机床后置功能
浅谈WFL车铣复合机床测量循环的后置处理
浅谈WFL车铣复合机床测量循环的后置处理WFL车铣复合机床除了有强大的多轴加工功能,还能自动找正零件和在线测量零件。
有了这些功能,车铣复合机床不仅能够大大提高零件的加工精度,而且能够大大提高零件的加工效率。
WFL车铣复合机床的功能比较强大、效率比较高,不仅有车、多轴铣和镗孔,还有多种测量循环,因此编程就比较复杂。
实际生产中,虽然手工编程也能实现这些功能,但是手工编程也有一定局限性,因此实现车铣复合机床的电脑自动编程,是一件很有意义的事情。
以下就以WFL机床的一个简单的测量循环“PROBE”为例,叙述如何使用NX软件编程,以及后置处理输出WFL车铣复合机床测量循环的方法。
一、机床测量循环的代码定义要写出能输出“PROBE”的正确的后置处理程序,首先必须要理解WFL车铣复合机床测量循环“PROBE”的含义―该测量循环的含义是在随机轴上测量轨迹点。
该测量循环的格式为:PROBE(AX,DIS,MP,NUM),各参数的含义如下。
◎AX:测量轴。
测头由AX定义的运动轴以很快的进给率(一般是以G0的速度)接近工件,然后进行测量,在WFL车铣复合机床上有三个测量轴,X1、Y1和Z1,即机床的X、Y和Z轴。
◎DIS:测头移动的距离。
测量轨迹点(即零件上要测量的点)到起始点(开始执行G1的点)之间的距离必须在DIS定义的距离之内,即二者距离必须小于该值。
如果测量轨迹点与起始点之间的距离大于该值时,测头是测量不到测量轨迹点的。
DIS值可以为正也可以为负,分别表示测量轨迹的运动方向是沿着测量轴的正方向还是负方向。
◎NUM:在第一次测量轨迹点之后,测头会沿测量轴稍回撤,然后以正常的测量进给率重复测轨迹点,重复的次数由NUM指定,一般是测量3次。
◎MP:是指定测量结果的存储位置。
测量结果输出到机床的内存单元MC_P〔0中,同时被存储到以MP为下标的机床内存中,变成测量点MC_POINT〔MP〕。
我们只要在后置处理的程序中正确定义了这4个参数,并实现其输出,就可以输出该测量循环的正确机床代码。
五轴龙门摆头机床cimatron后置处理的研究

第3卷第2期2010年6月上海电气技术J O U R N A I。
0F S H A N G H A l E I。
E C TR I C T EC H N O I。
0G Y文章编号:1674—540X(2010)02—017一05V01.3N o.2 Jun.20l o五轴龙门摆头机床C i m at r on后置处理的研究周吉,尹冠群,杨家荣(上海电气集团股份有限公司中央研究院,上海200070)摘要:五轴数控机床是加5-复杂零件的现代化设备,多样化的结构是其发展的必然趋势。
由于五轴数控加工编程复杂、易出错,后置处理文件的正确性尤为重要。
介绍了C i m a t r on两种后置处理软件G PP和I M SPO ST的功能特点,针对Q L M305龙门五轴摆头机床C i m at r on后置处理深入研究,并给出关键参数的测量、计算和设置的分析案例。
关键词:五轴;C i m at r on;后置处理中图分类号:T G659;T G519.54文献标识码:AB as ed on t he Pr opel l erC i m at r on E—pr ocess i ng T e chnol ogy R e sea r c hZ H O U J i,yJ N G uanqun,Y A N G J i ar ong(Shanghai E l ect r i c G r oup C o.,Lt d.C ent r al A cade m e,Shangh ai200070,C hi na)A bs t r a ct:5一axi s C N C pr ocess i ng c om pl ex c om ponent s m ode r n equi pm ent,di ver s i fi ed s t r uc t u r e i s t he i ne vi t abl e t r end of i ts de vel opm e nt.B ec aus e5-a xi s nc pr ogr am m i ng com pl e x and er r or—pr one,pos t pr oces s i ng t he c orr e c t nes s of t he doc um e nt i s par t i cul ar l y i m por t ant.T he pap er i nt r oduces t w o pos t pr oces s i ngC i m at r on G PP s of t w ar eI M SPO ST and t he f eat ur es Q LM305f or fi ve-a xi s m a chi ne se t head l ongm e n C i m at r on pos t pr oces s i ng t h or ou gh r es ear ch,and gi ves t he ke y par am et er m eas ur e m ent,c al c ul at i on and anal ysi s of t he se t.K ey w or ds:5一axi s;C i m at r on;pos t pr oces s i ng无论是哪种C A M软件,其主要用途都是要生成在机床上加工零件的刀具轨迹(简称刀轨)。
数控机床通用后置处理系统原理
后置处理系统分为专用后置处理系统和通用后置处理系统。
前者一般针对专用数控编程系统和特定数控机床而开发的专用后置处理程序。
后者一般是指后置处理程序功能的通用化,要求能针对不同类型的数控系统对到位文件进行后置处理,输出数控程序。
对此,本文就来具体的介绍一下。
专用后置处理系统通常直接读取刀位文件中的刀位数据,根据特定的数控机床指令集及代码格式将其转换成数控程序输出,这类后置吃力系统在一些专用数控编程系统中比较常见,这是因为其到位文件格式简单不受IGES标准的约束,机床特性一般直接编入后置处理程序中,而不要求输入数控系统特性文件,后置处理过程针对性强,一般只用到数控机床的部分指令,程序的结构比较简单,实现起来也比较容易。
通用后置处理系统要求输入刀位文件和数控系统特性文件或后置处理配置文件,输出的是符合该数控系统指令集及格式的数控程序。
一般来说,一个通用后置处理系统是某个数控编程系统的一个子系统,要求到位文件是由该数控编程系统经到位计算之后生成的,对数控系统特性文件的格式有严格的要求。
如果某数控编程系统输出的刀位文件格式符合IGES标准的话,那么只要其他某个数控编程系统输入的刀位文件格式也符合IGES标准,该通用后置处理系统便能处理其输出的刀位文件,即后置处理系统在不同的数控编程系统之间具有通用性。
目前国际上流行的商品化APT编程系统及数控图像编程系统的刀位文件格式都符合IGES标准,它们所带的通用后置处理系统一般可以通用。
数控系统特性文件的格式说明复附属于通用后置处理系统说明之中,一般情况下,软件商提供给用户若干应用较为广泛的数控系统的数控系统特性文件。
如果用户在使用过程中还有其他数控系统的话,可以根据数控系统特性文件的格式说明,在已有数控系统特性文件的基础上生成所需的数控系统特性文件。
WorkNC后置处理解释-NEW

WorkNC后置文档设定说明后置处理的基本文档为33行,根据客户的不同需求,有补充命令285条。
下图为基本33行,所对应功能解释。
具体解释Line 1:功能:指定程序第一行的内容格式:n1 [s1]例子: 1 %n1=0:s1不起作用,代表第一行无内容n1=1:s1起作用,在程序第一行中显示s1的内容Line 2:功能:指定程序最后一行的内容格式:n1 [s1][s2]……例子1: 1 %例子2: 2 [line1][line2]n1=0:s1不起作用,代表最后一行无内容n1显示为程序结尾附带的行数Line 3:功能:在程序中加入刀具大小,工件尺寸等注释信息格式:n1 [s1] [s2]例子: 1 ()n1=0:不出现注释信息n1=1:注释内容出现在[s1]行和[s2]行之间n1=2:注释信息出现在程序序列号之前Line 4:功能:指定主轴的高低档切换命令格式:n1 [s1][s2 n2][s3 n3]例子1: 1 G31M11S例子2: 2 M41M42 751n1=0:不指定主轴的高低档切换命令n1=1:在程序第一行下指定主轴的旋转命令n1=2:程序中包含多种转速,并且机床有低转速档和高转速档之分的,使用这个命令。
参考例子2,转速低于751转,用M42为主轴换档。
功能:数值输出格式格式:n1 n2 [n3] [n4] [n5] [n6]例子1: 1 3n1:指定数值输出的单位1:输出单位为毫米2:输出单位为分米3:输出单位为米4:输出单位为厘米5:输出单位为10米n2:显示小数点后几位n2>0:总是显示小数点后的位数n2<0:显示小数点后的位数,但如果结尾处为0,0 将不显示n3:设置为1,如果小数点后均为0,小数点将不显示n4:设置为1,如果数值为正,将在数值前加“+”号n5:设置为1,数值的小数点将转换为逗号n6:设定最小的数值长度,不显示小数点例子2:1 3 X10.000Y50.123(毫米)1 1 X10.0Y50.11 2 0 1 X+10.00Y+50.122 2 X1000.00Y5012.30(分米)2 -2 X1000.Y5012.32 -2 1 X1000Y5012.33 0 1 0 0 6 X010000Y050123(米)Line 6:功能:允许压缩输出程序格式:n1Line 7:功能:每个程序所允许输出的最大字节数格式:n1 [n2] [n3]例子: 1 9999n1=0:程序输出没有最大字节数限制n1=1:参考n2的值设定输出的最大字节数功能:在每条程序前加入序列号格式:n1 [n2] [s1] [n3]例子: 1 5n1=0:每条程序前不加序列号n1=1:每条程序前加序列号,起始数值参考[n2]n1=2:其实序列号数值由0.[n2]开始。
Cimatron的后置处理技术
后处理修改详解〖第一课〗了解GPP后处理必须的过程GPP后处理,必须的过程莫过编译了。
后处理修改的过程如下:一、有记事本或专用的后处理修改器来修改EXF文件,EXF文件又称源代码。
二、编译,利用修改好的EXF文件,生成可用的DEX文件。
三、测试,看看您修改的后处理是否合乎您的需要。
另外,有些修改内容是不在EXF中,而是属于DEF的内容,这时候不需要修改EXF文件,只需要用另外的工具来修改就可以了。
下面会给出图片来解释。
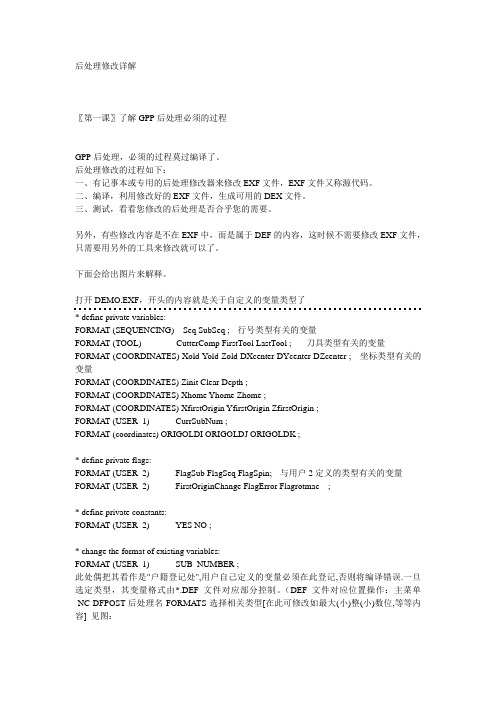
打开DEMO.EXF,开头的内容就是关于自定义的变量类型了* define private variables:FORMA T (SEQUENCING) Seq SubSeq ; --行号类型有关的变量FORMA T (TOOL) CutterComp FirstTool LastTool ; --刀具类型有关的变量FORMA T (COORDINA TES) Xold Y old Zold DXcenter DYcenter DZcenter ; --坐标类型有关的变量FORMA T (COORDINA TES) Zinit Clear Depth ;FORMA T (COORDINA TES) Xhome Yhome Zhome ;FORMA T (COORDINA TES) XfirstOrigin YfirstOrigin ZfirstOrigin ;FORMA T (USER_1) CurrSubNum ;FORMA T (coordinates) ORIGOLDI ORIGOLDJ ORIGOLDK ;* define private flags:FORMA T (USER_2) FlagSub FlagSeq FlagSpin; --与用户2定义的类型有关的变量FORMA T (USER_2) FirstOriginChange FlagError Flagrotmac ;* define private constants:FORMA T (USER_2) YES NO ;* change the format of existing variables:FORMA T (USER_1) SUB_NUMBER ;此处偶把其看作是"户籍登记处",用户自己定义的变量必须在此登记,否则将编译错误.一旦选定类型,其变量格式由*.DEF文件对应部分控制。
AC双转台五轴联动数控加工中心的后置处理

AC双转台五轴联动数控加工中心的后置处理摘要:数控加工技术已经成为现代制造业中不可或缺的一部分,它可以高效地完成各种零部件的加工任务,并且具有高精度、高效率的特点。
AC双转台五轴联动数控加工中心可以完成更加复杂的加工任务,在加工完成后还需要进行后置处理,以保证加工零件的质量和精度。
文章以AC双转台五轴联动数控加工中心为研究对象,研究其后置处理的可行性,以期为多轴设备提供有效保障。
关键字:双转台;五轴联动;后置处理前言在数控编程过程中,前置处理指的是刀位的轨迹计算过程。
基于相对运动这一原理,一般在工件坐标系当中来计算刀位的轨迹,无需将机床结构、指令的格式考虑进去,以使前置处理通用化,保证前后置处理能够各自负责相应的任务。
为了读取最终加工程序,就需要对前置处理得到的刀位数据进行转换,形成机床程序代码,这一过程就是后置处理。
在航空领域,AC双转台五轴联动数控加工中心的后置处理起着重要保障作用,本文主要以AC双转台五轴联动数控加工中心的后置处理展开探究。
1后置处理的概述1.1 概念后置处理属于数控加工和CAM系统间的桥梁,其主要任务就是对CAM软件生成的刀位轨迹进行转化,使其成为符合特定数控系统、机床结构的加工程序。
1.2 主要任务五轴联动数控加工中心的后置处理有着重要的任务,主要是结合机床的控制指令格式、运动结构等要求,对于前置处理所生成的刀位数据文件进行转变,使其成为机床各轴的运动数据,然后,依据控制指令的具体格式,将其进行转换,形成数控加工中心的加工程序。
具体而言,可以将后置处理的任务分为几下几点:①机床运动学转换五轴联动数控编程所生成的刀位数据,通常指的是刀具与工件坐标系相对的刀心具体位置、刀轴矢量数据。
在机床的运动转变下,其主要是依据实际运动结构,对刀位文件当中的数据信息进行转换,使其成为不同运动轴上的数据信息。
②非线性运动误差的校验非线性运动误差的校验是在CAM系统计算刀位数据时进行的,这个系统使用离散直线来近似工件轮廓。
8.数控程序后置处理(共69张)
关键字 命令格式 GOTO GOTO/x,y,z{,i,j,k}
属性
x,y,z — 刀具控制点的坐标 i,j,k —刀轴向量
MOVARC
MOVEARC/x1,y1,z1,i,j,k ,r,ANGLE,a
x1,y1,z1:圆心坐标 i,j,k:圆弧轴向适量 r:圆弧半径 a:弧度
第13页,共69页。
说明 线性插补刀具运动语句,当 多轴加工时为GOTO/x,y,z,i, j,k,否则为GOTO /x,y,z 圆弧插补刀具运动的输出
刀具回零
表示下一直线插补运动为快 速进给 指定刀具零点 机床多轴运动开关语句
刀具形状
关键字 ORIGIN
CYCLE
命令格式 ORIGIN/x,y,z{,i,j,k}
进行一次加工,数控机床要进行很多次的操作,这些基本操作可由 一个个块来描述。
块是由一个个记录组合成的,是描述功能的最小单位,经后置处 理器翻译后,功能块对应的是NC指令中的一个程序段,以指导数 控机床进行一次实际的操作。
功能块按顺序排列,才能反映一个动态的加工过程,在每一个过 程中,记录了从下刀到抬刀的一次完整加工的各个阶段的信息。在 刀位文件中包含了一个或数个加工过程。
由于数控机床(jīchuáng)所采用的系统各不相同,其后置处理必须针对特定机 床(jīchuáng)做出相应的处理。在此处理过程中,就不可避免地要进行转角的计算 和坐标的变换工作。
第2页,共69页。
后置处理的方法主要有: (1) 数控软件厂家提供一个通用后置处理程序,用户通过人机对话 的形式,回答提出的一些问题,用来确定一些具体的参数(cānshù),形 成具体数控机床的后置处理程序;
CYCLE/type,d,feed units,f,c{RAPTO,r,} {,DWELL,[q|REV,p ]}
CAXA制造工程师2008

CAXA制造工程师2008
机床后置
机床后置功能包括两方 面的功能:机床信息和 后置设置两部分。
增加机床 增加机床就是针对 不同的机床,不同的数控系 统,设置特定的数控代码、 数控程序格式及参数,并生 成配置文件。生成数控程序 时,系统根据该配置文件的 定义生成用户所需要的特定 代码格式的加工指令。点击 增加机床,可以输入新的机 床名称,进行信息配置。
1.3起始点 起始点
CAXA制造工程师2008
功能:设定全局刀具起始点的位置。 功能:设定全局刀具起始点的位置。
全局起始点坐标: 全局起始点坐标:是轨迹中默认 的起始点。 的起始点。用户可以通过输入或 者单击拾取点按钮来设定刀具起 始点。 始点。 后面的一些选项对轨迹树上的一 些轨迹进行操作的。 些轨迹进行操作的。 改变所有轨迹从全局起始点出发 并返回: 并返回:指的是把轨迹树上的所 有轨迹的起始点都改变全局起始 点参数, 点参数,出发返回表示从加工轨 迹会从起始点开始下刀, 迹会从起始点开始下刀,切削完 后又再返回到起始点中来。 后又再返回到起始点中来。
2008
根据模型或者加工条件, 根据模型或者加工条件,从接近点开始移动或者移动到返回点的部分可 能与领域发生干涉的情况。避免的方法有变更接近位置点或者返回位置点。 能与领域发生干涉的情况。避免的方法有变更接近位置点或者返回位置点。
三 、 通 用 参 数 设 置
CAXA制 工程 2008
3、下刀方式 下刀方式选项卡菜 单在所有加工方法中 都存在, 都存在,其作用是设 定加工过程中刀具下 刀方式 。
1、加工管理
CAXA制造工程师2008
1.1模型 模型 模型一般表达为系统存在的实体和所有 曲面的总和。 制造工程师中, 曲面的总和。在CAXA制造工程师中, 制造工程师中 双击“加工管理”中的“模型” 双击“加工管理”中的“模型”会弹出 模型参数”窗口, “模型参数”窗口,如右图所示 在计算 机上造型时,平面式有棱 机上造型时, 边的,而曲面是光滑连续的, 边的,而曲面是光滑连续的,这种 理想的模型,称为几何模型。如下 理想的模型,称为几何模型。 图所示。 图所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床后置功能包括两方面的功能:机床信息和后置设置两部分。
增加机床增加机床就是针对不同的机床,不同的数控系统,设置特定的数控代码、数控程序格式及参数,并生成配置文件。
生成数控程序时,系统根据该配置文件的定义生成用户所需要的特定代码格式的加工指令。
点击增加机床,可以输入新的机床名称,进行信息配置。
机床参数配置设置相应机床的各种指令地址及数控程序代码的规格设置,还包括设置要生成的G代码程序格式。
速度设置该项设置的速度及加速度值主要用于输出工艺清单上的加工时间所用。
∙快速移动速度(mm/分) X、Y、Z轴快进速度。
必须符合具体的机床规格,不确定时参照切削进刀的最大速度。
∙最大移动速度(mm/分) X、Y、Z轴可指定的最大切削速度。
必须符合具体的机床规格。
∙快速进刀时的加速度(G) X、Y、Z轴快速进刀时的加速度。
设定快速进刀的加速度一般为一个比较合理的相对切削进刀加速度低的值,必须符合具体的机床规格。
∙切削进刀加速度(G) X轴、Y轴、Z轴、切削进刀时的最大加速度。
必须符合具体的机床规格。
现行的加工机床切削进刀加速度如下:
小型超高速机床:1G
小型普通机床:0.3-0.4G
大型机床:0.1-0.3G
程序格式设置
程序格式设置就是对G代码各程序段格式进行设置。
"程序段"含义见G代码程序示例。
用户可以对以下程序段进行格式设置:
程序起始符号、程序结束符号、程序说明、程序头、程序尾换刀段。
设置方式字符串或宏指令@字符串或宏指令
其中宏指令为:$+宏指令串,系统提供的宏指令串有:
* 当前后置文件名POST_NAME
* 当前日期POST_DATE
* 当前时间POST_TIME
* 系统规定的刀具号TOOL_NO
* 主轴速度SPN_SPEED
* 当前X坐标值COORD_X
* 当前Y坐标值COORD_Y
* 当前Z坐标值COORD_Z
* 当前程序号POST_CODE
* 当前刀具信息TOOL_MSG
* 当前加工参数信息PARA_MSG
* 行号指令LINE_NO_ADD
* 行结束符BLOCK_END
* 速度指令FEED
* 快速移动G00
* 直线插补G01
* 顺圆插补G02
* 逆圆插补G03
* XY平面定义G17
* XZ平面定义G18
* YZ平面定义G19
* 绝对指令G90
* 相对指令G91
* 刀具半径补偿取消DCMP_OFF (G40)
* 刀具半径左补偿DCMP_LFT (G41)
* 刀具半径右补偿DCMP_RGH (G42)
* 刀具长度补偿LCMP_LEN (G43)
* 刀具长度补偿LCMP_SHT (G44)
* 刀具长度补偿LCMP_OFF (G49)
* 坐标设置WCOORD (G92、G54——G59)
* 主轴正转SPN_CW(M03)
* 主轴反转SPN_CCW(M04)
* 主轴SPN_OFF (M05)
* 主轴转速SPN_F(S)
* 冷却液开COOL_ON (M07、M08)
* 冷却液关COOL_OFF (M09)
* 程序止PRO_STOP (M30)
@号为换行标志。
若是字符串则输出它本身。
$号输出空格。
程序说明说明部分是对程序的名称,与此程序对应的零件名称编号,编制日期和时间等有关信息的记录。
程序说明部分是为了管理的需要而设置的。
有了这个功能项目,用户可以很方便地进行管理。
比如要加工某个零件时,只需要从管理程序中找到对应的程序编号即可,而不需要从复杂的程序中去一个一个地寻找需要的程序。
(N126-60231,$POST_NAME,$POST_DATE,$POST_TIME),在生成的后置程序中的程序说明部分输出如下说明:
(N126-60231,O1261,1996,9,2,15:30:30)
程序头针对特定的数控机床来说,其数控程序开头部分都是相对固定的,包括一些机床信息,如机床回零,工件零点设置,主轴启动,以及冷却液开启等。
例如:若快速移动指令内容为G00,那么,$G0的输出结果为G00,同样$COOL_ON 的输出结果为M07,$PRO_STOP为M30。
依此类推。
例如:$G90$$WCOORD$G0$COORD_Z@G43H01@$SPN_F$SPN_SPEED$SPN_CW,在后置文件中的输出内容为:
G90G54G00Z30.00。
G43H011
S500M03
换刀换刀指令提示系统换刀,换刀指令可以由用户根据机床设定,换刀后系统要提取一些有关刀具的信息,以便于必要时进行刀具补偿。
G代码程序示例下面给出按照FANUC系统程序格式设置,后置处理所生成的数控程序。
其中111.CUT是生成的NC文件名。
%程序起始符号
(111.CUT,1996。
6。
26,9:15:1。
30)程序说明
N10G90G54G00Z30.000;程序头
N11T01;
N12G43H01;
N14M03S100;
N16X-42.6Y-1.100;程序
N18Z20.000;
N20G01Z-2.000F10;
N22X-20.400Y14.500F10;
N24Z20.000F10;
N26G00Z30.000;
N28M05;
N30T02; 换刀
N31G43H01;
N32M03S100;
N33G00X-6.129Y-3.627; 程序
N34Z20.000;
N36G01Z0.000F10;
N38G02X15.000Y-8.100I9.329J-8.073F10;
N40G01Z20.000F10;
N42G00Z30.000;
N44G49M05; 程序尾
N46G28Z0.0; 机床回零
N48X0.0Y0.0;
N46M30
% 程序结束符。