ASME IX Q345B+20SiMn焊接工艺规程WPS-1909 A版
ASME WPS&PQR及报告

BASE METALS 母材 (QW-403)
P-No.分类号 25
Group No.组号 /
to P-No.与分类号 21 Group No.组号 /
Specification Type and Grade 钢号和等级号为
NA
to Specification Type and Grade 与钢号和等级号为
Other 其它:
NO 无
Weld Layer(s)
焊层
Process 焊接方法
Filler Metal 填充金属
Class 种类
Dia. 直径 (mm)
Current 电流
Type Polar. Amp.Range 极性 电流范围(A)
Volt Range 电压范围
(V)
Travel Speed 焊接速度范围
Single or Multiple Electrodes 单丝焊或多丝焊: NA
Travel Speed (Range) 焊接速度范围: No Limited 不限
Peening 有无锤击:
NO 无
Other 其它: 1、Closed to Out Chamber 闭室焊室外焊 NA
2、 Space of Electrodes 电极间距 NA
(mm/min)
Other 其它
1
GTAW ER5183
¢4
AC
220~260
18~22
NA
无
2
GTAW ER5183
¢4
AC
220~270
18~22
NA
无
Procedure Qualification Records 焊接工艺评定记录(PQR)
20#钢焊接工艺规程

流量(L/min)
保护气体:Ar
99.99%
10-15
尾部气: /
/
/
背部气: /
/
/
电特性:
电流种类:直流
极性:GTAW 正接
SMAW 反接
送丝速度: 3-7cm/min
熔滴过渡形式:焊丝为熔滴过度 焊条为短路过度
钨极类型及尺寸:WCE-20 Φ2.5
焊丝规格为Φ2.5 的 H08Mn2SiA,电流大小为 110-140A,电压为 10-15V。
艺参数。
注:此焊接工艺规程可适用于 20#、Q235B、Q235C、Q235D、Q235E、
Q235AF 等材质的焊接。
编制人 日期
审核 日期
批准 日期
钢 (合 金 钢 )
P
c
α
2
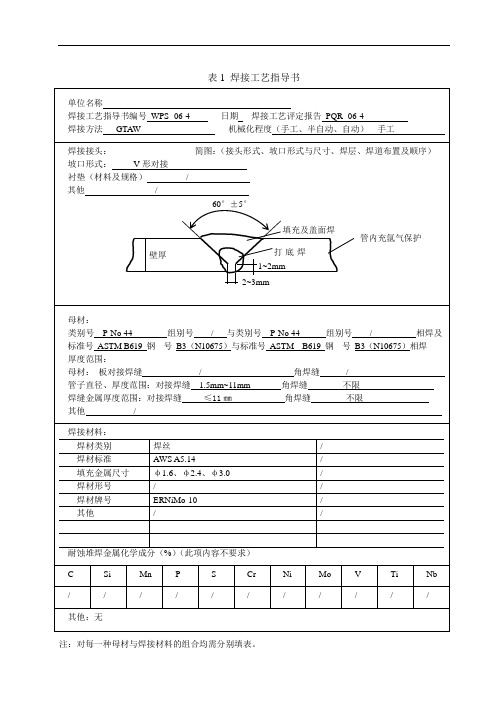
1~1.5 60±5
2.5
2
60±5
2.5
2~3 60±5
接头制备要求: 1) 钢板切割采用机械加工,加工完之后,必须把接口打磨平整。 2) 施焊前必须将坡口及内外侧表面不小于 20mm 范围内的杂质、污物、毛刺和镀锌层等清理干净。 3) 钢板组对时,内壁错边量不应超过母材厚度的 10%,且不大于 2mm。
焊条规格为Φ2.5 的 J427,电流大小为 70-90A,电压为 20-25V。
焊条规格为Φ3.2 的 J427,电流大小为 90-110A,电压为 20-25V。
焊条规格为Φ4.0 的 J427,电流大小为 120-160A,电压为 20-25V。
当壁厚为 14-16mm 时,打底选择Φ2.5 H08Mn2SiA,打底一层;填充选择Φ3.2 的 J427 焊条, 填充 4 层;盖面选择Φ3.2 的 J427 焊条,盖面摆动焊道: 摆动
WPS焊接工艺指导书
1
2
448.6316
0.001886
26.7468
24.6422
2
2
553.8421
2
母材
0.001873
28.5876
26.8517
1
2
456.8158
0.001873
26.8517
24.9090
2
2
511.2368
3
焊缝
0.001879
28.7392
27.1433
1
2
418.3158
φ1.6、φ2.4、φ3.0
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
其他:无
注:对每一种母材与焊接材料的组合均需分别填表。
表B1(完)
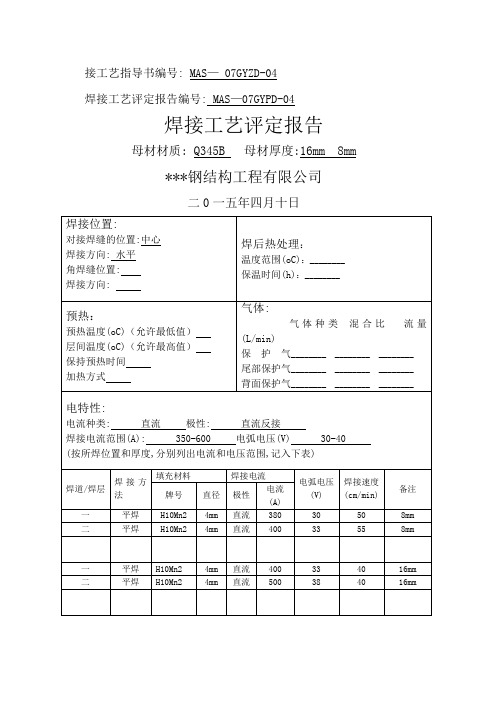
焊接位置:
对接焊缝的位置1G
焊接方向:立向上
角焊缝位置不限
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:ASTM B619
钢号:B3(N10675)
类、组别号:P-No 44与类、组号P-No 44相焊
厚度:5.5mm
直径:φ325
其他:/
焊后热处理:
热处理温度温度(℃)/
保温时间(h)/
保护气体:
焊接工艺评定表格ASME

尾部保护气:///
背面保护气:///
其它:
电特性(QW-409)
焊道
焊接方法
填充金属
电流类型和极性
安培
(A)
送丝速度(cm/min)
能量或功率
(kj/cm)
焊接速度
(cm/min)
电压(V)
其它
牌号
直径
安培、电压和功率或能量范围宜按每种焊条(焊丝)尺寸、位置和厚度等分别记录。
脉冲电流:热输入(最大):
破坏性质和位置
导向弯曲试验(QW-160)
类型和图号
结论
韧性试验(QW-170)
试样No.
缺口位置
试样尺寸
试验温度
冲击吸收功
落锤试验
(Y/N)
lbf·ft
剪切面%
10-3in
说明:
角焊缝试验(QW180)
结果是否满意:是否熔透母材:是否
宏观检测结果:
其它试验
试验类型:
熔敷金属成分:
其它:
焊工姓名钢印号
试件厚度:
试件直径:
最大焊道厚度:
其他
焊后热处理(QW-407)
温度(℃)/
时间(h)/
其它:
气体(QW-408)
气体混合比流量(L/min)
保护气:///
尾部保护气:///
背面保护气:///
其他
填充金属(QW-404)
SFA No.:
AWSNo.:
填充金属F—No.:
填充金属A—No.:
填充金属尺寸:
焊接速度:
直进焊或横摆焊:
横摆参数:
每侧单道焊或多道焊:单道焊
多丝焊或单丝焊:/
Q345焊接工艺规程

Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
焊接工艺评定报告(Q345B)
焊工代号
施焊日期
编
制
日
期
审
核
日
期
批
准
日
期
H10Mn2
4mm
直流
400
33
55
8mm
一
平焊
H10Mn2
4mm
直流
400
33
40
16mm
二
平焊
H10Mn2
4mm
直流
500
38
40
16mm
16mm
钨极类型板直径:__________________________喷嘴直径(mm)________________________
熔滴过度形式:___________________________焊丝送进速度(cm/min)随电流大小自动调整
焊接方法埋弧焊机械化程度(手工、半自动、自动)半自动
焊接接头:
坡口形式:V型、X型
衬垫(材料及规格):焊剂J431
其他:______________________
简图:(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)
母材:
标准号GB/1591-94钢 号Q345B
厚度范图:
母材:对接焊缝16mm与16mm/ 8mm与8mm角焊缝
(mm)
弯心直径
(mm)
弯曲角度
(o )
试验结果
冲击试验试验报告编号:_______________
试样编号
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸收功
备注
金相检验(角焊缝):
根部:(焊透、未焊透)_______________,焊缝:(熔合、未熔合)___________________,
20#钢焊接工艺规程

焊接工艺规程
焊接工艺规程编号
SGNXMGY-02
页数
2
工程名称:
所施焊部位材质:材质为20#
焊接工艺评定报告:Fe-1-G9-(GTAW+SMAW)V5G
焊接工艺评定标准:NB/T47014-2011
焊接方法:GTAW+SMAW
焊接接头:
坡口形式:V型坡口
简图
碳钢(合金钢)
δ
P
c
尾部气:///
背部气:///
电特性:
电流种类:直流极性:GTAW 正接 SMAW反接
送丝速度:3-7cm/min熔滴过渡形式:焊丝为熔滴过度焊条为短路过度
钨极类型及尺寸:WCE-20Φ2.5
焊丝规格为Φ2.5的H08Mn2SiA,电流大小为110-140A,电压为10-15V。
焊条规格为Φ2.5的J427,电流大小为70-90A,电压为20-25V。
α
2t3
2
1~1.5
60±5
3t6
2.5
2
60±5
6t20
2.5
2~3
60±5
接头制备要求:
1)钢板切割采用机械加工,加工完之后,必须把接口打磨平整。
2)施焊前必须将坡口及内外侧表面不小于20mm范围内的杂质、污物、毛刺和镀锌层等清理干净。
3)钢板组对时,内壁错边量不应超过母材厚度的10%,且不大于2mm。
编制人
审核
批准
日期
日期
日期
350/1
焊缝熔敷金属厚度
其它
焊接位置:
坡口对接焊缝位置:5G
角焊缝位置:/
焊接方向:向上
预热:/
预热温度(℃):/
焊接工艺规范

焊接工艺规范文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)焊接工艺制度本工艺规范规定了氩弧焊、CO气体保护焊、电容储能焊设备、材料、焊接准备、焊接工艺2参数、焊接操作工艺流程;适用于公司各种钣金件和结构件的焊接工序。
1.材料焊丝、技术图纸和有关技术资料规定的半成品零部件和辅料。
2.设备及工具3.1交(直)流脉冲氩弧焊机、CO2保护焊机、电容储能螺柱焊机。
3.2电焊钳、面罩。
3.3平台。
3.4钢卷尺、角尺。
3.5各种焊接夹具、手锤等。
3.焊接技术标准4.1材料的焊接特性4.2.1钢材的可焊性18Ni9不锈钢等可焊性良好,焊接牢固、变碳钢,如A3、10#、20#、25#以及1Cr13不锈钢的冷裂倾向和变形形小、易保证焊接后的尺寸精度;中碳钢以及1Cr大,只有在合适的工艺规范下,才能保证焊接的进行。
4.2.2有色金属的可焊性有色金属中的黄铜(H62)的可焊性良好,铜(T2)铝镁合金(LF2 LF5)及铝锰合金(LF12)一般,铝铜镁合金(LY12)较差。
4.2.3异种金属的可焊性异种金属的焊接,在产品中也有应用,例如在碳钢上焊接不锈钢和铜螺钉。
一般情况下,碳钢、黄铜和不锈钢之间可焊性良好,铜与碳钢、黄铜和不锈钢可焊性尚可,铝与碳钢、黄铜和不锈钢不可焊,铝与铜之间可焊性尚可。
4.2.4电容储能焊螺柱的可焊性A3、1Cr18Ni9不锈钢、黄铜材质的储能焊螺柱与以上材质的板材之间可焊性良好,在铝材质板材上只能用铝储能焊螺柱。
4.2焊缝坡口的基本尺寸合理的焊缝的坡口,可以保证尺寸精度、减少焊接变形,般焊缝坡口的工件厚度、坡口形式、焊缝形式、坡口尺寸,见下面要求:1)工件厚度为1-3mm时,两件同一平面对缝焊接,一般采用一面焊接,缝间距为.。
2)工件厚度为3-6mm时,两件同一平面对缝焊接,一般采用两面焊接,缝间距为.。
3)工件厚度为1-3mm时,两件L型对缝焊接,一般采用一面焊接,缝间距为0-2mm.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
评定的厚度范围:Thickness Range:母材Base Metal:坡口焊缝Groove:16-200mm角焊缝Fillet:所有All
最大焊道厚度Maximum passthickness:≤13mm
预热温度和预热方式
Preheat TemperatureandMethod
Minimum95℃,火焰或电加热Flame or Electric
最高层间温度
Interpass Temperature, Maximum
300℃
预热保持时间和温度
Preheat Maintenance
不要求Not required
不使用Without
合金焊剂成分Alloy elements
不使用Without
焊接位置POSITIONS(QW-405)
坡口焊缝位置Position(s) of Groove
1G
角焊缝焊缝位置Position(s) of Fillet
1G
焊接方向Welding Progression:
--
预热PREHEAT(QW-406)
直进焊或摆动焊
String or WeaveBead
直进焊string
嘴孔或喷嘴尺寸
Orifice or Gas Cup Size
--
打底焊道和中间焊道清理方法
Initial and Interpass Cleaning
刷或打磨BrushingorGrinding
背面清根方法
Method of Back Gouging
最长时间Maximum time limit:≤4.375h
气体GAS(QW-408)N/A
气体
Gas(es)
混合比量
Mixture
流量
Flow Rate
焊接保护气Shielding
--
--
--
尾部保护气Trailing
--
--
--
背面保护气Backing
--
--
--
焊接技巧TECHNIQUE(QW-410)
电压
Volt Range
(V)
焊接速度
Travel Speed Range
(mm/min)
热输入
Heat Input
(J/mm)
种类Class
直径Dia.(mm).
类型和极性Polar
安培Amp. Range
衬垫、清根坡口焊缝或角焊缝
Grooveor filletwelds With Backing or gouging
焊后热处理POSTWELD HEAT TREATMENT(QW-407)
温度范围Temperature Range
590-610℃
时间范围Time Range
最短时间Minimum time limit:
壁厚T≤50mm, 1hr/25mm,15min minimum ;壁厚T>50mm,2hrs plus 15 min for each additional 25mm over 50mm
根部间隙:见接头图See Sketch
the root spacing
衬垫Backing:
有或无With or without
成型块Retainers:无Without
母材BaseMetals(QW-403)
材料标准号Base Metal Specification:GB/T 3274;材料等级Grade:Q345B与to
SAW
H10Mn2+
HJ431
5.0
直流反接DCEP
500-800
28-34
350~600
≤4663
*注Note:QW-403.13, QW-407.4, QW-408.10, QW-410.11,QW-410.64 Not applicable.
XXXXXXXXXX有限公司
焊接工艺规程(WPS)
公司名称:
Company Name
XXXXXXXXXX有限公司
编制
Prepared
审批Approved
WPS NO.
WPS-1909
版本REV.
A
日期Date
2019.09.02
PQR No
PQR-1909
焊接方法Welding Process
SAW
自动化程度TYPE(S)
机械化焊Machine(SAW)
接头JOINTS(QW-402)
详图:
接头型式按图纸要求
Joint design may be per applicable drawing requirement
接头型式:坡口对接或角焊缝
Joint Design:Grooveor Fillet
常州市运河焊材有限公司/池州市秋浦焊剂厂
焊丝/焊剂标准和型号Wire/Fluxspecification& class
GB/T 14957/GB/T 5293 F5P0-H10Mn2
填充金属尺寸Size of Filler Metals
Φ5.0mm
评定的焊缝金属厚度范围Weld MetalThickness Range:
坡口焊缝Groove
Max:200mm
角焊缝Fillet
所有All
焊剂类型Flux type
中性Neutral
可熔化嵌条Consumable Insert
--
回用重碎渣Recrushed slag
不使用Without
附加填充金属Supplemental
不使用Without
合金元素成分Alloy flux
焊接方法Welding Process
SAW
填充金属FillerMetals(QW-404)
SFANo.
SFA 5.17 F7P0-EH14
F-No.
6
A-No.
1
焊丝/焊剂商标牌号Wire/Fluxdesignation/trade name
H10Mn2/ HJ431
焊丝/焊剂生产厂家Wire/FluxManufacturer
单极焊Single Electrode
锤击有无Peening
无No
导电嘴到工件距离Tube-work distance
20-40mm
电特性ELECTRICAL CHARACTERISTICS(QW-409)
焊层Weld Layers
焊接方法
Prห้องสมุดไป่ตู้cess
填充金属*
Filler Metal
电流
Current
需要时,采用气刨、机械加工、凿或打磨的方法
Arcgouging,maching,chipping or grinding,when applicable
每侧多道焊或单道焊
Multiple or Single Pass (Per Side)
多道焊MultiplePass
多极焊或单极焊
Multiple or Single Electrodes