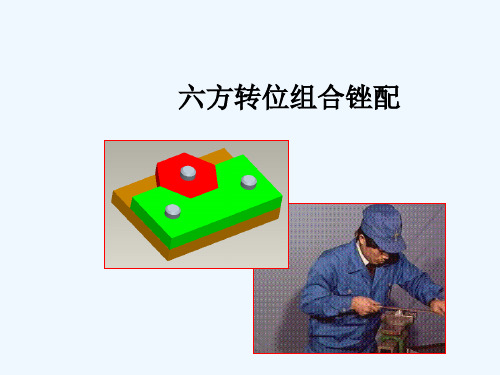
高级钳工技能训练——六方转位组合锉配.
手工加工零件工艺-锉配

三、对称度对工件互换精度的影响
如图所示,如果凹凸件都有对称度要求0.04 mm,并且在同方向位 置上锉配达到要求的间隙后,可使两侧基准面对齐,而调换180°后做 配合时就会产生两侧面基准面偏位误差,其总对称度为0.08 mm。
学习目标
1.掌握锉配四方体的方法; 2.进一步熟练掌握锉削、锯 削和錾削的技能,并能达到一 定的加工精度要求。
锉配
锉配是钳工的一项重要操作技能。本项目主要 通过凹凸体锉配、四方体锉配和六角形体锉配三个 锉配任务的练习来介绍相关的锉配工艺知识、操作 步骤及要点,从而进一步掌握并提高锉配技能。
学习目标
1.掌握锉配的相关工艺知识; 2.掌握锉配Байду номын сангаас一般加工步骤。
任务描述
根据如图所示图样锉配凹凸 体,要求达到锉配精度,并能转 位互换配合。
二、锉配方法
(2)锉配内、外六角形工件有两种加工 顺序:一种按前面锉配四方体的方法,先锉 配一组对面,然后依次将三组试配后,再做 整体修锉配入;另一种可以先锉三个邻面, 用120°样板和外六角体试配检查三面的 120°角度与等边边长的准确性,并按所划 加工线锉至接触线条,如图所示。然后再同 时锉三个面的对应面,再作整体修锉配入。
二、四方体的形状误差对锉配的影响
(3)当四方体有平行度误差, 且在一个位置锉配后取得零间隙时, 在转位180°作配入修整后,四方 体小尺寸处会产生配合间隙Δ1和Δ2, 如图(c)所示。
学习目标
1.掌握锉配六角形体的方法; 2.进一步熟练掌握锉削、锯削、 钻削的技能,并能达到一定的加 工精度要求。
任务描述
根据如图所示图样的要求锉 配四方体,要求达到锉配精度, 并能转位互换配合。
一、锉配方法
钳工实训(锉四方、六角)

项目一锉削正方形
一、实训要求
熟练掌握划线、锯削,学习掌握锉削。
在加工过程中,把握好尺寸。
技术要求
1.全部尺寸公差均为正负0.1
2.所有角度误差控制在1°以内
二、工艺过程
1.备料50x50的方板
2.划线
(1)定中心划中心线
(2)取a=40作正方形
3.锯除多余边角料
4.依次锉削加工各边至图纸要求
三、评分标准
项目二锉削正六边形
一、实训要求
熟练掌握划线、锯削,锉削。
在加工过程中,把握好尺寸与角度关系。
技术要求
1.全部尺寸公差均为正负0.1
2.所有角度误差保证在1°以内
二、工艺过程
1.备料45x45的方板
2.划线
(3)定圆心划中心线
(4)取R=18划圆
(5)将圆六等分作正六边形
3.锯除多余边角料
4.依次锉削加工各边至图纸要求
三、评分标准。
钳工实训项目教学指导书:六方体
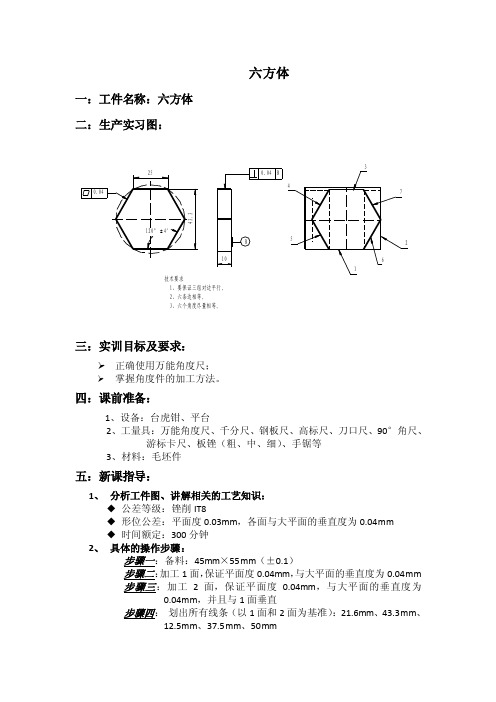
六方体一:工件名称:六方体二:生产实习图:三:实训目标及要求:正确使用万能角度尺;掌握角度件的加工方法。
四:课前准备:1、设备:台虎钳、平台2、工量具:万能角度尺、千分尺、钢板尺、高标尺、刀口尺、90°角尺、游标卡尺、板锉(粗、中、细)、手锯等3、材料:毛坯件五:新课指导:1、分析工件图、讲解相关的工艺知识:◆公差等级:锉削IT8◆形位公差:平面度0.03mm,各面与大平面的垂直度为0.04mm◆时间额定:300分钟2、具体的操作步骤:步骤一:备料:45mm×55mm(±0.1)步骤二:加工1面,保证平面度0.04mm,与大平面的垂直度为0.04mm步骤三:加工2面,保证平面度0.04mm,与大平面的垂直度为0.04mm,并且与1面垂直步骤四:划出所有线条(以1面和2面为基准):21.6mm、43.3mm、12.5mm、37.5mm、50mm步骤五:加工3面,保证平面度0.04mm,与大平面的垂直度为0.04mm,且与1面保持平行步骤六:加工4面,保证平面度0.04mm,与大平面的垂直度为0.04mm,3与4面的夹角为120°步骤七:加工5面,保证平面度0.04mm,与大平面的垂直度为0.04mm,4与5面的边长相等且角度为120°步骤八:加工6面,保证与4面平行且尺寸为43.3mm,与1面的夹角是120°步骤九:加工7面,保证与5面平行且尺寸为43.3mm,与3面的夹角是120°,并且与6面的边长相等步骤十:检查尺寸,去毛刺步骤十一:交件3、注意事项:(1)六个角的加工顺序要正确(2)三组对边要分别平行且相等(3)角度的测量方法要正确(4)遵守相关的操作规程六、课后小记:。
电子课件-《机修钳工实训(高级模块)》-A02-2052 1-2-1锉削与锉配

1.浮动镗刀杆简图
图1–2–4 浮动镗刀杆
课题2 锉削加工
2.锉配考核评分标准
课题2 锉削加工
3.方孔锉配工艺方法
(1)划线 (2)钻孔 (3)粗锉长方孔
留精锉加工余量0.1mm。 (4)锯退刀槽 (5)锉基准面
用百分表测量精确尺寸,如图1–2–5所示。百分表测量 工具用量块调整零位。
课题2 锉削加工
二、锉削基准选择原则
1.选用已加工过的最大且平整的面作锉削基准; 2.选用锉削量最少的面作锉削基准; 3.选用划线基准、测量基准作锉削基准; 4.选用加工精度最高的面作锉削基准。
三、对称度的概念及测量方法
1.对称度的概念
对称度误差是指被测表面 的对称平面与基准表面的对称 平面间的最大偏移距离Δ,如 图1–2–1所示。
课题2 锉削加工
(3)划线 在方形毛坯(图1-2-11)上划出件2、件3外形,并
锯削成两块,保证两块都有加工余量。
图1-2-11 件2、件3毛坯
课题2 锉削加工
(4)加工件2外形 粗、精锉件2外形,保证其尺寸和形位公差符合图
样要求。 (5)加工件3 1)以底面和尺寸85mm的对称中心线为基准划加工
图1–2–1对称度误差
课题2 锉削加工
对称度公差带指相对基准中心平面对称配置的两个 平行平面之间的区域。如图1–2–2所示的公差带t。
2.对称度的测量方法
测量被测表面与基准表面的尺寸A和B,其差值之半 即为对称度误差值,如图1–2–3所示。
图1–2–2对称度公差带
图1–2–3对称度测量
课题2 锉削加工
课题2 锉削加工
图1-2-13 钻V形板上的孔
课题2 锉削加工
高级钳工技能训练——六方转位组合锉配 ppt课件
3、装配件1、件2
(2)件1、件2配钻、 配铰销钉孔
(1)件2划销钉孔位置线 (4)精修外形
(3)配装销钉
4、锯、锉件2六方槽
34.64
(2)钻工艺排孔
17.32
(1)件2六方槽划线
20
(3)锯削,去余量
(4)锯、锉件2六方槽
5、锯、锉件3
(2)锯六方外 形 (3)锉六方外 形
锉相对面,保证 平行+尺寸精度
34.64
(1)件3六方形划线
锉相邻面,保证平 行+尺寸精度+角度
6、装配件3
(1)件3中心位置划线、打样冲眼
(2)安装件3
(4)安装销钉
(3)件3与件1配钻销孔
六方转位组合锉配
项目分析 1、图纸分析
精品资料
2、加工精度分析 •形位精度 •尺寸精度
•装配要求
•表面质量
•配合要求
制定工艺方案
1、加工件1外形 2、加工件2外形
•保证尺寸精度
件1 •留0.3~0.5 精修余量
(2)锯、锉件1外形余量 •保证尺源自精度(1)修锉基准面•留0.3~0.5 精修余量 件2
锉配技能训练_模具制造工艺与制作_[共7页]
![锉配技能训练_模具制造工艺与制作_[共7页]](https://img.taocdn.com/s3/m/41463fd516fc700aba68fc51.png)
982.锉配加工方法(1)锉配加工基准的确定合理的加工工艺基准是保证工件精度的重要依据,选择基准主要依据包括:①选用最大最平整的面作为基准。
②选用已是划线和测量基准的面作为锉配工件的基准。
③选用锉削余量较小的平面作为基准。
④选用加工面精度最高的面作为锉削基准。
⑤选用已经加工好的平面作为锉削基准。
(2)按基准面划加工轮廓线锉配的划线主要是作为粗加工锉削时的依据。
有了明确的加工界线,粗加工锉削时可以大胆地进行加工,但在半精加工或精加工时,尺寸界线只能作为一个参考线,最终的精度要求,是依靠测量来达到的。
(3)锉削步骤的确定锉削步骤要根据工件的结构特点进行合理的安排,这样才能加工出合格的工件。
(4)精加工的配合修锉精加工是加工余量非常少的情况下进行,应选用250mm以下的中平锉或什锦锉加工。
在作配合修锉时,可通过光隙法和涂色显点法来确定其修锉的部位和余量,逐步达到配合要求。
3.图5-17角度板锉配分析角度板材料厚度为8mm,属窄小面锉削,选用中、小型锉刀和整形锉进行粗、精加工,并保证与大平面垂直,这样才能达到配合精度;必须先加工工件外形尺寸至精度要求后,才能划全部加工线,并钻削完各部位工艺孔,再开始其他平面的加工;要保证对称度要求,件1凸形面加工时只能先去掉一端的角料,待加工至要求后再去除另一角料,至加工要求,凸形面加工完成后,才能去除60°角度余料,并进行角度加工。
工件对称度与中心距精度的计算与测量方法可参照上一节燕尾圆弧样板制作测量方法进行;类似方式锉削件2凹形面与角度。
凹凸锉配时,应按已加工好的凸形面先锉配凹形二侧面,后锉配凹形端面。
在锉配时一般不再加工凸形面,否则,会失去精度而无基准,使锉配难以进行。
因采用间接测量达到尺寸要求值,故必须进行正确的换算和测量,才能得到实际所要求的精度。
5.2.2 锉配技能训练1.实训课题材料实训项目名称坯料规格(mm)材料单位数量备注1 垂直平面配合件 65×25×25 Q235块2 三方、四方套锉配件 118×72×7 Q235块3 四六方镶配件 115×87×10 Q235块2.实训工件图①垂直平面配合件,如图5-18(a)、(b)所示。
六角、四方体锉配

一、组织教学㈠学生按时进入实习教室,检查出勤情况。
检查学生装束是否符合安全操作规程的要求。
(工作服,安全帽,鞋等) ㈡复习提问㈢讲授新课锉配四方体和六角体四方体及六角休锉配见图 2-128 ,其加工步骤如下:1、按图样技术要求加工件 1 ,达到尺寸及形状、位置精度要求。
2、按图样要求加工件 2 ,达到尺寸及形状、位置精度要求。
必要时可对六边作出编号标记3、修整件 3 外形基准面 A 、 B ,使其互相垂直并与大平面垂直。
4、以 A 、 B 面为基准,按图样划出四方孔加工线,并用加工好的四方体检验所划线条的正确性;接着按图样要求划出六角孔加工线,并用已加工好的六角体检验所划线条的正确性;以上所划线条应在正反两面同时划出,并要用检测量具检验,确认无误后方可开始加工口5、钻排孔,同时去除四方孔和六角孔的余料。
粗锉余量,每边须留出足够的细锉余量6、细锉内四方体的第一面(取靠近平行于 A 面的面),锉至接触划线线条( 20 mm) , 达到平面纵横平直,并与 A 面平行及大平面 C 垂直。
7、细锉第二面(第一面的对面),达到与第一面平行,接近尺寸 25 mm 时可用外四方体进行试配,应使其较紧地塞人一部分,以留有修整余量。
8、细锉第三面(靠近平行于基准 B 面的面),锉至接触划线线条,达到平面纵横平直,并与大平面 C 垂直及与 B 面的平行度要求;最后用自制角度样板检查修整,达到与第一、二面的垂直度和清角的要求。
9 、细锉第四面,达到与第三面平行,用四方体试配,使其能较紧地塞人。
10、精锉修整各面,注意经常用测量工具控制和把握修整部位和修整量,同时要用四体方认向配锉,用透光法检查接触部位,进行修整。
修整工作必须要综合分析,准确修整,逐步达到配合要求。
最后达到四方体推进和推出四方孔无阻滞,转位互换顺畅,配合面间隙≤0.1 mm。
11、细锉六角孔相邻的三个面先锉第一面(图示最下边一个面),达到平面纵横平直,并与大平面 C 垂直;锉第二面,达到与第一面相同的要求并用 1200 角度样板检查清角及1200角度,见图2—129 ;锉第三面,方法与要求同前。
锉削六方体实操教案

实习课教案编号:版本:一、相关的工艺知识1.千分尺的测量方法(1.)测量前应检查零位的准确性,(2.)测量时,千分尺的测量面和零件的被测表面应擦拭干净,以保证测量准确。
(3.)千分尺可单手或双手握持对工件进行测量,单手握测时旋转力要适当,一般应先转动活动套管,当测量面刚接触工件表面时再改用棘轮,转动棘轮并听到几声响声后,便可进行读数。
(4.)一般测量平面间的尺寸时,应在工件四角和中间,共测五点。
(5.)千分尺用毕后应擦净,并将测量面涂油防锈。
量具不可与工具、刀具和工件混放,用完后须放入盒内。
(6.)定期送计量部门进行精度鉴定。
2.分表的使用百分表有钟面式百分表和杠杆百分表(1)百分表的安装钟面式百分表安装在万能表架和磁性表架上,杠杆百分表安装在专用表架上。
(2)百分表检测工件的方法用百分表检测工件的尺寸或平行度。
检测时,在平板上放置表架和与工件尺寸相同的的标准量块,安装并调整好百分表,使表的触头对量块有0.5mm(即50个小格)的压力,表的指针对准零位,再慢慢抬起和放下活动测量杆,观察表的指针数值不变,即可测量工件。
测量时,用手慢慢抬起活动测量杆,把工件放入表的测量触头下,再慢慢放下活动测量杆,前后、左右移动工件,在工件平面的不同部位检测,观察表的指针变化情况并与标准量块组尺寸对比,测出工件尺寸或平行度,判断工件是否合格。
使用百分表时,要使测量杆与工件被测表面有正确的相对位置。
钟面式百分表的测量杆轴线应垂直于被测表面。
杠杆百分表的活动测量杆轴线,最好平行于被测表面,如需倾斜角度时,倾斜的角度越小测量结果越精确。
3.游标万能角度尺的使用方法(1)测量前用绸布将测量面擦净。
(2)转动背面旋扭,使主尺测量面与直尺测量面接触良好。
检查游标尺零线和主尺零线是否对齐。
(3)根据被测工件角度的大小,组装角度尺,然后,转动主尺使两测量面与工件被测表面接触,拧紧制动螺帽,读数。
4.六角形体的加工方法六角形体各表面的加工步骤,一般对于第一面的加工位置:当毛坯件为一个圆柱体时,以外圆母线为测量基准,通过测量计算尺寸M的大小来进行控制,为保证六角形体的内角和边长相等,在锉削第一、二、三面时,除了用角度量具进行角度测量控制外,还需采用边长卡板进行边长相等的测量控制,二、示范操作1. 示范千分尺和百分表的测量及使用方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
3、装配件1、件2 (2)件1、件2配钻、 配铰销钉孔
项目分析
工艺制定 技能训练 教学小结 思考练习
项目分析 1、图纸分析
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
2、加工精度分析
项目分析
工艺制定 技能训练 教学小结 思考练习
•形位精度 •装配要求
•表面质量
•尺寸精度
•配合要求
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
制定工艺方案
•保证尺寸精度
1、加工件1外形 2、加工件2外形 件1 •留0.3~0.5 精修余量 (2)锯、锉件1外形余量 •保证尺寸精度
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
六方转位组合锉配
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
形 教学小结 (3)锉六方外 形
思考练习
(1)件3六方形划线
锉相对面,保证 平行+尺寸精度
装配钳工 (高级)
锉相邻面,保证平 行+尺寸精度+角度
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练
技能训练 • 锯 割
• 划 线 • 锉 削
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
5、锯、锉件3
项目分析
工艺制定 技能训练 (2)锯六方外
34.64
(1)件2划销钉孔位置线
装配钳工 (高级)
(4)精修外形
(3)配装销钉
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
6、装配件3
项目分析
工艺制定 技能训练 教学小结 思考练习
(1)件3中心位置划线、打样冲眼
(2)安装件3
装配钳工 (高级)
(4)安装销钉
(3)件3与件1配钻销孔
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
4、锯、锉件2六方槽 34.64
(2)钻工艺排孔
20 17.32
(1)件2六方槽划线 (3)锯削,去余量
装配钳工 (高级)
(4)锯、锉件2六方槽
课题一 钳工基础训练 项 目 1 六方转位组合锉配
教学小结 思考练习
钻 孔
装配钳工 (高级)
(1)修锉基准面 •留0.3~0.5 精修余量
(3)锯、锉件2外形余量
件2
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配
模块一 钳工基本加工方法及技巧 内 容 锯、锉、钻、铰加工操作
项目分析
工艺制定 技能训练 教学小结 思考练习
装配钳工 (高级)
课题一 钳工基础训练 项 目 1 六方转位组合锉配