EDI技术取代复床_混床除盐工艺的应用
EDI在除盐水系统的应用及分析

EDI在除盐水系统的应用及分析宋子维,张 琰,高贵蓉,冯 爽,魏广春(中国石油长庆石化公司,陕西省咸阳市712000)摘要:传统的除盐水系统基于反渗透加混床离子交换工艺,工艺复杂,出水水质较差,且混床再生过程中产生大量的含酸、含碱废水。
而反渗透加EDI(连续电除盐技术)系统的工艺废水排放量较少,运行维护简单,不产生含酸、含碱废水,产品水电导率降低至0.10μS/cm以下,钠、硅离子质量浓度控制在10μg/L以下,水质明显提升,是理想的除盐水系统工艺。
对EDI在除盐水系统中的应用进行详细介绍,并对比分析了EDI模块更新前后的能耗、节能减排、经济效益和运行操作方面的不同,与MK 2模块相比,产水电导率进一步降低至0.06μS/cm以下,且在节能减排和经济效益方面表现突出。
关键词:EDI 除盐水 混合离子交换 水质 节能 经济效益 除盐水系统工艺按除盐原理不同可以分为物理除盐、化学除盐及膜分离除盐[1]。
除盐技术经历了从高能耗、高成本、操作复杂、环境污染到低能耗、低成本、易操作、环境友好的发展过程[2]。
EDI(Electrodeionization)又称连续电除盐技术,科学地将电渗析技术和离子交换技术融为一体,通过阳、阴离子膜对阳、阴离子的选择透过作用以及离子交换树脂对水中离子的交换作用[3],在电场的作用下实现水中离子的定向迁移,从而达到水的深度净化除盐,并通过水电解产生的氢离子和氢氧根离子对装填树脂进行连续再生,从而生产超纯水[4]。
1 反渗透加EDI和反渗透加混床的工艺比较反渗透膜技术已广泛地应用到海水淡化、苦咸水除盐及城市污水深度处理等领域,如在电力行业应用的反渗透 混合离子交换除盐工艺、反渗透 EDI工艺,美国在21世纪对城市污水进行的深度处理就采用了反渗透膜技术[5]。
EDI技术自1997年后才进入中国,近几年在制药、电子、石化等行业快速发展,在研发方面也取得部分专利[6]。
中国石油长庆石化公司除盐水站现有两套除盐水系统,分别采用两种工艺:除盐水系统(一)采用反渗透加混合离子交换工艺,除盐水系统(二)采用两级反渗透加EDI工艺。
电除盐(EDI)技术在锅炉补给水系统中的应用
电除盐(EDI)技术在锅炉补给水系统中的应用本文分析了电除盐(EDI)技术的应用前景,并对电除盐(EDI)技术的原理进行了解释;通过对电除盐(EDI)技术在高温高压机组锅炉补给水系统中的应用以及应用过程中产生的问题进行研究、分析、检验;阐述了高参数机组化学水处理系统电除盐(EDI)技术应用中应注意的问题以及预处理的工艺。
标签:EDI技术;锅炉补给水1 前言在地表水污染日趋严重的今天,水资源匮乏加剧,已成为我国经济和社会发展的重要制约因素。
作为用水大户的高参数机组,锅炉补给水品质要求高,全膜处理技术在高参数机组电厂水处理系统中的应用优势日益突显;随着膜技术的推广以及成本的减低,全膜处理技术也在电力行业得到广泛应用;电除盐技术(EDI)作为取代混床的一种新技术,具有出水品质好,无需酸碱再生,不会对环境造成污染,也逐渐为人们所认可。
电除盐技术(EDI)是一种将电渗析和离子交换树脂相结合的除盐新工艺。
其在电除盐过程中,与传统离子交换一样,进水中的阳离子和阴离子与离子交换树脂中氢离子和氢氧根离子交换,生成水的过程。
关键区别在于,电除盐技术中离子交换树脂持续不断进行再生,而传统的离子交换过程中,化学再生过程是间歇的。
电除盐技术内的连续再生是借助于离子交换膜和施加的电流以电化学的方法来实现的,再生过程无需添加化学试剂,再生所需要的氢离子和氢氧根离子借助于常见的水电解反应。
EDI技术在锅炉补给水系统中的应用逐渐广泛,但是应用中存在的一些问题也逐渐凸显出來。
2 EDI技术在锅炉补给水系统应用中出现的问题在某钢铁集团综合利用自备电厂项目中,配套的锅炉补给水系统出力为160t/h,系统原水取自厂区一级除盐水管网,锅炉补给水处理系统采用了电除盐(EDI)工艺,对一级除盐水进行深度处理。
自备电厂锅炉补给水处理系统工艺流程为:一级除盐水(接自厂区管网)→一级除盐水箱→EDI提升泵→EDI装置→精除盐水箱→精除盐水泵→主厂房用户该工程锅炉补给水系统配置为3套出力为54 t/h的EDI装置以及配套的水箱、提升泵、化学清洗装置等;每套EDI装置由9个EXL-700型EDI模块以及配套电源组成,电源采用三拖一模式。
电除盐新型工艺(EDI)在电厂化水系统中的优劣势分析

J u n e 2 O 1 4
No.1 1 Tot a 1 No .3 09
第 1 1期 总 第 3 0 9 电 除 盐 新 型 工 艺 ( E D I ) 在 电 厂 化 水 系 统 中 的 优 劣 势 分 析
白清 亮
( 神华 胜利能源分公司 , 内蒙古 锡林浩特 0 2 6 0 0 0 )
1 基 本 工 作 原 理
1 . 1 电 除 盐 ( EDI )
( RO) 配 合使 用 , 组成 预处理 、 反渗 透 、 EDI 装 置 除盐 的处 理 系统 , 可 取 代 传 统 水 处 理 工 艺 的 一 级 复 床 + 混床 系统 离子交 换 系统 ( 阳 床 + 除 碳 器 + 阴 床 + 混 床) 。 以 神 华 胜 利 发 电 厂 2× 6 6 0 MW 机 组 化 学 除 盐 系统设 计 为例 。 传 统 工艺 流程 : 原 水 预 处 理 一 淡 水 箱 一 淡 水 泵 一 阳 床 一 除 碳 器 一 阴 床 一 混 床 一 除 盐 水 箱
摘 要 : 介 绍 了 EDI除 盐 系 统 的 基 本 工 作 原 理 , 对 比 了 EDI除 盐 系 统 和 传 统 除 盐 系 统 的 优 缺 点 , 分 析 了 EDI除 盐 系 统 的 适 用 性 。 关 键词 : 柔性基 础 下 复合地基 ; 解析 解 ; 荷 载传 递 ; 相 对 滑 移 中图分 类 号 : TM 6 2 1 . 8 文献 标识 码 : A 文 章编 号 : 1 O O 7 — 6 9 2 1 ( 2 0 1 4 ) l 1 一 O O 8 5 —0 2
同时水分子在电混床离子交换系统的除盐过程是间断式的当运场作用下产生氢离子和氢氧根离子这些离子对离行的交换器达到周期制水量或出水指标超标时交子交换树脂进行连续再生以使离子交换树脂保持换器必须停止运行进行酸碱再生有时会影响正常最佳状态
Electropure EDI 产品优势
Electropure EDI 产品优势
EDI技术简介:
EDI(电去离子)又称为填充床电渗析, 是离子交换树脂和电渗析工艺的组合工艺。
在电去离子的工作过程中, 离子在直流电场的作用下透过离子交换膜, 而纯水透过离子交换树脂层进行净化后产出超纯水。
在电力、化工、钢铁、制药等领域,电去离子可以替代混床生产符合要求的纯化水。
而且由于电去离子不需要酸碱再生,出水品质稳定等优势,目前电去离子技术在各个水处理领域逐步替代混床,得到广泛的应用。
EDI技术优势:
二级除盐革命性高新技术
能够替代混床
设备紧凑、占地面积小
自动化程度高,运行简单
无须酸碱药剂再生
运行费用较低
不产生大量废水
对环境友好、更环保
EDI产品优势:
“Electropure EDI ”于2009年在全球率先推出大流量模块“EXL”系列,一经推出了即引领EDI技术的革新和推动水处理行业的发展,至今已有数百套系统在安全、稳定运行。
其中,“EXL-850”以较高的制水能力、高品质的产水水质、精美的外观设计,成为“EXL”系列中的佼佼者,已广泛应用于全球众多领域,为电力、石化、冶金、电子半导体、制药、太阳能、光伏等行业提供优质的除盐水、超纯水。
“EXL-HTS-810”作为业内唯一一款大流量高温消毒型EDI,广泛应用于精细日化、制药行业的超纯水、纯化水制备。
材质符合美国FDA和GMP相关标准,外观采用区别于EXL-850工业标准型的乳白色,更符合应用行业的使用习惯。
EDI应用
EDI应用:EDI是二级除盐革命性的高新技术-完全替代混床;EDI是一种电去离子技术、电再生技术,不需要酸碱化学药剂用于树脂再生,不产生大量酸碱废水具有超强环保优势,并具有占地小、运行费用低、运行稳定管理方便等诸多优势主要应用于电力、石油、化工、冶金、医药和电子半导体等行业。
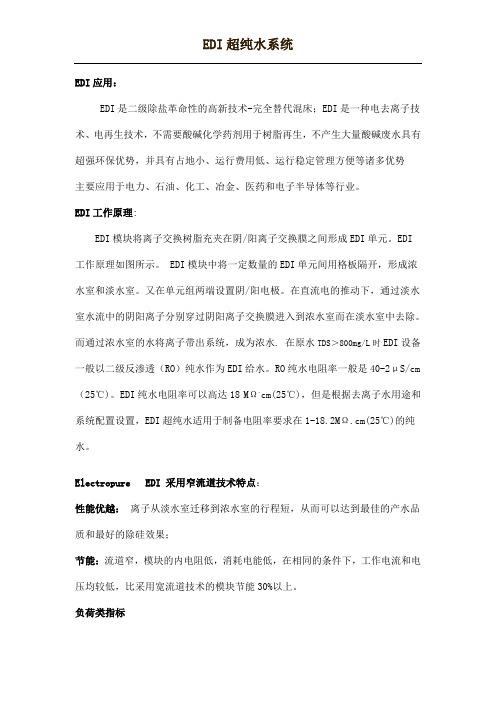
EDI工作原理:EDI模块将离子交换树脂充夹在阴/阳离子交换膜之间形成EDI单元。
EDI工作原理如图所示。
EDI模块中将一定数量的EDI单元间用格板隔开,形成浓水室和淡水室。
又在单元组两端设置阴/阳电极。
在直流电的推动下,通过淡水室水流中的阴阳离子分别穿过阴阳离子交换膜进入到浓水室而在淡水室中去除。
而通过浓水室的水将离子带出系统,成为浓水. 在原水TDS>800mg/L时EDI设备一般以二级反渗透(RO)纯水作为EDI给水。
RO纯水电阻率一般是40-2μS/cm (25℃)。
EDI纯水电阻率可以高达18 MΩ.cm(25℃),但是根据去离子水用途和系统配置设置,EDI超纯水适用于制备电阻率要求在1-18.2MΩ.cm(25℃)的纯水。
Electropure EDI 采用窄流道技术特点:性能优越:离子从淡水室迁移到浓水室的行程短,从而可以达到最佳的产水品质和最好的除硅效果;节能:流道窄,模块的内电阻低,消耗电能低,在相同的条件下,工作电流和电压均较低,比采用宽流道技术的模块节能30%以上。
负荷类指标1) PH值:5.0 to 9.5 (pH 7.0 至 8.0之间EDI有最佳电阻率性能,但硬度要低于常规值),注意到典型的低PH值进水时由于CO2的存在而导致产水质量下降。
2)电导率:1-20 μS/cm。
最佳电导率在2-10 μS/cm。
最大电导率50μS/cm。
3)总CO2:建议小于5 ppm。
高于10 ppm时,产水品质很大程度上依赖于CO2水平和PH值4)硅:最大0.5 ppm. 反渗透RO产水典型范围是50-150 ppb结垢污染类指标1)硬度(以CaCO3计):最大1.0 ppm,在90%回收率时。
EDI技术
什么是EDI?电除盐或EDI,是一种无需使用酸碱、利用直流电源从原水中连续去除离子的过程。
它通常用于取代传统的混床,实现反渗透产水的深度脱盐。
EDI的使用消除了混床所需的酸碱储存、再生、废水中和系统,是一种经济、环保的新技术。
专利的EDI元件将螺旋卷式膜和离子交换树脂密封在一个高强度的玻璃钢容器中。
EDI能够生产出18+ M-cm的超纯水,且具有很高的硅、硼的去除率。
EDI是第一个能够真正经济地替代反渗透后混床的深度脱盐产品。
螺旋卷式EDI是如何工作的?EDI利用电场作用将离子连续地从进水中迁移到浓水一侧,同时电流促使水分子分解成H+和OH-,从而连续再生树脂。
EDI专利的浓、淡水流道设计使EDI元件具有独特的优势。
进水(淡水)从底部进入到EDI元件,经进水分布器后进入垂直的淡水室,并流经填充于淡水室的离子交换树脂层。
浓水从底部通过中心管进入到元件,经布水机构进入浓水室。
在直流电场作用下,一小部分水分子分解成为H+(氢离子)和OH-(氢氧根离子)。
这些H+和OH-持续地再生填充于淡水室的离子交换树脂。
带正电荷的阳离子和带负电荷的阴离子分别被吸附到相应的树脂上,在电场作用下,通过相应的树脂迁移,穿过阴、阳膜进入浓水室而被除去。
其中阴膜仅允许阴离子通过,阳膜仅允许阳离子通过。
因此,通过离子交换、水分解,离子迁移以及再生等多种作用,进水中的离子连续进入浓水室而被去除,高纯度的淡水连续从淡水室流出,从而实现水的深度脱盐过程。
螺旋卷式EDI的优点高硬度耐受能力:EDI的专利浓水流态设计不同于传统板框式EDI的同向流动设计。
这种独特的流态设计使得其元件可以更好地消除引起结垢的因素,使其对进水硬度的要求放宽到2ppm(CaCO3计)。
因而在有些应用场合可以省去其他EDI所必需的软化器或者二级反渗透,降低用户的投资。
可更换性:EDI是唯一可以方便更换树脂和膜的EDI产品。
该特点大大延长了EDI的使用寿命,可以显著降低用户的运行成本。
EDI高纯水技术代替混床技术的发展阶段
EDI高纯水技术代替混床技术的发展阶段EDI是水处理技术上一项革命性进步。
该技术应用电再生离子交换除盐工艺取代传统混合离子交换除盐工艺DI。
通过离子交换树脂及选择性离子膜达到高脱盐效果,与反渗透结合的联合工艺使产水水质可达10~15MΩ·CM的高规格产水。
EDI高纯水技术代替混床技术的发展阶段EDI(Electrodeionization)是一种具有革命性意义的水处理技术,它巧妙地将电渗析与离子交换有机地结合在一起的膜分离脱盐工艺,属高科技绿色环保技术。
EDI净水设备具有连续出水、无需酸碱再生和无人值守等优点,已在制备纯水的系统中逐步代替混床作为精处理设备使用。
这种先进技术的环保特性好,操作使用简便,愈来愈多地被人们所认可,也愈来愈多广泛地在医药、电子、电力、化工等行业得到推广,至今国际上已有3千多套EDI装置在运行,总容量已超过3万M/H。
它的出现是水处理技术的一次革命性的进步,标志着水处理工业最终全面跨入绿色产业的行业EDI高纯水技术的发展发展阶段、原理及特点一、高纯水水处理技术的发展阶段第一阶段:预处理——>阳床——>阴床——>混合床第二阶段:预处理——>反渗透——>混合床第三阶段:预处理——>反渗透——>EDI装置反渗透(RO)技术是一种利用膜分离去除水中离子的方法,尽管反渗透系统将水中95%-98%的离子去除,但还不能满足工业生产的要求,其后续工艺必须使用离子交换设备。
近几十年以来,混合床离子交换技术一直作为纯水制备的标准工艺。
由于其需要周期性的再生且再生过程中使用大量的化学药品(酸碱)和纯水,因此已很难满足于无酸碱纯水系统。
正因为传统的离子交换已经越来越无法满足现代工业和环保的需要,于是将膜和树脂结合EDI技术成为水处理技术的一场革命。
其离子交换树脂的的再生使用的是电,而不再需要酸碱,因而更满足于当今世界的环保要求。
自从1986年EDI 技术工业化以来,全世界已安装了近2000套EDI 系统,尤其在制药、半导体、电力和表面冲洗等工业中得到了大力的发展,同时在废水处理、饮料及微生物等领域也得到广泛使用。
EDI连续电再生除盐技术应用
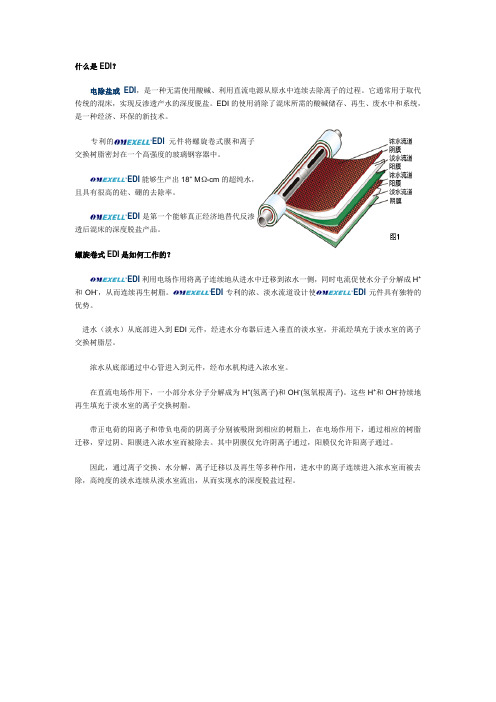
Feed Water
5.5 - 6.0 uS/cm 55.0 ppb SiO2 110-120 ppb TOC
E-CellTM Product
17.8-18.0 Mohm.cm (0.056 uS/cm)
TVA Specification
>16.7 Mohm.cm (<0.06)
4.06 ppb SiO2
observed. 由于有热量散发,所以进入EDI的水量必须大于 安全值
EDI 的特性
Time
8:54 9:23 9:51 10:20 10:48 11:17 11:46 12:14 12:43 13:11 13:40 14:09 14:37 15:06 15:34 16:03 16:31
0
5
10
• In collaboration with Ecolochem
• Existing 200 gpm (45 m3/h) system
• Install 100 gpm (23 m3/h) EDI SystemTM
...divert 50% of RO product into EDITM
• Operated by client water technician
CO2
TOC
SiO2
No NaOH Injection
14 Mohm.cm* 8-10 ppm 850 ppb 55 ppb
NaOH injection (pH=8)
17.8 Mohm.cm*
<1.25 ppm
110 ppb
51 ppb
*Resistivity readings are approximate
流程图:
预处理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1工程概况四川天微电子有限责任公司生产用高纯水原有工艺为预处理+一级反渗透+复床+混床。
其产水电阻率稳定在12M Ω·cm 左右,基本满足生产水质要求。
但由于纯水除盐系统多年运行,系统处理单元滋生了微生物,反渗透(RO )单元结垢,复床+混床被胶体污染,导致纯水系统水量偏小,产水电阻率<10M Ω·cm ,远达不到用水水质标准。
为了满足生产用水水质更高更稳定的要求,综合考虑到产水水质、初期投资、运行成本和节能环保等多种因素,设计了新的纯水除盐系统,采用沙滤+炭滤+软化+一级RO +EDI 工艺。
此工艺运用先进的电去离子(EDI )技术取代了传统的复床+混床除盐工艺。
EDI 工艺流程见图1。
2主要构筑物及特点2.1预处理2.1.1砂滤采用全自动砂滤器,主要除去水中颗粒状杂质、铁锈、悬浮物、胶体。
使其出水的污染指数SDI 大幅度降低,滤料选用水处理专用石英砂。
采用自动控制阀,定时自动反洗,正洗。
2.1.2炭滤采用全自动活性炭过滤器,主要去除水中的残留有机物、胶体、色、味、余氯等物质。
使其出水满足后续工艺的进水要求。
滤料选用水处理专用果壳活性炭。
采用自动控制阀,定时自动反洗,正洗。
2.1.3软化采用软水器软化进水,以防止RO 装置浓水侧LSI 在大于0.2时,反渗透浓水端,特别是反渗透压力容器中最后一根膜元件的浓水侧出现结垢的现象,以保证反渗透装置的稳定运行。
同时也减轻了EDI 的除盐负荷,使RO+EDI 的进水水质改善。
采用自动控制阀,定时自动反洗,再生,正洗。
2.1.4保安过滤器5μm 保安过滤器的作用是防止前端预处理过滤器的非正常运转(如反冲洗后滤层尚未形成或其它因素造成)状况时造成对后续RO+EDI 的损坏,对其进行最后把关。
2.2单级反渗透单级RO 装置采用具有高度选择透过性的反渗透膜,使水中的无机盐、有机物、细菌、病毒、热原等去除率达到98%以上,具有操作简单、能耗低、无污染等优点,现已被广泛应用于医药、电子、饮用水、化工等行业。
为保证后续EDI 装置正常稳定运行,在单级RO 进水管端增加pH 调节系统,将pH 调至7.5~8的弱碱性。
以解决单级反渗透产水不能消除水中CO 2对EDI 膜堆带来的损坏问题。
单级反渗透产水至系EDI 技术取代复床+混床除盐工艺的应用彭柯1,2,何龙1,郑爽英2,王波1(1.成都蜀源水处理科技有限责任公司,四川成都610055;2.西南交通大学环境科学与工程学院,四川成都610031)摘要:在纯水除盐工艺改造中,运用EDI 技术代替传统复床+混床除盐工艺的工程实例以及应用经验,并对两种工艺进行了比较。
结果表明,EDI 工艺的出水水质更好,运行更稳定,且具有操作简便、运行过程环保的特点。
关键词:超纯水;电去离子(EDI );除盐系统中图分类号:TQ028.8文献标识码:B文章编号:1000-3770(2011)08-0124-003收稿日期:2010-10-25作者简介:彭柯(1986-),男,硕士研究生,从事水处理研究理论与技术方面工作;E-mail :pengke_1986@图1EDI 工艺流程Fig.1Flow chart of EDI processROEDIEDI第37卷第8期2011年8月水处理技术TECHNOLOGY OF WATER TREATMENT Vol.37No.8Aug.,2011124统的中间水箱,以保证后端EDI进水流量的稳定。
2.3EDI与复床+混床的比较原深度除盐系统采用的是传统的复床+混床工艺,此工艺是利用离子交换树脂能够从水溶液中吸着某种(类)离子,而把本身所具有的另外一种相同电荷符号的离子等摩尔量地交换到水溶液中去[1]。
由于离子交换剂交换容量有限,当交换完毕后,需用带有本身离子的再生剂再生,以恢复其交换功能。
因此,这一系统需要消耗大量的酸、碱溶液去再生离子交换树脂,从而产生一定量的酸、碱性废水,污染环境,运行成本较高。
根据前3年原有运行数据,其运行成本为10元·m-3。
EDI连续电除盐是利用阴、阳离子膜,采用对称堆放的形式,在阴、阳离子膜中间夹着阴、阳离子树脂,分别在直流电压的作用下,进行阴、阳离子交换。
而同时在电压梯度的作用下,水会发生电解产生大量H+和OH-,这些H+和OH-对离子膜中间的阴、阳离子树脂不断地进行再生[2]。
因此不需要使用酸和碱对之再生。
膜堆的离子交换效率高,体积较小,自动化较原工艺更好。
EDI使用年限5年,年运行时间按5500h计算,其运行成本为7元·m-3。
3纯水系统中EDI运行效果3.1EDI进水水质EDI深度除盐制超纯水有其先进性,但对进水水质要求较高,只有满足一定的进水要求才能长时间稳定地制取超纯水。
此工艺以前端预处理+软水器+RO的产水作为EDI产水室进水,以EDI自身的纯水产水作为浓水室的进水。
这样完全可以达到EDI的进水要求,同时很好地减缓了由于浓差极化现象导致的结垢污堵问题的发生。
进水水质见表1。
3.2EDI调试产水电阻率对EDI代替复床+混床工艺的产水水质进行监测。
图2反映了在调试阶段产水电阻率随时间的变化情况。
在调试最初几分钟里,由于残留空气等原因,水质电阻率出现虚高,但很快回落并稳定至16.3MΩ·cm左右。
监测至20min时保持电流电压强度,略微增加进水压力与流量,产水电阻率很快升至16.8 MΩ·cm并稳定在16.6MΩ·cm左右。
监测至40 min时水质稳定,再略微减小进水压力与流量,EDI 产水电阻率逐步上升并且稳定在了17.3MΩ·cm。
3.3EDI调试稳定参数结果电去离子设备的调试需注意的参数包括进水电导率、进水流量、运行电压、运行电流、水的pH、温度、压力(包括入水、产水、极水、浓水的压力)等。
在EDI膜堆的调试过程中,由于进水由反渗透系统提供,因此入水电导率、pH、温度3项参数基本稳定,不易调节,因此着重调试进水流量、运行电压、运行电流和运行压力[3-4]。
结合多次现场调试EDI膜堆的一些经验提出,压差不能过高,通常进水压力不得高过0.5MPa,设计运行进水压力在0.2~0.3MPa。
为减缓EDI膜堆浓差极化,延长使用寿命,电源电流在满足产水水质要求的情况下不需过高,调试中电流在2A左右能达到较好的效果。
同时浓水流量不得过低,运行中设计浓水流量在100~120L·h-1,以保证回收率不高于85%。
这样一方面有利于水的均匀分布,另一方面还可增加浓水湍流,减小结垢几率[5]。
运行过程中,产水压差控制在0.07MPa,浓水压差控制在0.05MPa 时,产水水质较好。
调试过程分3阶段,最终EDI产表1EDI进水水质Tab.1Water quality of EDI influent参数厂家标准实际标准电导率/μS·cm-1pH水温/℃硬度(以CaCO3计)/mg·L-1总有机碳/mg·L-1游离氯/mg·L-1重金属离子≤206~85~38<0.5<0.5<0.05<0.01<156.5~75~38未检出未检出未检出<0.01图2EDI产水电阻率Fig.2Electric resistance curves of EDI product water05101520253035404550556016.016.216.416.616.817.017.217.4<<<<</M<Ácm<</min表2EDI调试参数Tab.2Debug parameters of EDI参数0~20min20~40min40~6min产水平均电阻率/MΩ·cm产水流量/m3·h-1浓水流量/L·h-1产水进口压力/MPa产水出口压力/MPa产水室压差/MPa浓水进口压力/MPa浓水出口压力/MPa浓水室压差/MPa电流/A电压/V16.30.421250.220.150.070.150.120.032.21616.60.541500.270.200.070.200.180.022.21617.30.551460.240.1750.0650.1750.1250.052.115彭柯等,EDI技术取代复床+混床除盐工艺的应用125APPLICATION ON THE EDI TECHNOLOGY REPLACES COMBINED BED +MIXED BEDDESALINATIONPeng Ke 1,He Long 1,Zheng Shuangying 2,Wang Bo 1(1.The Limited Company of Chengdu ShuYuan Water Treatment,Chengdu 610055,China;2.School of Environmental Science and Engineering.,Southwest Jiaotong University,Chengdu 610031,China )Abstract:The engineering project of Electrodeionization (EDI)technology,which replaced the traditional ion exchange desalination systems,was reviewed in this paper.By using actual example,the paper introduced experience of the project,and makes comparison of this two systems.The results showed that EDI technology was better performance in water quality,stable operation.The production process of EDI was simple and environmentally friendly.Keywords :ultra pure water;electrodeionization (EDI);desalination system水水质稳定在17.3M Ω·cm ,达到了超纯水的水质要求。
调试参数结果见表2。
4工艺比较两种纯水制备工艺的比较如表3所示。
可以看出,新型的EDI 技术取代复床+混床工艺制得的纯水水质更高更稳定。
无需酸碱再生,运行费用更低,占地面积小,管理方便,节水环保。