吊环螺丝检验报告
螺丝扭力测试报告

报告编号 检测单位 测试项目
WS-12-X-XA XXXXXXX 螺丝扭力测试
检测日期 单位地址 测试仪器
2012-X-X X-19 紧固件机械性能 定依据 标准要求 编号 1 2 3 4 5 6 7 8 9 10 备注: 批准: M3.5(扭矩) 螺纹规格 M4*29 M4*39 M4*37 M4*15 M4*18 M4*30
报告编号检测日期2012xx检测单位单位地址xxxxxxx测试项目螺丝扭力测试测试仪器螺丝扭力测试仪标准要求2436编号螺纹规格供应商扭矩判定结果41合格45合格38合格xxx实验室ws12xxaxxxxxxx检验及判定依gb30981319紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径110mmm35扭矩m4扭矩m429m439m43737合格36合格36合格10备注
螺栓与螺钉的扭矩试验和破坏扭矩公称直径1~10mm M4(扭矩) 扭矩 4.1 4.5 3.8 3.7 3.6 3.6 ≥3.6 判定结果 合格 合格 合格 合格 合格 合格
≥2.4 供应商 沙溪 沙溪 沙溪 固帮 固帮 固帮
审核:
XXX
主检: XXX
螺栓抗拉强度检测报告
螺栓抗拉强度检测报告一、检测目的:本次检测旨在测试螺栓的抗拉强度,确定其在受力情况下的性能表现,以评估其可靠性和安全性。
二、检测对象:本次检测的螺栓规格为M12,材料为4.8级低碳钢。
三、检测方法:采用标准拉伸试验机进行测试,测试参数按照GB/T228.1-2024《金属材料拉伸试验第一部分:室温试验方法》进行设定。
每组样品选择3颗螺栓进行试验,取平均值作为最后的测试结果。
四、检测步骤:1.准备工作:a.准备拉伸试验机、螺栓样品及相关试验配件。
b.根据螺栓规格,选择相应的试验夹具。
c.根据GB/T228.1-2024标准,对试验机进行校准。
2.样品准备:a.按照螺栓的使用前处理要求,进行清洁处理。
b.检查螺栓是否有损伤或裂纹,如有,将其剔除。
3.试验操作:a.将螺栓样品安装到试验夹具上,确保螺栓牢固固定且与试验夹具之间无松动。
b.使用拉伸试验机进行拉伸试验,根据GB/T228.1-2024标准设定试验速度。
c.在螺栓受力达到极限时停止测试,记录下达到极限时的载荷值,并计算出螺栓的抗拉强度。
五、检测结果:经过测试,我们得到了螺栓的抗拉强度测试结果如下:螺栓1:抗拉强度为XXXMPa螺栓2:抗拉强度为XXXMPa螺栓3:抗拉强度为XXXMPa六、结论和建议:1.经过测试,我们可以得出螺栓抗拉强度达到设计要求,符合使用要求。
2.建议在实际应用中,密切关注螺栓的使用环境和载荷情况,及时检查和更换有损伤或老化的螺栓,确保设备和结构的可靠性和安全性。
七、检测注意事项:1.检测过程中,严格按照相关标准和操作规程进行操作,确保测试数据的准确性和可靠性。
2.在操作过程中,应注意人身安全问题,严禁操作人员站在试验机前方。
3.检测结束后,及时清理试验台和设备,保持设备的良好状态。
八、附录:本次检测所使用的设备和试验方法符合GB/T228.1-2024标准要求。
以上为本次螺栓抗拉强度检测的检测报告,祝顺利。
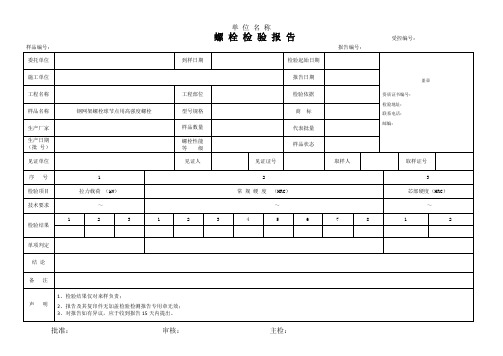
螺栓检验报告(钢网架)
序 号
1
2
3
检验项目
拉力载荷 (kN)
常 规 硬 度 (HRC)
芯部硬度(HRC)
技术要求
~
~
~
检验结果
1
2
3
1
2
3
4
5
6
7
8
1
2
单项判定
结 论
备 注
声明
1、检验结果仅对来样负责;
2、报告及其复印件无加盖检验检测报告专用章无效;
3、对报告如有异议,应于收到报告15天内提出。
批准:审核:主检:
单位Байду номын сангаас称
螺栓检验报告受控编号:
样品编号:报告编号:
委托单位
到样日期
检验起始日期
盖章
资质证书编号:
检验地址:
联系电话:
邮编:
施工单位
报告日期
工程名称
工程部位
检验依据
样品名称
钢网架螺栓球节点用高强度螺栓
型号规格
商 标
生产厂家
样品数量
代表批量
生产日期
(批 号)
螺栓性能
等 级
样品状态
见证单位
见证人
见证证号
取样人
螺杆检验报告

螺杆检验报告报告编号:LJ20190815报告日期:2019年8月15日检验单位:XXX有限公司检验地点:XXX工厂被检对象:XXX型号螺杆一、检验目的为了保证产品的质量和安全性,进一步加强生产工艺和质量控制,本次检验的目的是检验被检对象的各项指标是否符合国家相关标准及企业技术要求。
二、检验方法本次检验采用以下方法:1.外观检查:通过目视检查被检对象表面的包装、色泽、纹路、缺陷等;2.尺寸检查:利用尺子、游标卡尺、孔径规、千分尺等工具进行检查,并根据检查所得数据录入电脑进行数据分析;3.力学性能检验:根据相关标准对螺杆进行拉力测试、扭矩测试和强度测试,并获取相应的检测结果;4.热处理检验:对螺杆进行温度变化、质量变化等热处理实验。
三、检验结果1. 外观检查结果:被检对象外表面无毛刺、气泡、裂纹、变形等现象,符合国家相关标准;2.尺寸检查结果:在3次测量中,被检对象外径、规定长度、丝距等方面检测结果均符合国家相关标准及企业技术要求;3.力学性能检验结果:拉力测试、扭矩测试和强度测试结果符合国家相关标准及企业技术要求;4.热处理检验结果:不会影响到螺杆的质量。
四、结论与建议根据检验结果,被检对象表面无明显变形、裂纹等外观问题,在尺寸检查方面也没有任何问题,力学性能检验和热处理检验结果也符合国家相关标准及企业技术要求。
建议生产部门在生产过程中继续加强质量控制,确保后续生产的产品质量符合国家相关标准及企业技术要求。
五、检验小结本次检验在过程中,采用了多种检验方法,现场对被检对象进行检测,并根据检测结果出具相关报告,保证了产品质量的安全性。
希望企业各部门能够进一步做好质量控制,提高产品质量,切实保障客户的权益。
螺栓检测报告模板

度大六角头螺栓、大六角螺母、垫圈技术条件》 2、代表数量由委托方提供,本检验结果仅
对送检样品负技术责任。
试验:
审核:
单位质检专用章
****公司
六角螺栓检验报告
规格种类:M90*210共计19套
2018年9月3日
检验项目
技术要求
试验结果
最小值
85
螺母硬度
95HRC一30HRC
最大值
93
最小值
/
垫圈硬度
35HRC一45HRC
最大值
/
抗拉强度R (MPa)
830一1030
最小值
960
对螺母施加规定的保证荷 螺母保证荷载(N) 持续15s,螺母未脱扣、断
裂。
对螺母施加2900M的保证荷载,载持续 15s,螺母不应脱或断裂。
螺栓楔负载(N)
293000一364000
最小值 最大值
334100 337400
连接副扭矩系数
0.110一0.150
0.132
试验结论:1、该样品所检项目符合
检测评定依据:GB/T 1231-2006 《钢结构用高强
GB/T1231-2006的技术要求;
螺栓检验报告
检测机构地址:
电话:
邮编:
实测结果
破坏现象
单项结论
结论
备注
抽样单位: 见证单位:
抽样人: 见证人:
检验单位:
批准:
审核:
编写:
1.检验报告未加盖“检测机构资质许可标示专用章”无效。 注 2.委托检验、复制报告未加盖“检验报告专用章”无效。 意 3.检验报告无编写、审核、批准人员签章无效。 事 4.取样、送样人员对提供的试样真实性和代表性负责。 项 5.本机构对检测数据和报告的真实性和准确性负责,检验报告涂改无效。
委托单位: 检验编号:
工程名称 种类名称 生产单位 检验依据 代表批量
检验项目 1 2 3 4
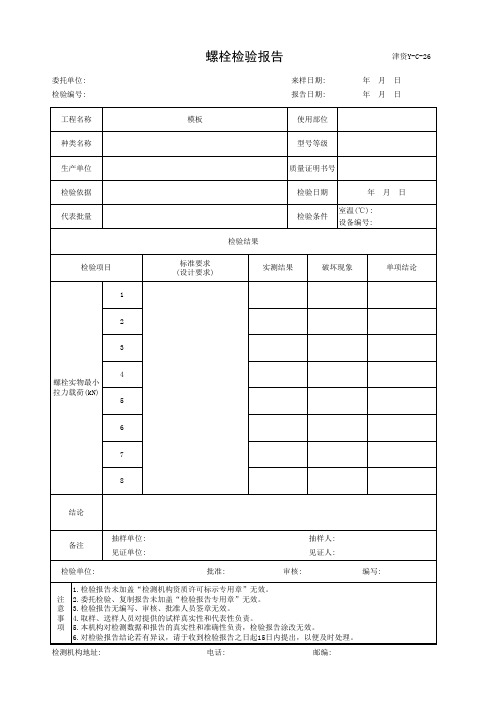
螺栓实物最小 拉力载荷(kN)
5 6 7 8
螺栓检验报告
津资Y-C-26
来样日期: 报告日期:
年月日 年月日
模板
使用部位
型号等级
质量证明书号
检验结果
检验日期
年月日
室温(℃): 检验条件
设备编号:
标准要求 (设计要求)
螺丝、螺母来料检验报告
3
镀锌、镀彩锌、镀镍或镀铬表面光洁,不能有露底或生锈 。
外观 4 螺丝不能有变形、扭曲和缺损现象。
正常
5 螺丝、螺母表面不能批峰。
6 螺丝、螺母不能有脱镀层或漏镀。
7 螺丝不能有变形或弯曲。
8 螺丝、螺母镀后不能有明显发黑。
包装
1
螺丝、螺母用胶袋分量包装好,确保运输和存放时不会弄 脏。
2 包装箱标识正确与实物一致。
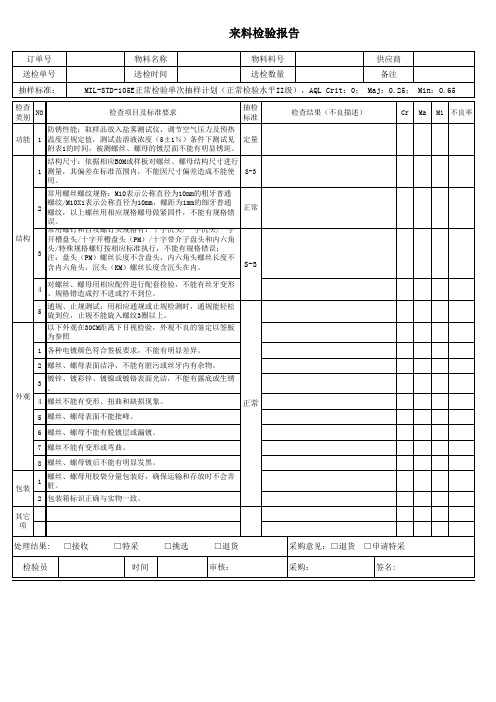
来料检验报告
订单号 送检单号 抽样标准:
物料名称
物料料号
供应商
送检时间
送检数量
备注
MIL-STD-105E正常检验单次抽样计划(正常检验水平II级),AQL Crit:0; Maj:0.25; Min:0.65
检查 类别
NO
检查项目及标准要求
抽检 标准
防锈性能:取样品放入盐雾测试仪,调节空气压力及预热 功能 1 温度至规定值,测试盐溶液浓度(5±1%)条件下测试见 定量
附表1的时间,被测螺丝、螺母的镀层面不能有明显锈斑。
结构尺寸:依据相应BOM或样板对螺丝、螺母结构尺寸进行 1 测量,其偏差在标准范围内,不能因尺寸偏差造成不能使 S-3
用。
结构
常用螺丝螺纹规格:M10表示公称直径为10mm的粗牙普通
2
螺纹/M10X1表示公称直径为10mm,螺距为1mm的细牙普通 螺纹,以上螺丝用相应规格螺母做紧固件,不能有规格错
误。 常用螺钉和自攻螺钉头规格有:十字沉头/一字沉头/一字
开槽盘头/十字开槽盘头(PM)/十字带介子盘头和内六角
3
头/特殊规格螺钉按相应标准执行,不能有规格错误; 注:盘头(PM)螺丝长度不含盘头,内六角头螺丝长度不
含内六角头,沉头(K
螺栓检测报告新

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物料名称
批量
规格/型号
单号
检验数量
抽样标准
检验水平
严重缺陷(CR)
AQL:
AC
主要缺陷(MA)
AQL:
AC
次要缺陷(MI)
AQL:
AC
RE
RE
RE
检验项目
检验内容及标准
CR/MA/MI
检验结果
备注
不良数/符合性
不良率
外观
包装
严实无散落造成损坏变形
MIN
防护
有防潮处理
MIN
刮伤
无明显刮伤,不大于0.3平方毫米
MIN
毛刺
物料表面应光滑,无突出异物
MAJ
变形
吊环不可有变形
MAJ
生锈
表面无生锈现象,无杂质,气泡等
MAJ
产品色泽
核对样品螺丝与吊环表面处理是否符合要
MAJ
电镀
电镀层完整无黑斑等不良
MAJ
堵孔
螺丝十字槽与吊环螺孔不应有堵塞
MIN
吊环圈
无变形或弹簧圈不紧密
MIN
特性
吊环攻牙过浅
攻牙深度≥5mm
MAJ
螺丝长度
核对物料程要求
CR
吊环圆柱长度
大于11mm
MAJ
外径5.5mm
MAJ
螺孔3mm
CR
吊环
外径20mm
MIN
厚度2mm
MIN
重量
100pcs样品重量:
MAJ
重量:
判定
处理意见
报告部门:质检部检验类型:☐送样☐例行检验日期:20年月日
审核:检验员: