MORI SEIKI 1500 S车铣复合机床后置处理算法的研究
五坐标数控铣后置处理技术

数控铣床后置处理技术一、引言我们知道,数控机床的控制系统不同,机床结构形式和运动方式也存在差异,所使用的NC程序格式也是不一样,因此,数控操作中的刀具轨迹必需经过处理转换成特定机床控制器能够接受的特定格式的NC程序,这样的处理过程就是后置处理。
正是由于机床运动方式的不同,特别是五坐标摆角结构的不同,保证刀位文件通过后置处理生成NC程序与编程人员在CAD/CAM软件数控操作设计的符合性,便成为后置处理的关键内容。
二、现状目前,常用的后置处理方法主要有以下两种:利用CAD/CAM软件的通用后置处理模块,定义数控机床的运动方式,通过选取CAD/CAM 软件提供的机床标准控制系统,定义某一类型或某台数控机床的后置处理,如CATIA的PPBUILD模块,UG的UGPOST模块;利用C/C++等计算机语言,按数控机床的运动方式和控制系统的编程规范,归纳出计算空间点坐标的数学公式,通过编制专用的后置处理程序并生成可执行文件,定义数控机床的后置处理。
第①种方法,其特点是操作简单,对后置处理模块定义人员的数控专业技能要求不高,缺点是灵活性较低,满足对程序格式有特殊要求的能力低。
第②种方法,其特点是,能够满足机床对程序格式的各种特殊要求,针对性强,能够完全保证数控操作设计与NC程序的符合性,缺点是需编写后置处理的计算机程序,第一次开发工作量大,需软件开发人员和数控编程人员共同完成。
三、解决方案由于加工航空结构件使用的数控机床结构多,控制系统多,前置类型多。
开发通用后置平台是解决这种情况的最好办法。
通用后置平台需要满足以下几点要求:可以识别多种CAD/CAM软件产生的前置程序(如UG,CATIA)。
对于不同结构的机床和控制系统,能够输出该机床能够识别的NC代码。
对一些特殊机床,可以满足其对程序运算、程序格式、辅助信息的要求。
可扩展性,用户可以根据自己的需求,定义实现新机床的处理输出。
可升级性,可根据实际需求,不断扩展完善核心处理模块,现在国内后置处理程序(尤其是多轴机床)的开发还仅仅处于初始阶段,国内后置处理程序开发方面还很落后。
浅谈WFL车铣复合机床测量循环的后置处理
浅谈WFL车铣复合机床测量循环的后置处理WFL车铣复合机床除了有强大的多轴加工功能,还能自动找正零件和在线测量零件。
有了这些功能,车铣复合机床不仅能够大大提高零件的加工精度,而且能够大大提高零件的加工效率。
WFL车铣复合机床的功能比较强大、效率比较高,不仅有车、多轴铣和镗孔,还有多种测量循环,因此编程就比较复杂。
实际生产中,虽然手工编程也能实现这些功能,但是手工编程也有一定局限性,因此实现车铣复合机床的电脑自动编程,是一件很有意义的事情。
以下就以WFL机床的一个简单的测量循环“PROBE”为例,叙述如何使用NX软件编程,以及后置处理输出WFL车铣复合机床测量循环的方法。
一、机床测量循环的代码定义要写出能输出“PROBE”的正确的后置处理程序,首先必须要理解WFL车铣复合机床测量循环“PROBE”的含义―该测量循环的含义是在随机轴上测量轨迹点。
该测量循环的格式为:PROBE(AX,DIS,MP,NUM),各参数的含义如下。
◎AX:测量轴。
测头由AX定义的运动轴以很快的进给率(一般是以G0的速度)接近工件,然后进行测量,在WFL车铣复合机床上有三个测量轴,X1、Y1和Z1,即机床的X、Y和Z轴。
◎DIS:测头移动的距离。
测量轨迹点(即零件上要测量的点)到起始点(开始执行G1的点)之间的距离必须在DIS定义的距离之内,即二者距离必须小于该值。
如果测量轨迹点与起始点之间的距离大于该值时,测头是测量不到测量轨迹点的。
DIS值可以为正也可以为负,分别表示测量轨迹的运动方向是沿着测量轴的正方向还是负方向。
◎NUM:在第一次测量轨迹点之后,测头会沿测量轴稍回撤,然后以正常的测量进给率重复测轨迹点,重复的次数由NUM指定,一般是测量3次。
◎MP:是指定测量结果的存储位置。
测量结果输出到机床的内存单元MC_P〔0中,同时被存储到以MP为下标的机床内存中,变成测量点MC_POINT〔MP〕。
我们只要在后置处理的程序中正确定义了这4个参数,并实现其输出,就可以输出该测量循环的正确机床代码。
MORISEIKI维修操作手册
維護資訊含此手冊在內的用於維護的手冊包括以下三冊:維護手冊、維護資訊以及安裝指南。
適用型號NH5000適用的數控設備MSG-501在操作、維護或設置程式之前,仔細閱讀由森精機公司、數控設備廠商和製造商提供的有關手冊以完全理解手冊所包含的資訊。
妥善保管手冊以防丟失。
MM-CENH5000-A0TC•因機床改進或爲了更好地說明,本手冊的內容可能在未曾通知的情況下修改。
因此,請注意手冊所述內容可能與實際機床有細小的差別。
手冊的修訂版中做修改,它與其他手冊的區別是其編號不同。
•如果發現手冊內容與實際機床不一致,或手冊中某部分不能理解,請與森精機公司聯繫並在使用機床前將其理解。
森精機公司對於因未能完全理解而使機床直接或間接發生的損壞不負任何責任。
•版權所有:沒有森精機公司的書面同意而擅自採用任何形式複製本手冊的全部或一部分都是不允許的。
交付的産品(主機及附件)是根據相應國家或地區適用的法律和標準製造的。
因此它不可出口、銷售或搬遷到一個使用不同法律和標準的地方。
本産品是經出口國政府許可出口的。
請到政府有關機構查驗許可證。
990730機器資訊對機器的描述:加工中心型號名稱:機器序號:生產日期:代表:營業時間: 8:30 - 17:30目錄信號詞定義A:詳述B:系統概要C:定期檢查和調試信號詞定義一類符號指示各種警告和建議。
當使用這一手冊時,要熟悉這些符號的含意並詳細讀使用說明以確保操作安全。
<相關警告的符號>警告資訊分爲三種:危險、警告和小心。
下列符號指示危險級別。
指示潛在的危險狀態,如不避免會導致對機器較小的或中等的損壞。
下列小心的符號資訊,必須嚴格遵守。
<其他符號>指示必須考慮的專案。
指示有用的相關聯操作指導。
指示頁碼或參閱使用手冊。
( ) 括弧內的數位指示章節號碼。
A章節詳述目錄A :詳述1.主要零件的名稱 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-12.機器技術規格 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-23.數控單元技術規格. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-54.潤滑油圖表 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-134.1油料推薦. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-14詳述 A-1 1.主要零件的名稱單元(FRL)A-2 詳述2.機器技術規格機器技術規格如下。
龙门铣床后置处理转化程序及仿真程序设计
龙门铣床后置处理转化程序及仿真程序设计
Design for Transforming & Simulated Programs of Planer Type Miller After Treatment
金玉淑 马秀英 沈阳鼓风机股份有限公司
【摘要】介绍了数控龙门铣床加工工件所用的数控 程序的编制与应用。阐述了开发仿真程序所起的 作用。指出了该程序的完成可实现数控系统的自 动编程, 从而提高机床使用的效率。
数控机床所加工的零部件绝大多数是结构复
2000 年 4 月 11 日收到 沈阳市 110021
图1
点首先是界面直观, 操作方便, 运行速度快, 可以 使操作者根据不同的 坐标系生成不 同的机床代
— 37 —
□ 计算机应用
码。 本程序利用 VISUAL C+ + 可视化编程的强
有力环境, 编制了界面清晰直观的执行程序, 见图 2。
Line( x st art , y st art , z st art , x end, y end, z end) Circle( x - cent er, y - cent er, z end, radius) Arc ( x - cent er, y - center , z end, radius, ang st art , ang end) 3 个子程序, 并根据 DXF 文件 中圆弧格式对所对应 的圆弧角度的 要求编制了 Get ang le( x s, y s, x e, y e, I - value, J- value ) 子程 序, 其中根据圆弧插补中的圆弧终点地址值及插 补参数确定该圆弧的起始角度和终止角度。从而 获得 DXF 文件所要求的直线、圆弧及圆的所有参 数。 程序声明一个 Ct oCad 类, 可将生成 的 DXF 文件装载进入 AU T OCADR14 环境, 这样就实现 了从数控加工程序转化为 DXF 文件, 从而实现仿 真的目的。
浅谈WFL车 铣复合机床测量循环的后置处理

到测量起 始点之间的距离为 1 ,小于测头移动距离 1 ,测量 0 5 结果存储在机床 内存 H _ O 和存储单元 M P IT [ ] C P[ ] C ON 1 中,
—
要写出能输 出 “ R B ”的正确 的后置处理 程序 ,首先必 POE
须要理解 W L车铣复合机床测量循环 “ R B ”的含义——该 F PO E
‘ 6.  ̄ L I HI L O L 一 1 I A L EO T O L O ^. O F 一 1 EH 一 1 F. L .
州 A4T1惭
WI G G L , A. 6Y 9 . 0 一 9. 20 m 3 N O 9 Y S 4 一 7 6 2A 3 95 0 4
1100 ̄43H1777 . 1 ; 766 N11lgg¥.67Z27,A69 i 1112GIX%3.991Z22.A ̄9 2OO ̄ 4 F 111 4 S.¥3Y一90.6I5
的意义。本文 以 WF L车铣复合机床 的一个 简单测量循环 为例 ,叙 述怎样编 写后 置处理器 。以及输 出需要的测量循
环的机床 代码 。
浅谈 WF L车 铣 复 合 机床 测量 循 环 的后 置 处理
口 中航 工 业 成 都 飞 机 工 业 有 限责 任 公 司 刘 陨 双
WL车铣 复合机 床除 了有强 大的 多轴加 工功能 ,还 能 自 F
例 ,叙述如何使 用 N 软件 编程 ,以及后置处理 输 出 W L x F 车铣
复合 机 床 测 量 循环 的 方 法 。
l 墨 ・ 越l
t_ i
z・ lt .● t・
・l・ I ・ I ・ - I t - ‘● 吐’
互翔 豳豳 嘲 豳圈鼬 强 曩一 嗣嘲 = l 圈
非正交五轴数控机床后置处理的研究与应用
李钦 生,何俊
(安徽 机 电职 业技 术 学院机械 工程 系,安徽 芜湖 241000)
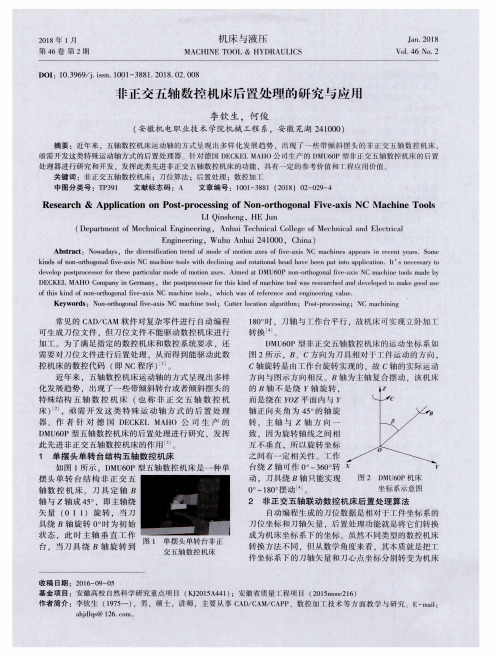
摘 要 :近 年 来 ,五 轴 数 控 机 床 运 动 轴 的方 式 呈 现 m 多 样 化 发 展 趋 势 , 现 了 一 些 带 倾 斜 摆 头 的胙 正 交 五 轴 数 控 机 床 , 亟 需 开 发 这 类 特 殊 运 动 轴 方 式 的后 黄 处 理 器 。 针对 德 同 DECKEL MAHO 公 司 生 产 的 DMU60P型 非 正 交 五 轴 数控 机 床 的后 处 理 器 进 行 研 究 和 开 发 ,发 挥 此 类 先 进 非 正 交 五轴 数控 机 床 的功 能 ,具有 一 定 的 参 考价 值 干¨T 应 HJ价 值
K eywords: Non—orthogonal tive—axis NC m achine tool; Cutter location algorilhm ; Post—processing; NC ilia('hining
常 见 的 CAD/CAM 软 件 对 复 杂 零 件 进 行 自动 编 程 180。时 , 轴与 丁作台平行 ,故机床可实现立 卧加 T
特 殊 结 构 五 轴 数 控 机 床 (也 称 非 正 交 五 轴 数 控 机 而是绕在 YOZ平面内与 y
床 ) ,亟 需 开 发 这 类 特 殊 运 动 轴 方 式 的 后 置 处 理 轴 正 向 夹 角 为 45。的 轴 旋
器 。作 者 针 对 德 国 DECKEL MAHO 公 司 生 产 的 转 ,主 轴 与 z 轴 方 向一
2018年 1月 第 46卷 第 2期
机 床 与液 压
MACHINE T00I & HYDRAUI ICS
Jan.20l8 Vo1.46 No.2
车铣复合数控机床几何误差补偿技术的研究
机床与液压
M ACHI NE T 0OL & HYDRAUL I CS
Ma r . 2 01 3 Vo 1 . 41 No . 5
第4ห้องสมุดไป่ตู้1 卷 第 5期
D OI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 5 . 0 0 1
车铣复合数控机床几何误差补偿技术的研究
范晋伟 ,蒙顺政 ,罗建平 ,李伟 ,雒驼
( 北京 工业 大学机 械 工程 与应 用 电子 技 术学 院 ,北京 1 0 0 1 2 4 )
摘要 : 研究车铣复合数控机 床存 在的几何误差 问题 。根据车铣复合数 控加工 中心的结构特 点 ,以多体 系统 运动学理论 为基础 , 采用低序 体阵列描述车铣复合加工 中心 的拓扑结构 , 分别建立 了车铣复合 数控机床 的车削模式 和铣 削模式 的精 密 加工方程 ,并 设计误差补偿软件和进行仿真试验 。实验结果 表明 :运用多体系统运 动学理论建 立的车铣 复合数控加工 中心 几何运 动误差 模型是正确的 ;软件误差补偿提高 了车铣 复合 数控加工 中心的加工精度 ,效果 明显 。 关键 词 :复合数控 机床 ;几 何误差 ;多体系统理论 ;软件补偿
中图分类 号 :T G 6 5 9 ;T P 3 1 1 文献标识码 :A 文章编号 :1 0 0 1— 3 8 8 1( 2 0 1 3 )5— 0 0 1— 4
Re s e a r c h o n Ge o me t r i c Er r o r Co m pe n s a t i o n Te c hn o l o g y f o r Tur n i ng & M i l l i ng Co mp o s i t e NC Ma c h i n e To o l
非正交五轴联动数控机床后置处理算法开发

数控技术NCTechnology_________________________________________________________________________________2049年第仁期非正交五轴联动数控机床后置处理算法开发杜澎①董佑浩②苗盛③(①济南市计量检定测试院,山东济南250102;②山东大学机械工程学院高效洁净机械制造教育部重点实验室,山东济南250061;③山东理工大学电气与电子工程学院,山东淄博255000)摘要:针对非正交双转台五轴数控机床,研究了其后置处理算法和计算流程。
首先,分析了非正交双转台类型的五轴数控机床坐标系和运动特性,提出了机床坐标变换的计算方法和坐标变换公式。
其次,利用MATLAB软件,开发了五轴机床数控程序后置处理器,并应用于德玛吉DMU70V数控机床,生成NC程序代码。
最后,以复杂工件整体叶轮为加工对象,通过VERICUT数控加工仿真系统验证了算法的正确性。
关键词:后处理开发;五轴机床;非正交;整体叶轮中图分类号:TG547文献标识码:ADOI:10.19287/ki.1005-2402.2019.12.034Development of post processing algorithms for non-orthogonal five-axis CNC machineDU Pe昭①,DONG Youhao②,MIAO Sheng③((DJinan Institute of Measurement and Verification,Jinan250102,CHN;②Key Laboratory of High Efficiency and Clean Mechanical Manufacture of MOE,School of MechanicalEngineering,Shandong University,Jinan250061,CHN;③School of Electrical and Electronic Engineering,Shandong University of Technology,Zibo255000,CHN)Abstract:For the non-orthogonal double-turn five-axis CNC machine tool,this paper studies its post-processing algorithm and procedure.Firstly,the coordinate system and motion characteristics of five-axis CNC machine tools of non-orthogonal double turntable type are analyzed.The calculation method and coordinatetransformation formula of machine tool coordinate transformation is proposed.Secondly,using the MATLAB software,the5-axis machine tool NC program post-processor was developed and applied to the post-processing of the NC code generated by the DMU70V CNC machine tool.Finally,the complex impelleris used as the machined part,and the correctness of the algorithm is verified by VERICUT numericalcontrol machining simulation system.Keywords:post-processing development;five-axis cnc machine;non-orthogonal;integral impeller五轴数控加工具有效率高,加工质量好,避免过切等优点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
De c .20 1 6
文章编号 : 1 0 0 1 —2 2 6 5 ( 2 0 1 6 ) 1 2— 0 0 4 9— 0 4
D O I : 1 0 . 1 3 4 6 2 / j . c n k i . m m t a mt . 2 0 1 6 . 1 2 . 0 1 4
MO R I S E I K I 1 5 0 0 S车铣复合机床后置 处 理 算 法 的研 究 木
T A N G Q i n g — c h u n . L I K e — h u i . L I G u o — q i a n g ( E n g i n e e i r n g T r a i n i n g C e n t e r , G u a n g X i U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y , L i u Z h o u G u a n g x i 5 4 5 0 0 6 , C h i n a )
唐清春 , 李科辉 , 黎 国强
( 广 西 科技 大学 工程 训练 中心 , 广 西 柳 州 5 4 5 0 0 6 ) 摘要: 车铣 复合机床 与 传统 的五轴联 动机 床在 结 构上 有 区别 , 所控 制 的 轴数 超过 5个 。 因此 , 在 开发 后 置 处理过程 当 中, 与 传统 的五轴 机 床 有较 大 区别 , 需要 根 据 不 同 的功 能 来分 析 不 同的 运 动链 。 文 章 主要 以 1 5 0 0 S车铣 复合 机床 为 例 , 详 细 介 绍 该 类机 床 后 置 处理 开发 过 程 。首 先 建 立 M O R I S E I K I 车铣 数控 机床 的运 动 坐标 系, 根 据 运动链 分析 及 坐标 变换 , 推 导 出 MO R I S E I K I 机床 的 转 角计 算公 式 和 坐标 变换公 式 , 分析 了回转 角在 各 个象 限 的取值 ; 利用 J A V A语 言 开发 出 MO R I S E I K I 1 5 0 0 S数控 机床 的专 用后 置 处理软件 , 并通过 某叶 片仿 真加 工验证 了该 后 置 处理 算 法的正 确性 。该研 究 不仅 为 用户 解决 了软 件使 用 问题 , 也 为 车铣 复合 类 多轴机 床提 供 了后置 处理 开发 思路 。 关键 词 : MO R I S E I K I ; 车铣 复合机 床 ; 运动 求 解 ; 坐标 变换 ; 回转 角取值 中图分 类号 : T H1 6 4; T G 6 5 9 文献 标识 码 : A
Re s e a r c h o n Po s t — p r o c e s s i n g Al g or i t h m o f S EI KI 1 5 0 0S M ORI Tur n i ng
a n d Mi l l i ng Co mp o s i t e Ma c in h e
n u mb e r o f c o n t r o l a x i s mo r e t h a n 5. Th e r e f o r e,i n t h e d e v e l o p me n t o f p o s t p r o c e s s i n g p r o c e s s,i s g r e a t l y d i f f e r e n t f r o m t h e t r a d i t i o n a l ive f a x i s ma c hi n e t o o l ,t he n e e d t o a na l yz e he t k i n e ma t i c c h a i n a c c o r d i n g t o d i f -
组 合 机 床 与 自 动 化 加 工 技 术
Mo du l a r Ma c h i n e To o l& Aut o ma t i c Ma n u f a c t u r i ng Te c h n i qu e
NO . 1 2
Abs t r a c t :La t he mi l l i n g ma c h i n e i n s t r u c t u r e wi t h he t ra t d i t i o n a l iv f e a x i s ma c h i n e t o ol s a r e d i f f e r e n t ,t h e