模糊控制在电弧炉调节系统中的应用
模糊控制在炉温控制系统中的应用
模糊控制在炉温控制系统中的应用
口 文 /王 欣
系统硬件设计
1 系统 组成 及工作 原理 .
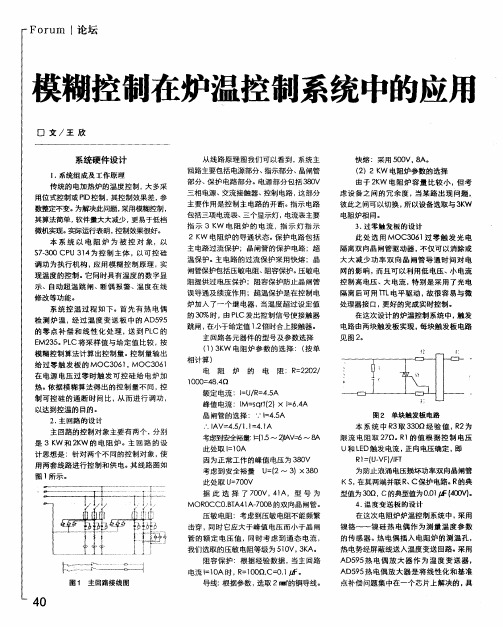
从 线路 原理 图我们 可 以看到 , 系统 主
回路 主要包括 电源 部分 、 指示部 分 、 闸管 晶 部分 、 护 电路 部 分。电源部 分包 括 3 0 保 8V 三相 电源 、 流接触 器、 制电路 , 交 控 这部 分 主要 作 用是 控制 主 电路 的开 断 。 示 电路 指 包括三项 电流表 、 个显示灯 , 三 电流表主要
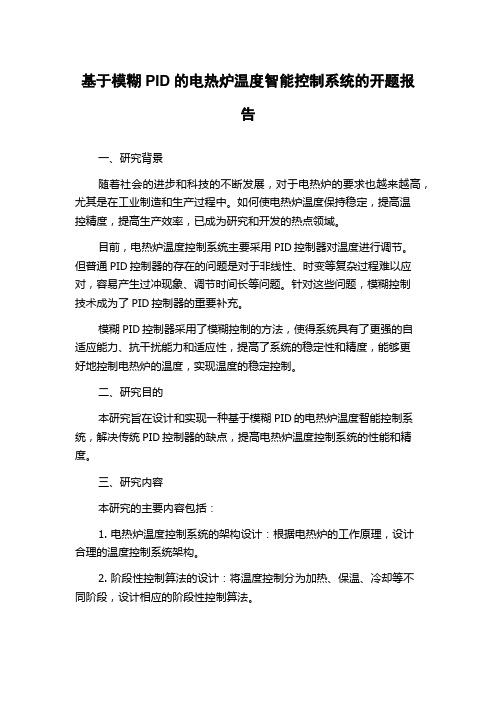
( ) K 电 阻炉 参 数 的选 择 :( 13W 按单 相计 算 ) 电 阻 炉 的 电 阻 :R 2 0 / = 2 2
1 0 = 8.Q 0 4 4 0
大 大 减 少 功 率 双 向 晶 闸管 导 通 时 间 对 电 网的 影响 , 而且 可 以利 用低 电压 、 电流 小
2K 电阻炉 的 导通 状态 。 护 电路包 括 W 保 主 电路过 流保 护 ;晶闸 管的保 护 电路 ;超
温保 护 。 电路 的过 流保 护 采用 ・ :晶 主 陕熔
此 处 选 用 MoC3 6 过 零 触 发 光 电 01 隔离双 向 晶 闸管 驱动 器 , 不仅 可 以消除 或
调功 为 执行 机 构 , 用模 糊控 制 原 理 , 应 实 现温 度的控 制 。 同时 具 有温 度的 数字 显 它
r—
I
f
—
I
峰值 电流 :I s r2 64 M=qt )x 1 . ( = A
晶 闸管 的 选择 :。 145 .= . 。 A
。 . .
图2 单块触发板电路
主 回路 的控 制对 象 主要有 两 个 , 分别
基于模糊PID的电热炉温度智能控制系统的开题报告
基于模糊PID的电热炉温度智能控制系统的开题报告一、研究背景随着社会的进步和科技的不断发展,对于电热炉的要求也越来越高,尤其是在工业制造和生产过程中。
如何使电热炉温度保持稳定,提高温控精度,提高生产效率,已成为研究和开发的热点领域。
目前,电热炉温度控制系统主要采用PID控制器对温度进行调节。
但普通PID控制器的存在的问题是对于非线性、时变等复杂过程难以应对,容易产生过冲现象、调节时间长等问题。
针对这些问题,模糊控制技术成为了PID控制器的重要补充。
模糊PID控制器采用了模糊控制的方法,使得系统具有了更强的自适应能力、抗干扰能力和适应性,提高了系统的稳定性和精度,能够更好地控制电热炉的温度,实现温度的稳定控制。
二、研究目的本研究旨在设计和实现一种基于模糊PID的电热炉温度智能控制系统,解决传统PID控制器的缺点,提高电热炉温度控制系统的性能和精度。
三、研究内容本研究的主要内容包括:1. 电热炉温度控制系统的架构设计:根据电热炉的工作原理,设计合理的温度控制系统架构。
2. 阶段性控制算法的设计:将温度控制分为加热、保温、冷却等不同阶段,设计相应的阶段性控制算法。
3. 模糊控制器设计:采用模糊控制理论设计模糊PID控制器,使控制器具有更好的自适应能力和鲁棒性。
4. 系统实现和测试:根据设计中的系统实现框架,进行系统实现和测试,并针对测试结果进行分析和总结,不断改进和优化系统。
四、研究方法本研究主要采用以下研究方法:1. 系统分析方法:对电热炉温度控制系统的物理特性、动态响应以及传递函数进行分析,为研究提供基础。
2. 模糊控制方法:采用模糊控制理论和模糊PID算法设计智能控制器。
3. 实验方法:对所设计的电热炉温度智能控制系统进行实验,测试系统的性能和精度。
五、研究意义本研究的意义在于:1. 提高电热炉温度控制系统的性能和精度,促进工业生产效率的提升。
2. 探究模糊控制技术在电热炉温度控制中的应用,为模糊控制技术的进一步发展提供实践基础。
基于模糊PID的电热炉温度智能控制系统

科技与创新┃Science and Technology&Innovation ·96·2018年第13期文章编号:2095-6835(2018)13-0096-02基于模糊PID的电热炉温度智能控制系统张少杰(广东新功电器有限公司,广东潮州515700)摘要:随着科学技术的持续发展,智能化技术和设备开始向社会中的各行各业渗透,比如石化行业、电厂建设行业、机械制造行业、食品加工行业等,都会应用到温度控制系统。
基于此,将立足于现实需求,提出一种新型的控制方法,将PID与模糊控制相结合,以此来实现电热炉温度控制、节能等目标。
对电热炉温度控制系统的工作机理进行了分析,并对系统的设计与实现加以阐述,最终通过仿真分析的方式展现系统的使用效果。
关键词:模糊PID;电热炉;智能控制;温度控制系统中图分类号:TP273文献标识码:A DOI:10.15913/ki.kjycx.2018.13.096由于现阶段多个行业和领域中都将应用到温度控制系统,需要控制温度的对象多种多样,部分控制对象之间存在一定的差距,参数的变化幅度较大,且还存在诸多干扰因素。
在此背景下,工业热处理生产中采用了电热炉,其具有非线性、升温和保温等特征,并且通过智能控制系统使设备的控制精度得到进一步提升。
1电热炉温度智能控制系统的工作机理1.1生产过程及要求模糊PID电热炉温度智能控制系统的主要功能是对产品进行加热和烘干。
在实际加热过程中,主要通过封闭式的方式进行加热,利用PID调节气对电热炉的温度进行控制和改变,使其能够以更加适宜的温度投入到产品的生产加工工作当中。
1.2基本原理在模糊PID智能控制原理的应用中,作为典型的例子便是电热炉温度控制,具有非线性、随时间改变、升温与保温等特点,其中,升温主要是通过增加电热炉温度的方式来实现;而降温则主要是通过对电热炉温度的降低来实现。
如果电热炉的温度超出了最高或最低的界定值,则很难实现温度的改变,此时便产生了设备故障问题。
基于plc的模糊控制在100t精炼电弧炉电极调节中的应用优秀毕业论文 参考文献 可复制黏贴
The fuzzy control algorithm is a kind of advanced intelligent algorithm. The practice shows that fuzzy control can reach to dreaming effects for nonlinear and time-varying systems which were used in industrial fields. To prove the same control effect in electrode regulator system, this paper analyses electric arc furnace details and sets the Mathematical simulation model combining with actual arguments. Using respectively traditional algorithm and fuzzy control algorithm under the model’s condition, the results indicates that the fuzzy control algorithm is better than the traditional control algorithm .
模糊控制技术在电气设备节能优化中的应用

模糊控制技术在电气设备节能优化中的应用在当今社会,节能已经成为一个全球共同关注的问题。
随着科技的不断发展,各行各业都在积极探索和应用新的技术手段来实现能源的有效利用和节约。
电气设备作为现代生活不可或缺的一部分,其能耗占据了相当大的比例。
因此,如何通过技术手段来提高电气设备节能效果,成为了一个热门的话题。
模糊控制技术正是其中一种被广泛应用的方法,本文将对模糊控制技术在电气设备节能优化中的应用进行探讨。
一、模糊控制技术概述模糊控制技术是一种基于模糊逻辑的控制方法。
相对于传统的精确控制方法,模糊控制技术能够更好地处理那些不确定、模糊的事物。
模糊控制系统一般由模糊化、规则库、模糊推理和解模糊化四个关键部分组成。
其中,模糊化将实际的输入通过模糊集合函数转化为模糊集合,规则库则是存储了基于经验的模糊规则,模糊推理使用了这些规则来对输入进行处理并产生模糊输出,最后通过解模糊化将模糊输出转化为实际的控制量。
二、电气设备节能优化需求电气设备的使用通常伴随着能源的浪费和损耗。
因此,如何优化电气设备的能效,降低能耗是电气设备领域面临的一项重要任务。
而通过模糊控制技术进行节能优化是一个可行的解决方案。
三、模糊控制技术在电气设备节能优化中的应用案例1. 照明系统优化照明是电气设备中常见且消耗较大的环节之一。
通过模糊控制技术,可以针对不同的环境光强度和需求,智能调节灯光亮度,使其在满足照明需求的同时最小化能耗。
传感器可以用于实时感知环境光强度,并将其作为输入传入模糊控制系统中,从而实现自适应的节能优化。
2. HVAC系统优化暖通空调系统(HVAC)是电气设备中能耗最大的部分之一。
利用模糊控制技术,可以根据室内外温度、湿度等因素来控制空调系统的运行状态。
通过对温度、湿度等输入变量进行模糊化处理,并结合经验规则进行推理和解模糊化,系统可以智能地根据实际需求调整供暖或制冷水温度,提高能效。
3. 电机驱动系统优化电机在工业和家庭中广泛应用,其能耗也是电气设备中不可忽视的一部分。
模糊控制在电力系统中的多能源协调控制
模糊控制在电力系统中的多能源协调控制电力系统是现代社会中不可或缺的重要基础设施,而多能源的协调控制在电力系统的可靠性和可持续性发展中具有关键作用。
模糊控制作为一种智能控制方法,在电力系统的多能源协调控制中显示出了巨大的潜力。
本文将探讨模糊控制在电力系统中的应用,并讨论其在多能源协调控制中的潜在效益。
1. 引言电力系统的发展日益依赖于多能源的利用,例如风能、太阳能、地热能等。
然而,由于这些能源源源不断地变化,电力系统的稳定性和安全性面临严峻的挑战。
多能源协调控制的核心目标是根据能源供应和需求之间的差异实现能源的有效管理和分配。
模糊控制作为一种智能控制方法,可以灵活地应对能源波动性和高度不确定性,为多能源协调控制提供了解决方案。
2. 模糊控制的基本原理模糊控制通过建立模糊推理机制将模糊的输入转化为模糊的输出,并通过整合专家经验和模糊规则来实现自适应控制。
模糊推理机制包括模糊化、模糊规则运算和去模糊化三个主要步骤。
模糊控制的优势在于其能够处理非线性和模糊信息,并适应于不确定性和复杂性较高的系统。
3. 模糊控制在电力系统中的应用在电力系统中,模糊控制可以应用于多个方面,包括电网调度、能源管理、能量存储等。
具体来说,模糊控制可以通过对电网负荷进行预测和调整,实现电力系统的负荷均衡和供需匹配。
同时,模糊控制可以结合能源存储技术,优化多能源供应链路和能量转换过程,提高能源利用效率和系统稳定性。
4. 模糊控制在多能源协调控制中的潜在效益模糊控制在多能源协调控制中具有以下潜在效益:(1) 弹性适应性:模糊控制可以根据能源波动性和电力系统的实际需求,调整控制策略和参数,实现灵活性和适应性。
(2) 鲁棒性和可靠性:模糊控制可以通过引入模糊规则和模糊集合,对不确定性和噪声进行补偿,提高电力系统的鲁棒性和可靠性。
(3) 能源优化分配:模糊控制可以根据实时的能源供应和需求信息,优化能源的分配和利用,实现能源的最大化利用。
(4) 系统性能改进:模糊控制可以通过控制算法的协调和优化,改善电力系统的性能指标,如系统稳定性、响应时间等。
模糊控制技术在电气系统中的应用
模糊控制技术在电气系统中的应用随着科技的不断发展,电气系统的控制技术也在不断地进步。
在许多电气系统中,模糊控制技术是一种常见的控制技术。
那么,模糊控制技术是什么?它在电气系统中的应用又是怎样的呢?一、模糊控制技术的基础模糊控制技术是一种基于模糊集合的控制技术。
而什么是模糊集合呢?简单来说,模糊集合就是将对象划分为一个或多个隶属度在0和1之间的子集,而非将它们划分为恰好的子集。
模糊控制技术通过模糊逻辑、模糊推理等方法,将输入和输出之间的模糊关系抽象化,并根据这些关系推导出一种合理的控制策略,以实现对系统的控制。
二、模糊控制技术在电气系统中有着广泛的应用。
在许多领域,如电力系统、机器人控制、交通控制等方面,模糊控制技术都展现出了其独特的优点。
1、电力系统中的应用电力系统是模糊控制技术的一个重要应用领域。
在电力系统中,模糊控制技术可以用来控制变压器、发电机、电动机等设备。
例如,模糊控制技术可以帮助调节电机的转速和电压。
与传统的控制技术相比,模糊控制技术更加灵活,对于复杂的电气设备控制效果更好。
2、机器人控制中的应用机器人控制是另一个在电气系统中应用广泛的领域。
在机器人控制中,模糊控制技术可以用来控制机器人的动作和运动。
例如,通过对机器人的运动状态进行模糊推理,可以实现更加灵活的机器人运动和轨迹规划。
3、交通控制中的应用交通控制也是模糊控制技术的一个应用领域。
在交通控制中,模糊控制技术可以用来优化交通信号灯的控制。
通过将道路的交通流量、车辆速度等指标纳入模糊控制系统中,可以实现更加高效的交通信号灯控制,减少交通拥堵和污染。
三、模糊控制技术的发展和应用前景随着电气系统的不断发展,模糊控制技术也在不断地改进和完善。
在未来,模糊控制技术的应用前景也将越来越广泛。
例如,在智能家居、自动化控制等领域,模糊控制技术都将有着广泛的应用。
总之,模糊控制技术在电气系统中的应用是一种灵活的控制技术,与传统的控制技术相比具有更广泛的应用领域和更高的控制效果。
变频模糊控制技术在电弧炉改造中的应用

弓 言 l
电弧 炉是 用 电弧 能量 来熔 炼金 属 的一 种 电炉 , 在 炼钢 行业 得 到 了广泛 应用 。 目前 电弧 炉三 相 电极
维普资讯
第2 7卷第 3期
Vl .7 02 1 N o. 3
辽宁工程技术 大学学报 ( 自然科学版 )
J u n l f a n n e h ia iest ( trl ce c o r a o i gT c nc l v ri Naua in e) o Li Un y S
Ab t a t I e o a tt a h u — fdae a c so e h sma y pr bl ms s c sh g ae o c i n , o s r c : n viw ft f c h tt e o to - t r t v a n o e u h a i h r t fa cde t l w he r t on r e ii n, i h o s mp i fen r y a d O on i o c i n pr c s ,t epa rp o o e : n a e ae ofc tol pr c so h g c n u ton o e g n S n pr du to o e s h pe r p s s a l sov e e to a t t e lc r de u omai c tol yse tc on r s tm i ta so me wih e s r n tr d t n w c ompu e c n o tc n o y re e c t r o t l e h ol g ,f qu n y r c n e tn u z c n ol e hn l y a d e o v ri g f z y o t tc o og n n w h l w r t r a y c r n s r ol o o o s n h o ou mo o pp i ai tc no o y n t r a lc ton e h l g ,a d fe u n y c v r i n f z y c ntolt c n og s a a y e nd d s u s d i e a l a t a p ia i n p o e r q e c on e so u z o r e h ol y i n l z d a ic s e n d t i.Pr c i la pl to r v s c c h e r f m yse h sv r e i h c n lp e ii , ei b lt , tbiiy a d ha oo p i ai n v l e t e n w e or s t m a i u sofh g o to r c son r la iiy sa lt , n sg d a plc to a u . t r
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
程中 , 电极的实际位置在移动到给定位置 之前 , 根据系统 的预估 计 , 降低 PD增 益 的大 小 , 先 I 或采 用 变 参 数 的调 节 方 式 。 当 系统 捕 捉 到理 想 设 定值 时 , 速 减 小 比例 控 制 作 用 , 行 对 设 定 值 的 迅 进
技术要求 :
() 1托圈直径允许误差≤D ( s为托圈设计直径) sD 即≤1 mm。 6
2 当电机 拖 动 电 动机 采 用 同步 伺 服 电动 机 时 系统 的 数 据模 型
系 统 的 结 构 框 图 见 图 1 它 由速 度 反 馈和 位 调 节 系统 的 结 构框 图
其 各环 节 的简 化 传 递 函数 由 以下 5部 分 组 成 : ( ) 量环 节 G()8 400 8 4 + ; 1测 0 = 25l .O 3 S 1 s / ( S W M 变 换 器 G ()3 /.0 S : 2)P = 5OO 1 +1 s 7 ( 同步 伺 服 电动 机 G ()40(.0 5 +1(.8 +1; 3) 2 = ./ 0 2 S ) 1 S ) s O 0 ( 减 速 器 G ()O3 / 4) 3 = .7S; s ( 速 度 反 馈 Ks: .0 6 。 5) ( O0 6 7 ) 其 中 , () 2 ) 简 化 为 G ()2s= 4 / O 8 5 0 G1 G ( 可 s s 1 G () 1 O0 O 7 S+ s 1 4 S 1内环 闭环 传 递 函数 , 67 + 整理 得 :
跟踪, 保证系统既有较短的上升时间, 又有很小的超调。
为达 到最优控 制 目的 , 电极调节 系统 中, 在 采用专家智能 系统 , 通 过 对 电极 的调 节 , 持 不 同 阶段 电弧 炉 所 要 求 的 电 功率 。 这 保 就 要 求专 家 系统 能提 出一 种 完 全理 解 的 电极 位 置 , 系统 根 据 专 家数据 库 , 进行不断 的修正 电极 的运行模 式 , 不断根据 实际 并 台 炼情 况对 专家数据库 ,进行 不断地修 正 电极的运行模式 , 并 不断根据 实际冶炼情 况对 专定 数据库 内的数据进行修改 , 从而 达 到 自学 习、 优 控 制 的 目的 。 最 电弧炉系统是一种典型 的非线性 、时 变和分布参数的多输 入、 多输 出的 多相 耦 合 系 统 , 采 用 常规 的控 制 方 法 很 难 收 到理 入 想 的控制效果。如果我们将数据模型 中确定的部分采用传 统的
PD调 节 方式 和 数 据模 型 中 不确 定 的部 分 采 用 模 糊 网 络来 进行 l 控 制 的 方式 结合 起 来 , 构成 F zy PD控 制 器 。 既 有模 糊 控 制 uz— l 它 适 应 性强 的优 点 , 具 备 PD调 节控 制 精度 高 的特 点 。 控 制过 又 I 在
工 与 备I 栏 艺设 专
模糊 控 制在 电弧炉 调 节 系统 中的应 用
口刘 伟
摘 要 : 中介绍模糊控制在 电弧炉电极调节 系统 中的应用 , 文 阐述 了模糊控制 系统 的实用性。 关键词 : 计算机软件 ; 模糊控制 ; 应用 . 电弧炉
1 前 言
电弧 炉 在 不 同的 炼 时 期 对 输 入 的 电功 率 有 不 同 的要 求 。 台
( 长 短 耳 轴 同轴 度 误 差 小 于 2 2) mm 根 据 焊 前 焊 后 与 图 纸尺 寸对 照。
图 4
5 总 结
通过托 圈的制作 , 我们 积 累 了 许 多 宝 贵 的 经 验 , 时 也 发 同 现 了一 些 不 足 之 处 有 待 解 决 。 ( ) 圈剖 分 中 为防 止 变 形 而 加 固 的 “ 1托 T型 ” 字 钢 支 撑 , 工 以 往 惯 例 都 是 剖 分 一 、 与 支 块 、 短 耳 轴 在 现 场 组 焊 成 整 体 后 二 长 拆 除 , 样 易 造 成 整 体 变 形 及 残 余 应 力释 放 不 出来 , 我 们 这 这 而 次 是 在 托 圈 半 体 剖 分 一 、 制作 完 毕 后 , 过 整 体 振 动 时 效 消 二 经 应 力 后 , 加 固 支 撑 拆 除 , 之 处于 自由 状 态 , 焊 接 残 余 应 力 将 使 把 释 放 到 最 低 限度 , 践 证 明 , 样 做 是完 全 正 确 的 , 割 除 支 撑 实 这 在 瞬 间 , 圈 半体 向 里 收缩 , 余 应 力得 以 释放 , 样 把 问题 解 决 托 残 这 在 整体 组 焊前 , 整 体 组 焊 起 到 了积 极 作 用 。 对 ( ) 形剖 分 焊 接 变 形 向 里 收 缩 量 在 1 mm 左 右 , 我们 2箱 0 为 下 次 制作 反 变形 留余 量 提 供 了有 力 的 科 学 数据 。 ( 上盖板 与腹板 的坡 口为 4 。 “ 3) 5 K型” 口, 坡 焊接量大 , 焊 道 达 5 ~ O余 遍 , 形 趋 势 大 , O6 变 建议 把坡 口角 度 改 为 3 ~ O度 54 或 者 改 变 坡 口形 成 “ 型 ” 口 , 样 即 不 影 响 接 头 强 度 , 可 U 坡 这 又 减少焊接量 , 使焊接 变形趋势 变小。一
上 的小 简 体 。
( 焊接过程中锤击消应力 2) 焊 接 过 程 中 每 焊 一 层 ( 底 层 及 封 口层 除 外 ) 须 用 风 锤 封 必 锤 击 焊 缝 2 3遍 , 击 方 向 : 焊 接 方 向 , 样 可 使 焊 缝 得 到延 ~ 锤 沿 这 伸 , 少残余应 力, 减 并可使未逸 出的气体排 出, 从而降低焊接应 力 , 击应保持均 匀、 当 , 免锤击过 分而使焊缝 产生裂纹 , 锤 适 避 封 底 层 焊 缝 较 薄 弱 , 击 易产 生裂 纹 , 口层 在 最 外 侧 , 击 易 锤 封 锤 产 生 焊缝 表 面 冷 却 硬 化 现 象 ,所 以封 底 层 及 封 口层 不 锤 击 , 锤 击应 在 焊 后 立 即施 放 。 ( 焊 后缓 冷 、 温 3) 保 由于冬 季 施工 , 使在 封 闭 厂房 内室 温 在 零 上 5 左 右 , 即 ℃ 冷 却速 度 较 快 , 样 会 使 在 焊 缝 位 置 形 成 较 大 的 残 余 应 力 , 易 这 极