速相同,电所机以电机的转速与纸张的线速度 成线性关系。
m
sin 1
1 1
1 sin m 1 sin m
4、确定新的开环截止频率 c
/
如图所示 1—14:
Lo
(
)
m
1 2
20lg
1
Lo
(c
)
c
4.15
1 20lg 1 2
3.6db
5、确定两转折频率1,2 。
1
1 T
c 2.75
2
1 T
1
c
6.26
6、补偿增益
1 Kc 2.27 7、校正后的开环频率特性
张力控制原理教程

10本文从应用的角度阐述了当前技术条件下,矢量变频技术在卷取传动中运用和设计的方法和思路。
有较强的实用性和理论指导性。
关键词:张力变频矢量转矩卷径引言:在工业生产的很多行业,都要进行精确的张力控制,保持张力的恒定,以提高产品的质量。
诸如造纸、印刷印染、包装、电线电缆、光纤电缆、纺织、皮革、金属箔加工、纤维、橡胶、冶金等行业都被广泛应用。
在变频技术还没有成熟以前,通常采用直流控制,以获得良好的控制性能。
随着变频技术的日趋成熟,出现了矢量控制变频器、张力控制专用变频器等一些高性能的变频器。
其控制性能已能和直流控制性能相媲美。
由于交流电动机的结构、性价比、使用、维护等很多方面都优于直流电动机,矢量变频控制正在这些行业被越来越广泛的应用,有取代直流控制的趋势。
张力控制的目的就是保持线材或带材上的张力恒定,矢量控制变频器可以通过两种途径达到目的:一、通过控制电机的转速来实现;另一种是通过控制电机输出转矩来实现。
速度模式下的张力闭环控制速度模式下的张力闭环控制是通过调节电机转速达到张力恒定的。
首先由带(线)的线速度和卷筒的卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的频率指令。
同步匹配频率指令的公式如下:F=(V×p×i)/(π×D)其中:F 变频器同步匹配频率指令V 材料线速度p 电机极对数(变频器根据电机参数自动获得)i 机械传动比D 卷筒的卷径变频器的品牌不同、设计者的用法不同,获得以上各变量的途径也不同,特别是材料的线速度(V)和卷筒的卷径(D),计算方法多种多样,在此不一一列举。
这种控制模式下要求变频器的PID调节性能要好,同步匹配频率指令要准确,这样系统更容易稳定,否则系统就会震荡、不稳定。
这种模式多用在拉丝机的连拉和轧机的连轧传动控制中。
若采用转矩控制模式,当材料的机械性能出现波动,就会出现拉丝困难,轧机轧不动等不正常情况。
印刷机张力控制原理
印刷机张力控制原理
印刷机张力控制原理是指在印刷过程中,通过控制印刷材料的张力,使其保持恒定的一种控制方法。
印刷机张力控制原理的关键是通过一系列的张力控制装置对印刷材料施加适当的张力,以达到控制张力稳定的目的。
通常包括以下几个方面的原理:
1. 张力感应原理:印刷机上装有张力感应装置,通过对印刷材料张力的感应,将其转换为电信号,用于监测和控制张力。
2. 张力调节原理:印刷机上的张力调节装置可以根据张力的变化,通过调整张力装置的工作状态,来改变印刷材料的张力。
3. 张力稳定原理:张力控制装置可以根据设定的要求,通过控制印刷材料的张力来保持其在一定范围内的稳定性,以保证印刷质量的稳定。
4. 张力传递原理:印刷机上的张力传递装置将张力从印刷机设备的张力感应点传递到印刷材料上,确保张力的传递和控制。
通过上述张力控制原理,可以实现对印刷材料张力的精确控制,保证印刷材料在印刷过程中的稳定性,从而保证印刷质量的稳定和提高生产效率。
印刷设备张力控制系统常见故障及管理方法探究

印刷设备张力控制系统常见故障及管理方法探究摘要:张力控制为造纸厂确保生产工作按照要求进行的重要内容,确保张力在合理范围内高效推进生产工作,保证产品达到质量管控要求。
鉴于张力控制对造纸厂有重要的作用,当下围绕印刷设备张力控制进行深入探究,介绍印刷机工作原理与张力控制主要方式,总结张力控制系统在生产环节常出现的故障,并给出科学的管控策略。
关键词:印刷设备;工作原理;张力控制系统;操控措施张力控制系统为印刷设备的核心,直接关系的印刷成品质量,如果张力控制系统无法有效的调节张力,会在卷材收卷阶段因张力控制不足,使纸张出现变形或褶皱的问题。
传统印刷机和相关机组在动力源的驱动下运行,随着机械长轴传递工作的开展,会在后期受到较大干扰,降低纸张在张力控制方面的精准度。
由于转速过快、部件安装不当等问题,在后期使机械部件出现制动失灵或卡死的状况,导致产品张力与设定者出现较大的差距,由此产生很多不良品。
为了产出更多优质的产品,需要将重点投放在印刷设备张力控制系统,提高系统参数的合理性,让张力控制在不同生产环节自行调整,保证印刷产品质量。
一、印刷机工作的原理分析印刷机启动后,进行材料加工,主要通过印刷机卷料的方式,根据实际需求选择间接加工或直接加工的方法,在报纸、画册、图书等领域应用频繁。
张力控制为印刷机的核心内容,影响到印刷阶段张力的稳定性。
印刷机在工作阶段,纸带为极重要的内容,主动轴在电机驱动牵引下会自主动作,通过摆辊与滚筒将印刷材料传入印刷单元,通过该操作完成任务。
在纸张接收端,为保证成品收卷一直处于稳定的状态,需要做好该环节张力控制工作,将关注点集中在收料辊。
在收料摆辊卷曲过程中,必须保证张力一直在平衡区间内,做好角度控制工作。
卷径会根据需求随之增大提高,在该过程控制张力会逐渐减小,由此保证印刷产品品种达到出品要求[1]。
在印刷活动中纸带张力的控制较为关键,纸卷制动器会在设备运行中根据实际情况自动调节,确保纸带在印刷活动中处于平稳状态,可以将纸张平缓的放入印刷机,按照流程正常开展纸品印刷工作。
造纸机械的张力控制系统研究

・
1 4・
价 值 工 程
造纸机械 的张力控制 系统研 究
S t u d y o n t h e P a p e r Ma c h i n e o f Te n s i o n Co n t r o l S y s t e m
பைடு நூலகம்
王建华④ ②WA NG J i a n - h u a ; 徐敏⑩ X U Mi n; 顾广辉①GU Gu a n g — h u i
和 多组 烘 缸 干 燥 后 , 所 含 水 分 已经 很 少 , 基 本 上 已 经 达 到
造纸业是国 民经济 中的重要产业。 我国传统的造 纸设 了 成 纸 的 干 度 , 纸 页 的 伸 缩 率 已经 很 小 , 张 力 变化 对 纸 页 备大 多采用大功率 S C R直 流调速 控制系统 ,不但可靠性 的影 响力 突 显 出来 , 张力太大 , 易 引起 断 纸 ; 张力太低 , 纸 低, 而且维修 工作 量大、 能耗高。相反 , 自八十年代 中期发 页产生飘动 , 易引起褶皱。 因此, 为提高生产效率和纸张质 展 起 来 的交 流 变频 调 速 技 术 因其 简 单 、 可 靠 和 维 护 工 作 量 量 , 必须 对张力进行检测并引入张力控 制策略 , 使 纸页维 小 等特性被广泛应用 , 并在纸机传 动中应用越来越广。
浅谈造纸传动中张力的几种使用方式_徐耀武
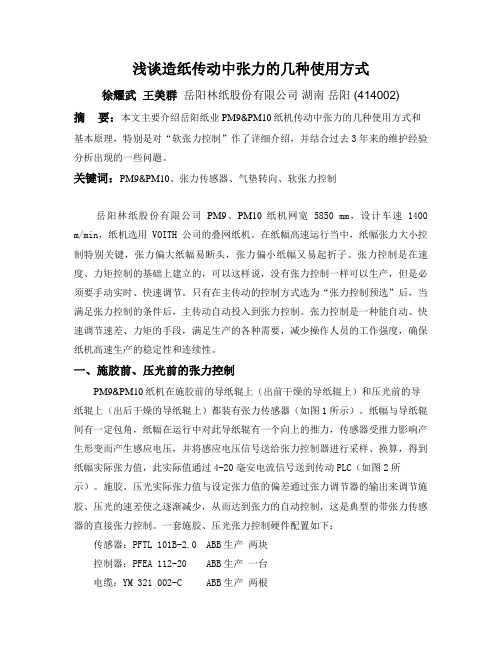
浅谈造纸传动中张力的几种使用方式徐耀武王美群岳阳林纸股份有限公司湖南岳阳 (414002)摘要:本文主要介绍岳阳纸业PM9&PM10纸机传动中张力的几种使用方式和基本原理,特别是对“软张力控制”作了详细介绍,并结合过去3年来的维护经验分析出现的一些问题。
关键词:PM9&PM10、张力传感器、气垫转向、软张力控制岳阳林纸股份有限公司PM9、PM10纸机网宽5850 mm,设计车速1400 m/min,纸机选用VOITH公司的叠网纸机。
在纸幅高速运行当中,纸幅张力大小控制特别关键,张力偏大纸幅易断头,张力偏小纸幅又易起折子。
张力控制是在速度、力矩控制的基础上建立的,可以这样说,没有张力控制一样可以生产,但是必须要手动实时、快速调节。
只有在主传动的控制方式选为“张力控制预选”后,当满足张力控制的条件后,主传动自动投入到张力控制。
张力控制是一种能自动、快速调节速差、力矩的手段,满足生产的各种需要,减少操作人员的工作强度,确保纸机高速生产的稳定性和连续性。
一、施胶前、压光前的张力控制PM9&PM10纸机在施胶前的导纸辊上(出前干燥的导纸辊上)和压光前的导纸辊上(出后干燥的导纸辊上)都装有张力传感器(如图1所示)。
纸幅与导纸辊间有一定包角,纸幅在运行中对此导纸辊有一个向上的推力,传感器受推力影响产生形变而产生感应电压,并将感应电压信号送给张力控制器进行采样、换算,得到纸幅实际张力值,此实际值通过4-20毫安电流信号送到传动PLC(如图2所示)。
施胶、压光实际张力值与设定张力值的偏差通过张力调节器的输出来调节施胶、压光的速差使之逐渐减少,从而达到张力的自动控制,这是典型的带张力传感器的直接张力控制。
一套施胶、压光张力控制硬件配置如下:传感器:PFTL 101B-2.0 ABB生产两块控制器:PFEA 112-20 ABB生产一台电缆:YM 321 002-C ABB生产两根图1 施胶、压光张力传感器安装位置图图2施胶、压光张力控制线路图此处张力控制是由张力传感器间接检测到纸幅张力的闭环控制,通过调节主传动的速差来调节主传动与张力辊间的纸幅张力,实现张力自动调节,调节器输出的满足条件:1、纸全幅。
浅谈卷取设备中张力控制系统发展现状

浅谈卷取设备中张力控制系统发展现状摘要:张力控制是纺织,造纸等行业应用最为广泛的一项技术,它实现的好坏直接关系到产品的生产效率的高低和质量的优劣。
本文对张力控制领域的间接法、直接法张力控制原理进行介绍,并梳理恒张力控制系统的国内外发展现状,为进一步研究提供了相关参考资料。
关键词:卷曲设备;张力控制;专利分析;技术发展一、引言张力控制,比较通俗的讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
早期的工业应用中,张力控制并未引起人们足够的重视。
直到人们对卷取材料的质量和表面质量提出越来越严格要求的时候,张力控制技术才逐渐被各国电气工程师重视起来,特别是张力应用最广泛的纤维、造纸、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
二、张力控制系统的概念以及基本原理在纺织、造纸等轻工业行业中,在加工过程中或者是加工完成之后,最后的一道工序一般就是将加工物卷绕成筒状。
在这一过程中,卷绕的好坏将是决定产品质量的关键,卷的太紧,容易使织物变形,拉断,卷的太松又容易使卷取不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在织物上建立一定的张力,并保持张力为一恒定值,能够实现这一功能的系统,就叫做张力控制系统。
目前应用的张力控制系统,根据其测量控制的原理结构,主要有以下三种:1.间接法张力控制系统2.直接法张力控制系统3.兼有间接法和直接法的复合张力控制系统2.1间接法张力控制原理间接法张力控制,也就是通过调节驱动力的及时大小来实现张紧力的调节。
比较通俗的讲,是一个开环扰动的控制系统,即按照现场张力与实际设定值之间的偏差来进行调节,通过间接地改变张力执行部件的激励电流、磁场等电气参数来动态补偿现场的干扰量。
电动机通过减速机构输出控制收卷轴的卷取速度:卷取速度快,相应地张力就大,卷取速度慢,张力显示就小。
因而只要借助于一定的检测设备,检测出现场的扭转角速度或者是卷径,在保证电机激励磁通不变的情况下,动态修正激励电流即可以实现在卷径和速度变化情况下现场张力的恒定。
印刷机械中的张力控制
印刷机械中的张力控制摘要:根据机械动力学原理,对报刊高速轮转印刷机、商业轮转印刷机、葯品印刷机、复合机的张力控制进行分析,及相应的张力控制系统,精度高,控制简单合理。
关键词:印刷机械;张力控制;自动控制系统张力控制广泛应用于报纸高速轮转印刷机、商业滚茼印刷机、分切机、复合机、食品药品包装机械。
在不断发展的过程中,套印的准确和连续印刷单位,通过各印刷辊单位、单元套印,只有进入印刷单元保持稳定张力,保证稳定,套印过程校准精度的印刷质量,张力会导致印刷纸张材料拉伸变形;张力过小会导致材料层间变形、纸张偏离导致不均匀、岀现断纸跑规等现象,影响产品印刷质量;张力的不稳定会使运动过程的纸张产生脉动,导致套印错误特别是在双面印刷产生大量的不合格产品。
因此,张力控制已成为生产高质量印刷产品的一个非常关键的环节。
一、印刷控制技术的发展趋势1.印刷机械电子轴技术的发展。
电子轴技术是一个驱动轴数据的概念来取代机械轴,这个轴有几个可能,这里的电子轴都是以单元为一个个辊动轴、电子设备、电子轴是一种电子轴的统一概念,由独立的轴伺服系统来取代印刷机械轴、电子控制驱动每个辊轮转机械凸轮机构,而是采用电子轴在印刷过程中联接,在模块采用伺服电机,电子轴的使用可以为印刷机械制造商的机械发展带来很多的好处。
无轴传动控制技术集成了高速实时代,、智能伺服驱动技术、色彩算法设计、色彩标准检测技术等高科技产品和技术,使印刷机械的性能得到了极大的提高。
2.现在无轴联接被广泛应用于印刷机械行业。
实时通信的要求,印刷机高速轮转与其他机械系统相比,特别是在高速报纸印刷机和商业轮转印刷机、印刷速度可以达到15000份每小时,商业印刷机械达到50000每小时,还有打印系统,如Man Roland的高速造纸机印刷速度可以达到120000/小时,鲁迪,W&H凹印可以达到600米,2007年由W&H最新卫星柔印单位甚至达到1100米的最高的印刷速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造纸机械的张力控制系统研究
摘要:造纸机械多电机变频传动控制系统中,张力控制是一大研究热点。
本文采用张力检测装置,采集张力值,经plc接收和判定,组成直接张力控制系统,保持张力恒定。
在matlab软件环境下,采用simulink工具箱,对张力控制进行了模拟,分析仿真运行结果,验证了控制方案的可行性。
abstract: in the paper machine of multi-motor frequency conversion control system, tension control is a hot research topic. this paper uses the tension detection device,acquisition tension values, receives and judgement by the plc,constitute direct tension control system, maintain a constant tension. by the environment of matlab software,using simulink toolbox, simulation of tension control system, analysis of simulation results, verify the feasibility of control schem.
关键词:造纸机械;变频;张力控制;matlab
key words: paper machine;frequency;tension control;matlab
中图分类号:th6 文献标识码:a 文章编号:1006-4311(2013)11-0014-02
0 引言
造纸业是国民经济中的重要产业。
我国传统的造纸设备大多采用
大功率scr直流调速控制系统,不但可靠性低,而且维修工作量大、能耗高。
相反,自八十年代中期发展起来的交流变频调速技术因其简单、可靠和维护工作量小等特性被广泛应用,并在纸机传动中应用越来越广。
造纸机的主要控制要求有:线速度同步、速度链功能、负荷分配功能、张力控制,此外,还有其他控制要求,譬如爬行、紧纸、急停等。
其中,张力控制是当前造纸机控制系统的一大研究热点。
由于纸张经过网部的真空吸水、压榨和多组烘缸干燥后,所含水分已经很少,基本上已经达到了成纸的干度,纸页的伸缩率已经很小,张力变化对纸页的影响力突显出来,张力太大,易引起断纸;张力太低,纸页产生飘动,易引起褶皱。
因此,为提高生产效率和纸张质量,必须对张力进行检测并引入张力控制策略,使纸页维持在一定的张力范围内。
1 造纸机工艺流程概述
造纸机按照纸张成形过程可依次分为网部、压榨、前干燥、施胶机、后干燥、压光机、卷纸机等部分,如图1所示。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩从而使纸层均匀并能进一步脱水,接着经过前干燥(一般由几个群缸组成)进行烘干,之后进入施胶部对纸张施胶,施胶纸张必须再次进入后干燥烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成纸卷。
行车将纸卷吊至复卷机,对纸张切边并分割,以满足顾客需要。
2 张力控制理论分析
张力控制一般分为直接张力控制和间接张力控制。
直接张力控制通过张力传感器的检测张力数据进而调节两分部之间的速差,使纸幅张力达到期望值,该控制方法效果好、精度高,但是,安装纸幅张力传感器成本较高,不适用于低速、小型造纸机等场合。
间接张力控制指将传动点的机械特性变软一些,利用电气调节补偿纸页的张力。
但在高速纸机中,纸机传动控制系统必须有很高的控制精度和稳定性才能保证纸机正常的生产运行,所以,在高速纸机生产中常采用直接张力控制的方式。
2.1 张力检测原理如图2所示,将张力传感器安装在纸幅导纸辊的支持轴承下方,只检测水平方向的张力。
当纸幅通过导纸辊时,纸幅的张力分解成垂直方向的力fv和水平方向的力fh。
设纸张总张力为f,导纸辊和轴承的重力为g,纸幅的夹角为?琢、?茁,则有:fh=f(cos?茁-cos?琢)fv=f(sin?琢-sin?茁)+g(1)
?琢、?茁角可以测得,纸幅的张力值f根据张力传感器的值可以计算出来,为提高检测精度,通常在导纸辊两端各安放一个张力传感器,测量值经处理器处理后所得平均值送plc。
2.2 直接张力控制的实现基于plc的张力控制原理如图3所示。
首先按式(2)计算输出速度给定值(即频率给定值),张力检测反馈的张力值与张力给定值相比较后,调整速度给定(即速度附加给定),从而调节矢量控制变频器的输出频率。
此控制模式要求变频器的具有较好的pid调节性能,并且频率给定值计算要准确,以
保证系统稳定运行。
f=■(2)
式中:d——辊子直径(m);
f——变频器频率给定(hz);
v——纸机工作车速(m/min);
p——电机的磁极对数;
i——传动点的总机械传动比。
3 张力控制matlab仿真
张力控制过程如图4所示。
当张力实测值与张力给定值不相等时,则给速度链给定值一个附加速度,以防止纸幅过松或过紧,甚至断纸。
已知期望张力值为65n。
pid参数kp=1.5,ki=0.3,kd=0.6。
仿真结果如图5所示,由图可知,初始时纸张张力为64.3n,运行25s 后到达稳定值65n。
仿真实验表明,系统完全满足张力控制要求。
4 总结
系统利用张力检测装置,采集张力值,经plc接收和判定,调整两传动点的速差,进而保持张力恒定。
在matlab软件环境下,采用simulink工具箱,对张力控制进行了模拟,分析仿真运行结果,验证了控制方案的可行性。
参考文献:
[1]李方园.造纸机张力系统的综合控制[j].自动化与仪表,2000(04).
[2]肖中俊,孟彦京,刘玉.张力控制在纸机传动控制系统中的研究[j].微计算机信息,2005,21(04).
[3]陈景文,孟彦京,王红艳.张力控制在纸机传动中的应用[j].中国造纸,2007,26(04).。