塑料材料与注塑加工技术PPT课件
合集下载
注塑成型工艺(PPT128页)
采用对空注射清洗螺杆式机筒时,应注意下列事项。
①欲换料的成型温度高于机筒内残料的成型温度时, 应将机筒和喷嘴温度升高到欲换料的最低成型温度,然后 加入欲换料或其回头料,并连续对空注射,直到全部残料 除尽止。
②欲换料的成型温度低于机筒内残料的成型温度时, 应将机筒和喷嘴温度升高到欲换最高成型温度,切断电源, 加入欲换料的回头料后,连续对空注射,直到全部残料除 尽止。
注射成型原理 图4-6 。
生产工艺 过程图 4—7。
一、生产前的准备工作 l.原料预处理 (1)分析检验成型物料的质量
根据注射成型对物料的工艺特性要求,检验物料的含 水量、外观色泽、颗粒情况、有无杂质并测试其热稳定性、 流动性和收缩率等指标。如果检测中出现问题,应及时解 决。对于粉状物料,在注射成型前,经常还需要将其配制 成粒料,因此其检验工作应放在配料后进行-
2.清洗料筒
生产中如遇下列情况均 应对注射机的料筒进行清洗: 改变塑料品种、更换物料、 调换颜色,或发现成型过程 中出现了热分解或降解反应。
清洗方法:①柱塞式机筒存料量大,须将机筒拆卸清 洗。②螺杆式机筒,可采用对空注射法清洗。③最近研制 成功了一种机筒清洗剂,是一种粒状无色高分子热弹性材 料,100℃时具有橡胶特性,但不熔融或粘结,将它通过 机筒,可以像软塞一样把机筒内的残料带出,这种清洗剂 主要适用于成型温度在180~280℃内的各种塑性塑料以 及中小型注射机。
(2)着色 作用:往塑料成型物料中添加一种称为色料或着色剂
的物质,借助这种物质改变塑料原有的颜色或赋予塑料特 殊光学性能。
着色剂按其在塑料中的分散能力分为:染料和颜料两 大类。
染料:具有着色力强、色彩鲜艳和色谱齐全的特点, 但由于对热、光和化学药品的稳定性比较差,在塑料中 较少应用;当塑料成型温度不高又希望制品透明时,可 采用耐热性较好的蒽醌类和偶氮类染料。
注塑成型工艺及品质经验分析PPT(多图)

三、时间
完成一次注射成型过程所需的时间称为成型周期。它包括以下几个部分:
充模时间(螺杆前进时间),即注射时间
成型周期
﹛ 压实时间(螺杆停留时间),即保村时间
闭模冷却 时间(螺杆后退时间也包括在这段时间内) 其它时间(开模、脱模、涂脱模剂、安放嵌件和闭模等)
总冷却时间
在保证塑料制品质量的前提下,应尽量缩短成型周期中的各段时间,以提 高生产率。其中,最重要的是注射时间和冷却时间,它们对产品的质量 有着决定性的影响。
常见塑胶产品缺陷
走胶(又名啤不满):
产品因填充不足(或注射压力不 够,模具水口太小),致使产品 未能完整。
顶白:
产品因脱模不良、或顶 针压力过大。在产品表 面出现白印痕及凸起。
表面花痕:
产品出模不顺拖伤痕, 或人为的撞、刮花痕, 也由于模腔表面的伤 痕致使产品上带有相 对应的花痕。
变形:
产品变形,一般因产 品冷却时间不够、或 模温异常导致。
二、压力
注射成型过程中的压力包括注射压力、保压力和背压力。 1、注射压力——注射压力用以克服熔体从料筒向型腔流动的阻力,提供充模速度 及对熔料进行压实等。 2、保压力和保压时间——保压力的大小取决于模具对熔体的静水压力,与制品的 形状、壁厚有关。一般来说,形状复杂和薄制品,由于采用的注射压力大,保压 力可略低于注射压力。对于厚壁制品的保压力的选择比较复杂,保压力大时容易 加大分子取向,使制品出现较为明显的各向向性。在保压力与注射力相等时,制 品的收缩率可降低,批量产品中的尺寸波动小,但会使制品出现较大的压力。 3、背压力与螺杆转速——背压力是指注射螺杆顶部的熔体在螺杆转动后退时所受 到的压力,简称为背压。背压主要体现对物料的塑化效果及其塑化能力,故也称 为塑化压力 。增大背压除了可驱除物料中的空气,提高熔体密实程度之外,还可 使熔体内压力增大,螺杆后退速度减小,塑化时的剪切作用增强,摩擦热量增大, 塑化效果提高。但是,背压增大后若不提高螺杆转速,熔体在螺杆槽中将会产生 较大的逆流和漏流,使塑化能力降低。
注塑工艺培训 ppt课件
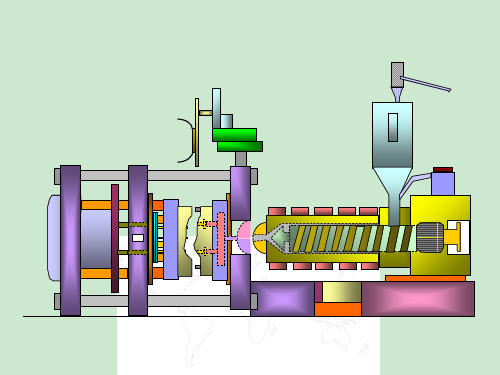
注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外 由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的 螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺 杆剪切的双重作用下逐渐塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩 擦力及剪切力的作用下,把已熔融的物料推到螺杆头部,与此同时,螺杆在 物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺 杆在注射油缸活塞推力的作用下,以高速、高压,将储料室内的熔融料通过 喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模 具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具 顶出落下。
9、换模台车系统
换模台车系统是通过工业工程的方法,将 模具的产品换模时间、生产启动时间或调 整时间等尽可能减少的一种过程改进方法。 可提供单机单模,单机双模,多机共享等 多种换模方式,能在短时间内完成模具移 入、定位、锁模和移出,提升换模工作效 率。 1. 減少換模待機時間。 2. 台車移動自動對機台尋位。 3. 模具移入自動檢知開模行程、 到位及定位裝置。 4. 模具滑落防呆保護裝置。
6、热流道控制器
热流道是通过加热的办法来保证流道 和浇口的塑料保持熔融状态。热流道系统 一般由热喷嘴、分流板、温控箱和附件等 几部分组成。热喷嘴一般包括两种:开放 式热喷嘴和针阀式热喷嘴。由于热喷嘴形 式直接决定热流道系统选用和模具的制造, 因而常相应的将热流道系统分成开放式热 流道系统和针阀式热流道系统。
传送带输送
机器人引取
脱模
冷却
上件
人工擦拭
火焰处理
除静电
底漆喷涂
底漆流平
色漆喷涂
下件
手修
面品检查
烘干处理
9、换模台车系统
换模台车系统是通过工业工程的方法,将 模具的产品换模时间、生产启动时间或调 整时间等尽可能减少的一种过程改进方法。 可提供单机单模,单机双模,多机共享等 多种换模方式,能在短时间内完成模具移 入、定位、锁模和移出,提升换模工作效 率。 1. 減少換模待機時間。 2. 台車移動自動對機台尋位。 3. 模具移入自動檢知開模行程、 到位及定位裝置。 4. 模具滑落防呆保護裝置。
6、热流道控制器
热流道是通过加热的办法来保证流道 和浇口的塑料保持熔融状态。热流道系统 一般由热喷嘴、分流板、温控箱和附件等 几部分组成。热喷嘴一般包括两种:开放 式热喷嘴和针阀式热喷嘴。由于热喷嘴形 式直接决定热流道系统选用和模具的制造, 因而常相应的将热流道系统分成开放式热 流道系统和针阀式热流道系统。
传送带输送
机器人引取
脱模
冷却
上件
人工擦拭
火焰处理
除静电
底漆喷涂
底漆流平
色漆喷涂
下件
手修
面品检查
烘干处理
《注塑成型技术资料》PPT课件
注塑成型技術培训
h
1
1、成型技术简介
h
2
对于设计及使用精度要求比较高的产 品,如使用常规的注射成型,则达不 到设计精度的要求,必须采用精密注 射成型工艺技术;为了保证这些精密 塑料件的性能、质量与可靠性及长期 使用的稳定性,注射成型时必须对塑 料材料、注塑设备与模具设计及注塑 工艺以及注塑现场管理进行分析并完 善,才能生产出合格的高精密度的塑 胶产品,满足客户要求.
专业知识包括
1)模具知识 2)物料性能(高分子学) 3)设备性能
h
10
注塑工艺 ----生产现场工艺设定技巧
能將以上各種要素結合在一起,使 各元素能充分發揮作用,使其能按 合理、高效、低耗的原則生產出 合格的高品質產品---------获得可 觀的利潤
h
11
吸熱應熱結流收 濕性力敏晶動縮 性能 性性性率
h
3
精密注塑成型的基本要素
注塑工艺(人)
塑料材料
精密注塑成型
注塑设备
注塑模具
h
4
注塑设备
啤 機 熱油機 冷水機 溫控箱 機械手 傳輸帶 等……
h
5
注塑模具
熱流道模具 冷流道模具
三板模 二板模 哈夫模 抽Core模 等。。。。。。
h
6
塑料材料
塑膠原料 包裝材料 脫模劑 各種輔助用料
及及 冷水 卻解 速性 度
h
注 塑 工 藝 設 定 重 點 考 慮 的 七 個 要 素
12
時 螺 壓 (設 設 誤
間 杆 力 料定 定 把
的 位 、 溫的 的 設
設 置 速 、溫 速 定
定 監 度 油度 度 壓
大 察 的 溫不 不 力
隨 不 位 、能 一 當
h
1
1、成型技术简介
h
2
对于设计及使用精度要求比较高的产 品,如使用常规的注射成型,则达不 到设计精度的要求,必须采用精密注 射成型工艺技术;为了保证这些精密 塑料件的性能、质量与可靠性及长期 使用的稳定性,注射成型时必须对塑 料材料、注塑设备与模具设计及注塑 工艺以及注塑现场管理进行分析并完 善,才能生产出合格的高精密度的塑 胶产品,满足客户要求.
专业知识包括
1)模具知识 2)物料性能(高分子学) 3)设备性能
h
10
注塑工艺 ----生产现场工艺设定技巧
能將以上各種要素結合在一起,使 各元素能充分發揮作用,使其能按 合理、高效、低耗的原則生產出 合格的高品質產品---------获得可 觀的利潤
h
11
吸熱應熱結流收 濕性力敏晶動縮 性能 性性性率
h
3
精密注塑成型的基本要素
注塑工艺(人)
塑料材料
精密注塑成型
注塑设备
注塑模具
h
4
注塑设备
啤 機 熱油機 冷水機 溫控箱 機械手 傳輸帶 等……
h
5
注塑模具
熱流道模具 冷流道模具
三板模 二板模 哈夫模 抽Core模 等。。。。。。
h
6
塑料材料
塑膠原料 包裝材料 脫模劑 各種輔助用料
及及 冷水 卻解 速性 度
h
注 塑 工 藝 設 定 重 點 考 慮 的 七 個 要 素
12
時 螺 壓 (設 設 誤
間 杆 力 料定 定 把
的 位 、 溫的 的 設
設 置 速 、溫 速 定
定 監 度 油度 度 壓
大 察 的 溫不 不 力
隨 不 位 、能 一 當
塑料及加工工艺ppt课件
21
21
吹塑
一步法 挤—拉—吹瓶工艺流程图 1—挤出管坯;1—管坯定型;3—型坯移至拉伸吹塑模具; 4—拉伸吹塑;5—脱模
22
22
吹塑
吹塑成型工艺演示
23
23
吹塑
拉伸吹塑工艺控制 : 1、原材料的选择:由于拉伸制品要求具有较高的拉伸强度、 冲击强度、刚性、透明度和光泽、对氧气、二氧化碳和水蒸气 的阻隔性。主要应用的材料有:PET、PVC、PP、PC等。 2、型坯成型:透明度高,均质,内部无应变、外观无缺点 3、拉伸工艺 :拉伸温度、拉伸倍率
38
15喷射成形
用喷枪将树脂、 助剂及切断的短 纤维同时喷射到 一定形状模具上, 达到一定厚度后 固化成形。特点: 成形效率高,制 品形状尺寸不受 限制,制品整体 性好,但场地污 染大。
39
.2塑料的二次加工
采用机械加工、 热成型、连接、 表面处理等工艺 将一次成形的塑 料板材、棒材、 片材及模制件等 制成所需的制品。 右图为有机玻璃 塑料经二次成形 得到的制品。
装置、卷取装置
控制系统
11
3、压注成型
主要用于热固性塑料的成型方法,有模压和层压法两种。 1)模压成形:压塑成形,原理将定量的塑料原料置于金 属模具中,闭合模具,加热加压,是塑料原料塑化流动充 满模腔,同时发生化学反应固化成形。
模具闭合 热固性塑料放入加 料室 受热熔融 塑料在压力 下经浇注系统充满型腔 固化 成型 开模取件
3612反应注塑成形有化学反应的注射成形方法将能发生化学反应的两种或多种液态单体或预聚体按一定比例混合立即注射到模具型腔中快速反应而固化成形冷却脱模后得到制3713手糊成形成形增强塑料以手工作业为主在涂有脱模剂的模具上均匀刷上一层树脂再将按要求剪裁成一定形状的片状增强材料铺贴在模具上如此重复直至达到所需厚度和预定形状
21
吹塑
一步法 挤—拉—吹瓶工艺流程图 1—挤出管坯;1—管坯定型;3—型坯移至拉伸吹塑模具; 4—拉伸吹塑;5—脱模
22
22
吹塑
吹塑成型工艺演示
23
23
吹塑
拉伸吹塑工艺控制 : 1、原材料的选择:由于拉伸制品要求具有较高的拉伸强度、 冲击强度、刚性、透明度和光泽、对氧气、二氧化碳和水蒸气 的阻隔性。主要应用的材料有:PET、PVC、PP、PC等。 2、型坯成型:透明度高,均质,内部无应变、外观无缺点 3、拉伸工艺 :拉伸温度、拉伸倍率
38
15喷射成形
用喷枪将树脂、 助剂及切断的短 纤维同时喷射到 一定形状模具上, 达到一定厚度后 固化成形。特点: 成形效率高,制 品形状尺寸不受 限制,制品整体 性好,但场地污 染大。
39
.2塑料的二次加工
采用机械加工、 热成型、连接、 表面处理等工艺 将一次成形的塑 料板材、棒材、 片材及模制件等 制成所需的制品。 右图为有机玻璃 塑料经二次成形 得到的制品。
装置、卷取装置
控制系统
11
3、压注成型
主要用于热固性塑料的成型方法,有模压和层压法两种。 1)模压成形:压塑成形,原理将定量的塑料原料置于金 属模具中,闭合模具,加热加压,是塑料原料塑化流动充 满模腔,同时发生化学反应固化成形。
模具闭合 热固性塑料放入加 料室 受热熔融 塑料在压力 下经浇注系统充满型腔 固化 成型 开模取件
3612反应注塑成形有化学反应的注射成形方法将能发生化学反应的两种或多种液态单体或预聚体按一定比例混合立即注射到模具型腔中快速反应而固化成形冷却脱模后得到制3713手糊成形成形增强塑料以手工作业为主在涂有脱模剂的模具上均匀刷上一层树脂再将按要求剪裁成一定形状的片状增强材料铺贴在模具上如此重复直至达到所需厚度和预定形状
《IML注塑成型技术》课件

成品外观及性能检测
1 2
尺寸检测
测量成品的尺寸,检查是否符合设计要求。
外观检测
观察成品表面是否光滑、平整,无划痕、凹陷等 缺陷。
3
功能性检测
根据产品用途,对成品进行相应的性能测试,如 耐磨性、耐冲击性、耐化学腐蚀性等。
06
IML注塑成型案例分 析
案例一:手机保护套IML工艺应用
总结词
手机保护套是IML工艺应用的重要领域,通过IML工艺可以制造出具有高附加值的保护 套产品。
在IML技术中,塑料原料的注入和模具的设计是关键环节 。同时,薄膜热成型技术的控制也是制造薄壁容器的关键 因素。通过精确控制这些因素,可以生产出具有优异性能 和外观的薄壁容器。
IML技术应用领域
IML技术应用领域:IML技术的应用领域主要包括食品包装、化妆品包装、药品包装等。
由于IML技术能够生产出具有优异性能和外观的薄壁容器,因此广泛应用于食品包装领域,如饮料瓶、调味品瓶等。此外,化 妆品包装和药品包装也是IML技术的应用领域,如洗发水瓶、牙膏管等。
03
根据不同的塑料制品和材料,可以选择不同类型的热压机,如平板热 压机和滚筒式热压机等。
04
在使用热压机时,需要注意温度、压力和时间的控制,以及设备的维 护和保养。
脱模机
脱模机是IML注塑成型技术中用于将塑料制品从模具中 脱出的设备。
根据不同的塑料制品和模具结构,可以选择不同类型的 脱模机,如气动脱模机和电动脱模机等。
模具加工
对模具进行精细加工,确 保模具的尺寸精度和表面 光洁度。
模具安装
将模具安装到注塑机上, 确保模具与机器的配合良 好。
注塑成型
注射
冷却
将熔融状态的塑料注射到模具型腔中 ,形成初步的塑料件。
《注塑专业技术》课件

精加工
对模具进行精细加工,确保模具达到设计 图纸要求的精度和表面质量。
热处理
根据模具材料和设计要求,对模具进行热 处理以提高其机械性能。
05
注塑制品的质量控制
注塑制品的质量标准
尺寸精度
注塑制品的尺寸、形状应符合设计要求,误差应 在允许范围内。
外观质量
注塑制品表面应光滑、无气泡、无杂质、无裂纹 等缺陷,色泽均匀。
温度调节系统
控制模具温度,确保 塑料在模具内保持适 当的成型温度。
注塑模具的设计要点
制品分析
对塑料制品的结构和工艺要求进行分 析,确定模具的基本结构和参数。
02
材料选择
根据模具的使用要求和加工工艺,选 择合适的模具材料。
01
03
精度设计
根据制品的精度要求,确定模具的制 造精度和装配精度。
脱模机构设计
加强员工培训,提高操作人员 的技能水平和质量意识。
06
注塑技术的发展趋势与展 望
新型注塑技术的研发与应用
微注塑技术
通过减小模具尺寸,实现小型化、精密化的 塑料制品生产。
热注塑技术
利用高温高压条件,实现高分子链的充分伸 展,提高制品的力学性能。
气体辅助注塑技术
利用气体在塑料成型过程中的作用,改善制 品的结构和性能。
注塑模具的设计与制造
注塑模具的结构组成
浇注系统
负责将融化的塑料注 入模具型腔,通常包 括主流道、分流道、 浇口和冷料井等部分 。
成型零件
包括型芯、型腔、嵌 件等,用于成型塑料 制品的外部和内部结 构。
导向系统
确保模具各部分按照 正确的方向进行运动 ,保证模具的正常运 行。
顶出系统
在塑料制品成型后, 将制品从模具中顶出 的系统,通常由顶杆 、顶板、回程杆等组 成。
注塑工艺及材料知识ppt课件
主流道 分流道
27
一.注塑模具结构
1.4.2 分型面与排气系统 分型面:打开模具取出塑件或浇注系统凝料的面。 排气系统:塑料熔体注入型腔,同时腔内空气需排出。
28
一.注塑模具结构
1.4.3 成型机构 构成模具型腔的零件:型腔、型芯、滑块、斜顶、镶件等。
滑块
型腔
成品
型芯 滑块
型芯
滑块
滑块
镶件
斜顶
29
原因分析与对策:
44
二.注塑成型缺陷及原因
2.3.2 缩水 溶胶转为固体时,肉厚处体积收缩慢,形成拉应力,若制品表面硬度不够,而又无胶补充,制品表面
便被应力拉陷。常见部位壁厚区,如加强筋或柱位与制品表面的交界处。
缩水:加强筋 附近
缩水:薄厚不均匀部位
缩水:温度控制不良
45
二.注塑成型缺陷及原因
原因分析与对策:
48
二.注塑成型缺陷及原因
33
一.注塑模具结构
1.4.6 侧向分型抽芯机构 液压侧抽芯机构:
母模 产品
型芯孔
公模
公模入子
液压缸
34
一.注塑模具结构
1.4.6 侧向分型抽芯机构 前模跑滑块机构:
大拉桿 彈簧
導套 小拉桿
錐度
定位環 注口襯套 母模仁
公模仁
上固定板 撥桿 母模板 耐磨板 滑塊
開閉器 固定塊 公模板
35
一.注塑模具结构
一.注塑模具结构
1.4 模具组成
• 浇注系统 • 分型面与排气系统 • 成型零件 • 导向与定位机构 • 脱模机构 • 侧向分型抽芯机构 • 调温系统 • 其它零部件
26
一.注塑模具结构