2023员工技能矩阵管理办法
人力资源管理员工技能意愿矩阵操作指南(二)2024

人力资源管理员工技能意愿矩阵操作指南(二)引言:人力资源管理员工技能意愿矩阵是一种常用的工具,用于评估员工对所需技能的掌握程度和对发展的意愿程度。
本操作指南旨在帮助人力资源管理员正确使用矩阵,以便更好地了解员工的技能需求,进行适当的培训和发展规划。
正文:1. 建立有效的技能意愿矩阵- 确定所需技能:明确组织的战略目标和业务需求,分析相关的岗位技能需求。
- 确定意愿因素:将员工的个人意愿因素考虑在内,例如发展兴趣、职业规划和个人目标。
- 设定评估标准:建立评估标准,根据技能掌握程度和意愿程度进行评分。
2. 收集员工信息- 与员工进行面谈:与员工进行面谈,了解他们的技能水平、兴趣和意愿。
- 考虑现有资料:收集员工的绩效评估报告、培训记录和职业规划文件等现有资料,用于评估和分析。
3. 进行评估和分析- 技能评估:根据技能要求,评估员工的技能掌握程度,使用评分指标将其划分为不同等级。
- 意愿评估:根据员工的意愿因素,评估他们对特定技能的学习和发展的意愿程度。
- 数据分析:整理和分析员工的评估结果,以获取综合的技能意愿矩阵。
4. 制定培训和发展计划- 确定培训需求:根据技能意愿矩阵的结果,确定员工需要的培训和发展机会。
- 定制计划:制定个性化的培训和发展计划,包括内部培训、外部培训和导师指导等形式。
- 监测和反馈:定期跟踪员工的培训进展,提供反馈和支持,确保计划的有效执行。
5. 持续跟进和更新- 定期评估:定期进行技能评估和意愿调研,及时更新技能意愿矩阵,跟踪员工的发展进展。
- 提供激励和奖励:根据员工的技能提升和发展意愿,提供激励和奖励,以鼓励员工的持续成长。
- 优化机制:根据持续跟进的结果,不断优化矩阵的设计和操作流程,提高评估和发展效果。
总结:人力资源管理员工技能意愿矩阵操作指南旨在帮助人力资源管理员准确评估员工的技能掌握程度和发展意愿,以制定个性化的培训和发展计划。
通过建立有效的矩阵、收集员工信息、进行评估和分析、制定计划,并持续跟进和更新,可以更好地满足员工的发展需求,提高组织的整体绩效和竞争力。
员工技能矩阵管理和培训规范1
XXXXX有限公司No 日期修订内容修订者文件名称适用范围审批检验人员: 4.2.4 新入职的生产作业人员或者需要进行岗位变动的作业人员岗位培训后考核合格才能持证上岗,从事指定的岗位作业,不能私自变动。
4.3生产员工岗位变动流程4.3.1生产员工自从入厂后,原则上岗位不进行变动,防止影响装配质量。
4.3.2若需要进行岗位变动,班线长可以依据员工技能考核矩阵表,结合上岗证并在获得上级主管的认可下调动。
4.4生产员工的多岗位技能管理 4.4.1生产员工每年进行一次多技能岗位培训,按照4.2及4.3进行培训考核,以提升生产管理应变能力。
根据《员工岗位技能矩阵表》记录的技能评分,每年1月按每一个员工培训需求制订出员工培训需求矩阵表.同时制订出生产员工的年度培训计划.5相关说明5.1生产员工必须持《员工上岗证》上岗作业。
5.2在职员工岗位培训考核若不合格,可以安排再次培训或者调整其它工作岗位再培训,再次培训后考核仍不合格的,则不符合录用条件,可与该员工解除合同.4.4.2生产领班要对生产员工进行多技能管理,做好备案资料,每进行一次岗位培训要在《员工岗位技能考核矩阵表》进行记录。
4.5 在职员工岗位技能提升(1/4)初步了解本岗位产品生产工艺和品质标准,但无法按照工艺和品质标准执行,不能上岗操作。
XXXXX有限公司员工技能矩阵管理和培训规范文件号员工技能矩阵管理和培训规范文件版本正栏审批(1/4)初步本岗位设备维护保养方法,还未做维护保养作;不能上岗。
生产操作:编制4.2.3在职岗位员工每半年一次考核员工岗位技能,按《员工岗位技能考核矩阵表》进行考核,并做好考核记录.更新岗位能力评定表设备操作:(4/4)能掌握本岗位所有设备工作原理,并能熟练操作,可独立上岗,并可指导新手操作。
(3/4)熟悉本岗位所有设备的工作原理,并能熟练操作,可独立上岗操作。
(2/4)了解本岗位设备维护保养方法,偶尔做维护保养;不能单独上岗,需有班长或老员工指导。
人力资源管理员工技能意愿矩阵操作指南(一)

人力资源管理员工技能意愿矩阵操作指南(一)引言概述:人力资源管理员工技能意愿矩阵是一种用于评估员工技能和意愿的工具,旨在帮助人力资源管理人员了解员工的能力和兴趣,并根据这些信息来做出更好的决策。
本文为人力资源管理员工技能意愿矩阵的操作指南第一部分,将介绍如何使用该矩阵,包括制定评估标准和收集数据的步骤。
1. 确定评估标准1.1 理解评估目的:确定为何要评估员工的技能和意愿,以便制定合适的评估标准。
1.2 制定能力评估准则:将员工技能划分为不同的等级,例如初级、中级和高级,并为每个等级定义具体的技能要求。
1.3 确定意愿评估准则:将员工意愿分为愿意、不确定和不愿意三个等级,并为每个等级定义相关要素。
2. 收集员工数据2.1 定期进行员工谈话:与员工进行谈话,了解他们的兴趣、愿望和职业目标,以便更准确地评估他们的意愿。
2.2 观察员工表现:通过观察员工在工作中的表现,包括完成任务的质量和效率,来评估他们的技能和能力水平。
2.3 需求调研:通过调查员工对于技能提升机会的需求程度,了解他们对于学习新技能的兴趣和动力。
3. 进行技能意愿评估3.1 使用评估工具:根据制定的评估标准,使用人力资源管理员工技能意愿矩阵进行对员工技能和意愿的评估。
3.2 记录评估结果:将每位员工的技能和意愿评估结果记录下来,以备将来参考。
3.3 分析评估结果:根据评估结果对员工进行分类,如将他们分为擅长某项技能但不感兴趣的员工,以及对某项技能有兴趣但尚未掌握的员工。
4. 制定员工发展计划4.1 确定发展目标:根据评估结果和组织需求,确定员工需要发展的方向和能力要求。
4.2 制定个性化计划:针对每位员工,制定个性化的发展计划,包括培训、学习机会和项目分派等。
4.3 设定时间框架:为员工的发展计划设定明确的时间框架,以便跟踪进展和评估成效。
5. 监控和调整5.1 监控员工发展进展:密切关注员工在发展计划中的进展情况,及时提供支持和反馈。
制造部员工技能矩阵管理和培训规范

制造部员工技能矩阵管理和培训规范集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]修订历史1.作用及目的确保制造部生产人员入职后,对员工的技能水平进行动态管理。
该矩阵是对生产员工岗位调动、变更的依据,其作业技能与上岗证内容一致。
对生产员工的多技能岗位管理,留下便于查询的记录资料,有利于生产系统的工艺管理。
通过员工岗位管理,有效确保员工作业质量,提升过程直通率。
通过对员工非生产技能的管理,有效地应对审厂及合理的安排培训。
2.适用范围本管理办法适用于制造部全体生产员工, 文职人员和管理人员不在此规范内.3.职责生产部主管负责生产员工技能矩阵的实施。
生产主管对员工技能矩阵实施的检查、管理和更新。
员工技能矩阵的非作业技能内容由领班负责收集整理。
生产文员负责员工技能矩阵的电子档。
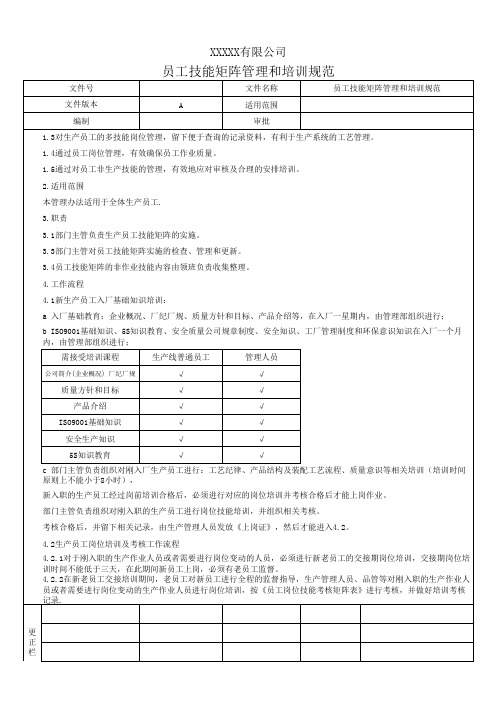
4.工作流程新生产员工入厂基础知识培训:a 入厂基础教育:企业概况、厂纪厂规、质量方针和目标、产品介绍等,在入厂一星期内,由管理部组织进行;b ISO9001基础知识、5S知识教育、安全质量公司规章制度、安全知识、工厂管理制度和环保意识知识在入厂一个月内,由管理部组织进行;c 生产管理人员负责组织对刚入厂生产员工进行:、工艺纪律、产品结构及装配工艺流程、质量意识等相关培训(培训时间原则上不能小于8小时),新入职的生产员工经过岗前培训合格后,必须进行对应的岗位培训并考核合格后才能上岗作业。
生产管理人员负责组织对刚入职的生产员工进行岗位技能培训,并组织相关考核。
考核合格后,并留下相关记录,由生产管理人员发放《上岗证》,然后才能进入。
生产员工岗位培训及考核工作流程4.3.1对于刚入职的生产作业人员或者需要进行岗位变动的人员,必须进行新老员工的交接期岗位培训,交接期岗位培训时间不能低于三天,在此期间新员工上岗,必须有老员工监督。
4.3.2在新老员工交接培训期间,老员工负责定期(1次/小时)对新员工进行监督指导,生产管理人员、生技、品管等对刚入职的生产作业人员或者需要进行岗位变动的生产作业人员进行岗位培训,按《员工岗位技能考核矩阵表》进行考核,并做好培训考核记录.在职岗位员工每半年一次考核员工岗位技能,按《员工岗位技能考核矩阵表》进行考核,并做好考核记录.岗位技能评分:设备操作(40分)+设备维护(20分)+工作经验(20分)+生产工艺(20分);设备操作:(40分)能掌握本岗位所有设备工作原理,并能熟练操作;(29-39分)熟悉本岗位所有设备的工作原理,并能熟练操作;(15-28分)了解本岗位所有设备工作原理,基本能熟练操作;(0-14分)不了解本岗位所有设备工作原理,不能熟练操作设备维护:(20分)掌握本岗位设备维护保养方法,并经常做维护保养;(13-19分)熟悉本岗位设备维护保养方法,并经常做维护保养;(6-12分)了解本岗位设备维护保养方法,偶尔做维护保养;(0-5分)不知道本岗位设备维护保养方法,从不做维护保养作工作经验:(20分)有丰富的岗位工作经验,能够用于解决本岗位日常问题;(13-19分)有丰富的岗位工作经验,能基本用于解决本岗位日常问题;(6-12分)有一定的岗位工作经验,能用于解决部分本岗位日常问题;(0-5分)无本岗位实际工作经验,不能解决本岗位日常问题生产工艺:(20分)掌握本岗位产品生产工艺和品质标准,并严格按照工艺和品质标准执行;(13-19分)熟悉本岗位产品生产工艺和品质标准,并严格按照工艺和品质标准执行;(6-12分)了解本岗位产品生产工艺和品质标准,并基本按照工艺和品质标准执行;(0-5分)不了解本岗位产品生产工艺和品质标准,且不按照工艺和品质标准执行岗位重要度(分值度):根据员工技能综合评分,85分以上为A级员工(优秀),小于85分大于75为B 级员工(良好),75分以下60分以上为C级员工(合格),60分以下为D级(不合格),不合格员工需要再培训或者调整岗位再培训.注:如果具备有多技能岗位员工,其评分取最优岗位分值.4.3.4对生产员工考核合格后,在其《员工上岗证》上写明岗位等级(A级、B级、C级),生产主管签字后生效,生产员工可以从事此岗位的作业。
人员技能矩阵管理制度
第一章总则第一条为提高本企业员工技能水平,优化人力资源配置,确保各项生产任务的高效完成,特制定本制度。
第二条本制度适用于企业全体员工,旨在通过建立人员技能矩阵,明确员工技能水平,实现员工与岗位的匹配,促进员工个人发展和企业整体竞争力的提升。
第二章建立与更新第三条人员技能矩阵的建立:1. 各部门根据岗位职责要求,确定所需技能类别及等级。
2. 人事部门负责收集并整理员工技能信息,包括硬技能和软技能。
3. 员工本人需如实填写个人技能信息,部门负责人进行审核。
第四条人员技能矩阵的更新:1. 每年进行一次全面更新,特殊情况可随时调整。
2. 员工晋升、转岗、离职等情况发生时,应及时更新技能矩阵。
第三章技能评定第五条技能评定分为硬技能和软技能:1. 硬技能评定:根据操作规程、考核标准等,通过实际操作、考核等方式评定。
2. 软技能评定:通过问卷调查、领导评价、同事评价等方式评定。
第六条技能等级划分:1. 硬技能:分为初级、中级、高级、专家级。
2. 软技能:分为良好、较好、一般、较差。
第四章应用与实施第七条人员技能矩阵在以下方面发挥作用:1. 岗位配置:根据岗位需求和员工技能,实现岗位与员工的匹配。
2. 培训计划:根据员工技能短板,制定针对性的培训计划。
3. 职业发展:为员工提供职业发展路径,促进员工成长。
4. 绩效考核:将技能水平纳入绩效考核体系,激励员工提升技能。
第八条人员技能矩阵的日常管理:1. 人事部门负责人员技能矩阵的建立、更新、维护和监督。
2. 各部门负责人负责本部门员工技能矩阵的日常管理。
第五章奖惩与激励第九条对在技能提升方面表现突出的员工,给予以下奖励:1. 表彰:对技能提升显著的员工进行表彰。
2. 奖金:给予一定的物质奖励。
3. 晋升:优先考虑晋升机会。
第十条对未按规定进行技能评定、弄虚作假等行为,给予以下处罚:1. 警告:对情节较轻的,给予警告。
2. 纪律处分:对情节严重的,给予纪律处分。
第六章附则第十一条本制度由企业人事部门负责解释。
技能矩阵管理制度

技能矩阵管理制度一、背景介绍随着社会的发展和竞争的加剧,企业管理人员更加重视人才的培养与发展。
技能矩阵管理制度作为一种适应现代企业管理需求的管理工具,能够帮助企业合理规划人才队伍,明确员工的技能和发展方向,从而提高组织的绩效和竞争力。
本文将针对技能矩阵管理制度进行详细介绍,并提出一套完整的技能矩阵管理制度。
二、技能矩阵管理制度概述技能矩阵管理制度是一种将员工技能系统化并结构化的管理方法,通过分析员工的技能水平和需求,建立员工技能矩阵表,将员工技能和职位要求进行对照,从而找到员工的技能缺口,为员工提供进修和培训的方向,同时也为企业提供科学合理的人才管理依据。
技能矩阵管理制度主要由以下几个方面构成:员工技能评估、技能矩阵建立、培训与发展规划、绩效考核与奖惩机制等。
三、技能矩阵管理制度内容1. 员工技能评估员工技能评估是技能矩阵管理制度的基础,通过评估员工的技能水平和工作表现,建立员工的技能档案,为企业管理提供依据。
员工技能评估主要包括以下几个方面:(1)工作表现评估:评估员工在工作中的表现和成绩,包括工作态度、协作能力、执行力等方面。
(2)技能评级:评估员工在各项技能方面的水平,包括专业技能、管理技能、沟通技能等方面。
(3)学历与资格评定:评估员工的教育背景和专业资格,确定员工的学历水平和专业能力。
2. 技能矩阵建立技能矩阵是员工技能评估的结果展示,通过技能矩阵可以清晰地反映员工的技能结构和缺口,为员工的培训和发展提供方向。
技能矩阵建立主要包括以下几个步骤:(1)确定技能维度:根据企业的业务需求,确定技能矩阵的不同维度,如专业技能、管理技能、沟通技能等。
(2)技能评级标准:确定各项技能的评级标准,根据员工的表现和实际情况,对员工的技能进行评级。
(3)建立技能矩阵表:将员工的技能评级和职位要求进行对照,建立员工的技能矩阵表,清晰地展示员工的技能结构和差距。
3. 培训与发展规划技能矩阵管理制度的目的是为了提高员工的技能和绩效,因此培训与发展规划是技能矩阵管理制度的重要环节。
人员技能矩阵管理流程
人员技能矩阵管理流程1.人员技能矩阵管理是组织管理中重要的一环。
The management of personnel skill matrix is an important part of organizational management.2.为了更好地了解员工的技能情况,需要建立完善的技能矩阵管理流程。
In order to better understand the skills of employees, it is necessary to establish a complete skill matrix management process.3.把员工的技能记录在矩阵中可以帮助组织更好地规划人力资源。
Recording the skills of employees in the matrix can help the organization better plan human resources.4.技能矩阵管理流程需要明确责任人和执行流程。
The skill matrix management process requires clear responsibilities and execution processes.5.组织需要对员工进行技能评估,定期更新技能矩阵。
Organizations need to assess employees' skills and update the skill matrix regularly.6.员工的技能矩阵可以帮助组织找到合适的人选进行岗位安排。
Employees' skill matrix can help organizations find suitable candidates for position arrangement.7.技能矩阵管理流程要保证数据的准确性和及时性。
The skill matrix management process should ensure the accuracy and timeliness of data.8.需要建立一套完善的技能评估标准,确保评估结果客观公正。
培训矩阵管理制度内容

培训矩阵管理制度内容一、概述培训矩阵管理制度是一个系统化的培训管理工具,旨在帮助企业有效地规划、组织和监督培训活动,提高员工的综合素质和竞争力。
通过建立培训矩阵,企业可以清晰地了解不同岗位附加技能要求,识别员工的培训需求,为员工提供有针对性的培训计划,促进员工的职业发展和企业的持续发展。
二、培训矩阵管理制度的要素(一)培训需求评估1. 确定岗位技能要求:根据企业发展战略和业务需求,确定各个岗位的技能要求,包括基本技能和附加技能。
2. 评估员工的现有技能水平:通过员工自评、主管评估、能力测试等方式,评估员工的技能水平,确定员工的培训需求。
3. 编制培训需求清单:将各个岗位的技能要求和员工的培训需求整合在一起,编制培训需求清单,作为制定培训计划的依据。
(二)培训计划制定1. 设定培训目标:根据培训需求清单,明确各个岗位的培训目标,包括技能提升、知识更新、态度调整等方面。
2. 制定培训计划:根据培训目标,设计培训内容、培训方法、培训时间和培训地点等,制定详细的培训计划,并确保计划符合公司的培训政策和预算。
3. 分配培训资源:确定培训师资、培训设备、培训资料等资源,保证培训的顺利进行和质量提高。
(三)培训实施1. 培训前准备:提前通知员工培训时间、内容和要求,安排好培训师资和培训设备,确保培训的顺利进行。
2. 培训过程管理:监督培训师资的教学质量,关注员工的学习效果和情况,及时调整培训内容和方法,保证培训效果的最大化。
3. 培训后评估:通过员工反馈、培训成绩、工作表现等方式,评估培训效果,总结经验和改进措施,为下一轮培训提供参考。
(四)培训成果跟踪1. 确定培训成果评估标准:通过制定评估标准,明确培训成果的评价指标和评价方法,评估员工的技能水平和培训效果。
2. 跟踪培训成果:定期对员工进行技能测试、绩效评估等,跟踪培训成果的实际应用情况,及时发现问题并采取措施加以解决。
3. 绩效奖励和激励:根据培训成果和绩效评估结果,为员工提供适当的奖励和鼓励,激发员工的学习积极性和工作动力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2023员工技能矩阵管理办法员工技能矩阵管理规定一、多能工的概念多能工就是具有操作多种机器设备能力的作业人员。
多能工是与设备的单元式布置紧密联系的。
在U 型生产线上,多种机器紧凑的组合在一起,这就要求作业人员具有能够应对循环时间和标准作业组合的变化以及在多数情况下能应对一个个作业内容变化的能力。
作业人员必须是多能工,能够进行多种设备的操作,负责多道工序。
为此必须通过工作岗位轮换把作业人员训练成对所有工序的所有岗位都是熟练的作业人员,也就是多能工。
二、工作岗位轮换的三个阶段工作岗位轮换就是让每个作业人员轮流承担自己作业现场的全部作业,经过一段时间的训练,每个作业人员就自然而然熟悉了各种作业,成了多能工。
通过工作岗位轮换培养多能工要通过三个阶段实行:第一阶段,职务系列中的每个管理人员依次转换工作场所(主要是组)体验所有的职务,不管在什么职务上都能向一般作业人员进行熟练自如的示范。
为了把一般作业人员培养成多能工,首先职务系列中的管理人员们必须亲自作为多能工以身示范。
为此,全体工长、组长、班长要在其所属的各工作场所巡回换岗。
例如,组长在各组之间依次轮换。
因为职务系列中的全体管理人员在各工作场所轮换一圈儿需要数年时间,所以工作岗位轮换计划要做为长期计划的一个环节来实施。
第二阶段,让每个作业人员在组内各种作业之间轮换,训练得在任何作业中都能操作自如。
为了实施这种轮换,制定每个一般作业人员的作业训练计划。
该计划以让组内的所有作业人员能够熟练掌握组内所有的作业为目的,由组长制定。
在推行这个训练计划的时候,必须使用下面的公式表示各组的多能工化率。
小组多能化实现率= (各人已通过考核的工序数) x100%作业单元内工序数n式中:n为作业单元内人员数第三阶段,该阶段被称为“工作岗位轮换”,每天数次有计划地让每个作业人员变换所承担的作业。
多能工化进展到一定的程度,全体作业人员甚至可以每隔二至四小时就能有计划地在组内的部作业工序中轮换。
多能工实施要点:1、作业简单化。
动作尽量单纯;动作尽量规范。
2、必须给予指导。
整体最了解的人不是作业者;培养合格工人是现场干部的最大职责。
3、整体推广。
班前班后灌输多能工观念;定期举办多能工竞赛活动。
4、制定计划。
制作多能工技能培训计划表;实施个人和整体的定期考核。
5、改良设备。
简单快速,达到离人化;成立设备改善小组6、绝对安全。
一时疏忽也不会造成伤害;伤害影响多能工的积极性。
多能工实施技巧:1、激励老手,排除心理障碍;效益挂钩,建立竞争氛围;2、依据不同工序调查技能现状。
完全不同;3、事前准备好的话,能操作;仅给指示,大体能做出来;4、除了例外作业,都能操作;5、完全能独立自主操作;工作岗位轮换的效果通过实施工作岗位轮换,不仅能够实现作业人员的多能化,从而使弹性增减作业人数成为可能,而且还可以带来如下的效果:1、有利于调节作业人员的情绪,避免肉体的疲劳。
其结果是,注意力提高了,起到了防止工伤事故的作用。
该工厂工作场所发生工伤的次数,实际上正在减少。
2、有利于改善作业人员之间的人际关系。
每次轮换开始的时候,交-班人和接-班人之间总要说几句话。
通过这样的对话,可以改善作业人员之间的人际关系,也可以进一步促进相互帮助的活动。
3、有利于知识与技能的扩大和积累。
老一辈的作业人员和监督人员把自己具有的技能和知识教给年轻的作业人员和部下,所以这些技能和知识能在工作场所中推广并把它在标准作业票中积累下来。
4、有利于提高作业人员责任感。
每个作业人员都参与工作场所的所有工序,视野开阔了,并产生了对安全、质量、成本、产量等工作场所所承担的一切目标的责任感。
5、有利于提高作业人员参与改善的积极性。
无论是作为现场管理人员还是作为一般作业人员,在新的工作场所和新的作业工序中,所有的人都想创造新的作法,从对这些新鲜事物的见解中,应该改善的问题浮现出来。
因此,有关作业工序改善的创新办法和合理化建议明显增加。
这些各种各样的优点,如果用一句话最确切地表达的话,这就是“尊重人格”。
这与由于大量生产方式产生的劳动分工化和专业化,职务上的单纯化,进而招致人与人疏远的以往的作法相比,应该说是“人性化的回归”。
多能工培养方案1 目标为了适应和满足客户的需求,提高公司产品在市场的应变能力,改善公司的运作机制,打造一支具有柔性制造能力的团队,缩短产品制造周期时间,通过对人的培养,让员工具有一专多能的.本领,最终为达到JIT供货而服务2 具体实施步骤2.1 项目启动2.1.1 通过培训对“多能工”进行宣传,使职工对多能工有一个初步的认识和了解,以便于整个多能工培养工作的推进。
2.1.2 召开多能工项目启动会,成立工作组,沟通多能工培养方案的具体实施步骤,明确各项工作的时间结点和责任人。
2.2 选取试点单位,确定培养对象试点单位初步定为生产部,由生产部根据生产需求确定多能工培养的岗位推荐培养对象,生产部在选取培养对象时,一是要严控人数,二是要对人选进行严格的考核程序,培养对象2.3 建立多能工岗位技能库按照生产部确定的多能工岗位,重新梳理岗位职责,明确胜任每个岗位的关键技能,并制定相应的评价标准,汇总形成多能工岗位技能库,作为多能工资格认定以及考核评价的依据。
3 制定多能工培训计划,并组织实施根据岗位技能库制定专门的培训计划,确定培训内容、师资、培训时间及培训方式。
多能工培训包含理论和实际操作两个方面。
首先进行理论知识的培训,并组织参观现场操作,通过对现场参观加深对理论知识的理解。
而后,再进行实际操作的培训。
实际操作的培训从两个方面来做,一是进行师傅带徒,二是工作轮换。
师傅带徒是指挑选岗位知识全面、技能熟练、灵活应变的员工作为师傅,然后一对一对徒弟进行现场培训。
师傅现场示范,讲解操作要领及注意事项,徒弟进行实际操作,以便徒弟快速掌握正确的工作方法,可以独立操作。
而工作轮换,是指让员工按照计划,在预定的时间内转换工作岗位,使其获得不同岗位的工作经验。
这是多能工培训的一种重要方法。
工作轮换可以使员工在掌握了正确的工作方法后,逐步提升操作熟练程度。
4 多能工技能评价及资格认定在多能工的培训过程中,要进行技能评价,可以采用技能四分法的方法来进行。
技能评价四分法是对员工在某个具体岗位的作业技能进行评价的一种方法,即将岗位技能水平分成四份,对应将员工掌握的技能水平分成四级。
四分之一级:理论知识合格,表示员工经过一定时间的理论培训,能够基本掌握岗位应知的基础知识。
四分之二级:实际现场操作合格,表示员工经过一定时间的实操培训,能够基本掌握岗位应会的操作技能。
四分之三级:能够独立上岗,表示员工经过上岗实际操作培训和现场指导后,能够达到岗位任职的基本要求,能够保证按时、保质完成的要求。
四分之四级:全面掌握,表示员工经过一个阶段的岗位实际操作,不但满足独立上岗操作的要求,还对生产工序、设备、质量和现场改善有了一定程度的掌握。
采用四分法进行员工技能评价,明确员工岗位技能的四个水平。
对于个人而言,能够让员工客观评价自己、明确努力的方向。
对于管理者而言,管理者能够对各岗位和人员的技能情况掌握到位,对不足者加强培训、指导和追踪,对优秀者给予肯定,并易于人员调配,减少人员变动对生产经营的影响。
经考核评价,具备两个以上岗位技能的员工可以成为“多能工”。
对于多能工的等级划分,可以将具备岗位技能的数量作为多能工的等级划分的依据,共分为五个级别,由低到高依次为:一星级、二星级、三星级、四星级、五星级,具备两个工序以上技能的,为一星级,每多具备一个岗位的技能,相应提高一个星级别,具备整个工序生产技能的为最高级,五星级。
(还可以以品种划分,掌握一个品种生产技能的为一星级,每多具备一个品种生产技能相应提高一个星级,掌握全部品种生产技能的为最高级,五星级)。
5 建立多能工激励机制建立与多能工评价体系配套的薪酬激励体系,依据多能工的不同等级给予不同额度的津贴,使获得多能工资格的员工能够获得高薪酬待遇,以实现物质上的激励。
同时结合运用多种精神激励方式,激发员工的工作热情和积极性,多能工将按照星级被授予星级多能工臂徽,臂徽明确显示多能工的星级(一星、二星..)级别。
将员工的技能提高与职业生涯发展紧密结合,为操作岗位员工打造除职务晋升外的另一个职业生涯通道。
通过津贴的发放,使岗位上的技术型专家能够获得与管理者相同的薪酬待遇,建立“高技能获得高薪酬”的考核导向,让员工关注自身技能的提升,以带来公司整体绩效的提高。
即通过员工个人的“增值”,实现企业的“增值”。
6 建立多能工的考核机制每半年组织一次多能工的考核评价,一方面进行新任多能工及多能工等级提升的资格认定,另一方面对多能工半年的工作业绩做一次全面的梳理,按照奖励先进、鞭策后进的原则,注重抓考核结果运用,对业绩完成突出的多能工除发放津贴外,可以给予特别奖励,对于业绩差的多能工取消其多能工资格。
猜你感兴趣:1.如何管理企业奖罚2.管理提升方案员工能力矩阵1.作用及目的1.1确保制造部生产人员入职后,对员工的技能水平进行动态管理。
1.2该矩阵是对生产员工岗位调动、变更的依据,其作业技能与上岗证内容一致。
1.3对生产员工的多技能岗位管理,留下便于查询的记录资料,有利于生产系统的工艺管理。
1.4通过员工岗位管理,有效确保员工作业质量,提升过程直通率。
1.5通过对员工非生产技能的管理,有效地应对审厂及合理的安排培训。
2.适用范围本管理办法适用于制造部总装工厂及配件工厂全体生产员工。
3.职责3.1总装工厂负责总装工厂的员工技能矩阵的实施。
3.2配件工厂负责配件工厂的员工技能矩阵的实施。
3.3制造技术部负责对员工技能矩阵实施的检查、管理和更新。
3.4员工技能矩阵的非作业技能内容由班、线长负责收集整理。
3.5员工技能矩阵的电子档由制造技术指负责。
4.工作流程4.1入职生产员工的岗前培训4.1.1刚入职生产员工必须经过岗前培训考核合格后才能进行岗位培训。
4.1.2生产管理人员负责组织对刚入职生产员工进行:公司规章制度、安全知识、工厂管理制度、工艺纪律、产品结构及装配工艺流程、质量意识等相关岗前培训(岗前培训时间原则上不能小于8小时),考核合格后,并留下相关记录,由生产管理人员发放《实习证》,然后才能进入4.2。
4.2入职生产员工的岗位培训4.2.1刚入职的生产员工经过岗前培训合格后,必须进行对应的岗位培训并考核合格后才能上岗作业。
4.2.2生产管理人员负责组织对刚入职的生产员工进行岗位培训,具体可以由制造技术室安排实施,并组织相关考核。
4.3生产员工岗位培训及考核工作流程4.3.1对于刚入职的生产作业人员或者需要进行岗位变动的人员,必须进行新老员工的交接期岗位培训,交接期岗位培训时间不能低于三天,在此期间新员工上岗,必须有老员工监督。