【精编】某司偏倚分析记录表
桩位偏差检查记录表精编版

桩位偏差检查记录表工程名称:测量日期:年月日编号: 001桩号偏位情况桩号偏位情况桩号偏位情况桩号偏位情况桩号偏位情况东南西北东南西北东南西北东南西北东南西北1173349652183450663193551674203652685213753696223854707233955718244056729254157731026425874112743597512284460761329456177143046627815314763791632486480监理(建设)单位施工单位专业技术负责人:施测人:复检人:专业监理工程师(建设单位项目专业负责人):年月日年月日年月日年月日桩位偏差检查记录表工程名称:测量日期:年月日编号: 002桩号偏位情况桩号偏位情况桩号偏位情况桩号偏位情况桩号偏位情况东南西北东南西北东南西北东南西北东南西北8197113129145 8298114130146 8399115131147 84100116132148 85101117133149 86102118134150 87103119135151 88104120136152 89105121137153 90106122138154 91107123139155 92108124140156 93109125141157 94110126142158 95111127143159 96112128144160监理(建设)单位施工单位专业技术负责人:施测人:复检人:专业监理工程师(建设单位项目专业负责人):年月日年月日年月日年月日桩位偏差检查记录表工程名称:测量日期:年月日编号:003桩号偏位情况桩号偏位情况桩号偏位情况桩号偏位情况桩号偏位情况东南西北东南西北东南西北东南西北东南西北161177193209225 162178194210226 163179195211227 164180196212228 165181197213229 166182198214230 167183199215231 168184200216232 169185201217233 170186202218234 171187203219235 172188204220236 173189205221237 174190206222238175191207223176192208224施工单位监理(建设)单位专业技术负责人:施测人:复检人:专业监理工程师(建设单位项目专业负责人):年月日年月日年月日年月日。
偏倚分析图
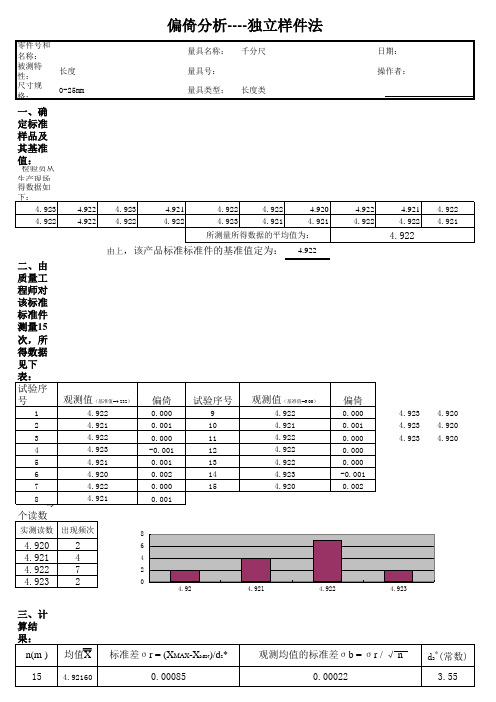
上式中, 查t表,座标为t(v,1-α /2),即可得“显著的t值”。 6、通常α =0.05(95%置信度),g=1;否则应经顾客同意。 研究结论:由于0落在偏倚的置信度区间(0.00068,-0.00028)内,故认为其偏倚是可以接受的。
0.91661 其中:
10.8
2.201 0.916606 0.00020
0.00020
-0.00028 0.00068
注:α、g、d2*、df(V)、t 均为统计常数,可从d2表和t表中查得。
1、统计的t值= 偏倚/σ b =
2、fd(V),可以从d2*表中查到,坐标(1,15)
3、显著的t值,可以从t分布表中查到,坐标(df=11(10.8),t(1-α /2) =t(0.975) ) 4、偏倚 = 观测平均值-标准件基准值 5、上、下限 = 偏倚±σ b*(t(v,1-α /2))= 0.00020 ± 0.00048 0.00068/-0.00028
偏倚
0.000 0.001 0.000 0.000 0.000 -0.001 0.002 4.923 4.923 4.923 4.920 4.920 4.920
每个读数出现的频次分布,如下图:
实测读数 出现频次
8
6 4 2 0 4.92 4.921 4.922 4.923
4.920 4.921 4.922 4.923
均值x标准差rxmaxxmind2观测均值的标准差b常数基准值600005g1d2355统计的t值显著的t值偏倚的95置信度区间1统计的t值偏倚b2fdv可以从d2表中查到坐标1153显著的t值可以从t分布表中查到坐标df11108t12t0975观测平均值标准件基准值5上下限查t表座标为tv12即可得显著的t值
偏倚-线性-稳定性(测量系统分析)
d2= 0 0
3.07751
d2*=
3.17905
0 0 0.00
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0 1 2 3 4 5 6 7 8 9 10
上限值
下限值 偏 倚
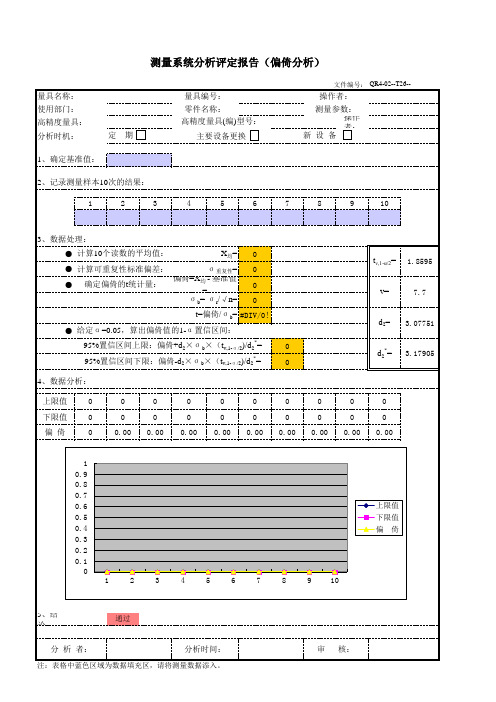
5、结 论:
通过
分 析 者:
分析时间:
审
核:
注:表格中蓝色区域为数据填充区,请将测量数据添入。
测量系统分析评定报告(偏倚分析)
文件编号: QR4-02--T26--
量具名称: 使用部门: 高精度量具: 分析时机: 1、确定基准值: 2、记录测量样本10次的结果: 1 2 3 定 期
量具编号: 零件名称: 高精度量具(编)型号: 主要设备更换
操作者: 测量参数: 操作者: 新 设 备
4
5
6
7
8
9
10
3、数据处理: ● 计算10个读数的平均值: ● 计算可重复性标准偏差: ● 确定偏倚的t统计量: σ X均=
重复性=
0 0 0 0
tv,1-α/2=
1.8595
偏倚=X均 - 基准值= σ b= σ r/√n=
v=
7.7
t=偏倚/σ b= #DIV/0! ● 给定α =0.05,算出偏倚值的1-α 置信区间: 95%置信区间上限:偏倚+d2×σ b×(tv,1-α /2)/d2*= 95%置信区间下限:偏倚-d2×σ b×(tv,1-α /2)/d2 = 4、数据分析: 上限值 下限值 偏 倚 0 0 0 0 0 0.00 0 0 0.00 0 0 0.00 0 0 0.00 0 0 0.00 0 0 0.00 0 0 0.00 0 0 0.00
MSA偏倚分析模板

审核:
日 期:
#NUM!
#NUM!
#NUM!
读数出现 频次
10
#NUM! #NUM! #NUM! #NUM! #NUM! #NUM! #NUM! #NUM! #NUM!
直方图
频率
11 10
9 8 7
6
5
4
3
2
1
0
0
0
0
0
0
0
0
0
0
0
测量的读数
偏倚=观察平均值-基准值= 0.000 d2= 3.078 d*2= 3.179
重复性标准差σr= #NUM!
标准差的平均值σb= #NUM!
t7.7,0.05= 2.36 统计的t值= #NUM!
偏倚的95%置信区间:
上限
#NUM!
下限
#NUM!
分析结 论:
在α水准上接受该量具必须是: 上限≤0≤下限
该量 具可 接受 #NUM! 。
该量 具不 能接 #NUM! 受。
分析者:
偏倚观察平均值基准值统计的t值偏倚的95置信区间
量具名 称工:件名 称检:验参 数:
参考值
测量系统偏倚分析报告
量具
编号:
编工件
规评价
人:
(α=0.05,置信概率95%,
0
g=1)
次数
1
2
3
Hale Waihona Puke 4567
8
9 10 平均X
偏倚
0
出现的读 数
#NUM!
#NUM!
#NUM!
#NUM!
#NUM!
#NUM!
#NUM!
MSA分析报告(精编文档).doc
【最新整理,下载后即可编辑】XXX 公司 计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号:分析结论: 合格不合格 审 核:批 准:2017年2月23日陈秋凤、雷丽花、欧阳丽敏张志超数显卡尺(中间检验)XXX计量型MSA分析报告目录稳定性………………………………………………………………………………………1偏倚………………………………………………………………………………………4线性………………………………………………………………………………………7重复性和再现性………………………………………………………………………………………9备注: 对于有条件接收的项目应阐述接受原因.第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2 试验方案2017 年02 月份,随机抽取一常见印制板样品,让中间检验员工每天的早上及晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3 数据收集表1 稳定性分析数据收集记录表1.4 测量系统稳定性可接受判定标准1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差范围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5 数据分析图1 中间检验_数显卡尺Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6 测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
测量系统偏倚(Bias)分析报告
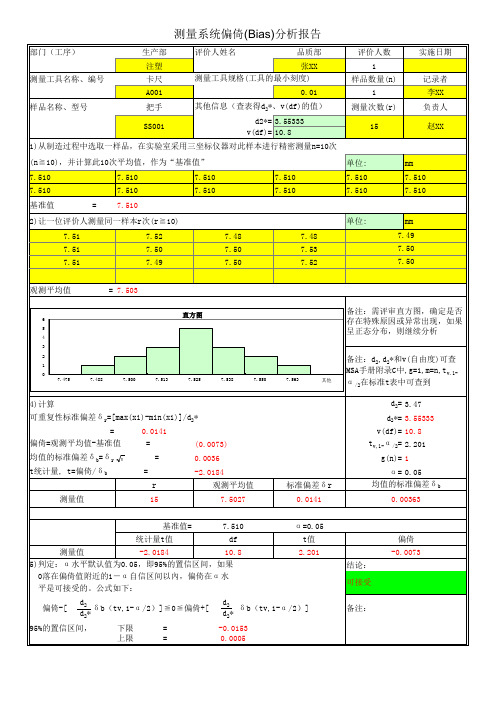
2)让一位评价人测量同一样本r次(r≧10)
7.51 7.51 7.51
7.52 7.50 7.49
7.48 7.50 7.50
7.48 7.53 7.52
单位:
mm 7.49 7.50 7.50
观测平均值
= 7.503
3)直6 方图如下:
5
4
3
2
1
0 7.475
7.488
7.500
直方图
7.513
基准值=
7.510
α=0.05
统计量t值
df
t值
测量值
-2.0184
10.8
5)判定:α水平默认值为0.05,即95%的置信区间,如果
0落在偏倚值附近的1-α自信区间以內,偏倚在α水
平是可接受的。公式如下:Biblioteka 2.201偏倚-[
d2 d2*
δb(tv,1-α/2)]≦0≦偏倚+[
95%的置信区间,
下限
=
上限
=
d2 d2*
δb(tv,1-α/2)]
-0.0153 0.0005
结论: 可接受
偏倚 -0.0073
备注:
7.525
7.538
7.550
4)计算
可重复性标准偏差δr=[max(xi)-min(xi)]/d2*
=
0.0141
偏倚=观测平均值-基准值
=
(0.0073)
均值的标准偏差δb=δr /n
=
t统计量, t=偏倚/δb
=
r
0.0036 -2.0184
观测平均值
测量值
15
7.5027
备注:需评审直方图,确定是否 存在特殊原因或异常出现,如果 呈正态分布,则继续分析
偏倚分析报告

#DIV/0!
0
0
0.006
d2*=3.55333
95% 偏倚置信区间
(g=1,n=15,
T统计量
Df
显著 T值 偏倚=观察平均值-参考值
低值=偏 倚-σb(tv,1-
高值=偏倚+σb(tv,1-a/2) tv,1-a/2=2.31)
#DIV/0!
10.8
2.206
#DIV/0!
#DIV/0!
#DIV/0!
零件名称: 特性: 规格范围: 规范:
量具名称:
量具编号: 量具规 格测:量单 位:
偏倚分析报告
执行 者: 核准:
日期:
测量次数
1
2
3
4
5
Hale Waihona Puke 678测量值
参考值
9
10
11
12
13
14
15
测量数 n( m )
平均值 X
标准偏差σr=(MAX(Xi)-MIN(Xi))/d2*
均值的标 准偏差,σ
过程偏差
15
实验判断 :如果零属于偏差的95%置信区间,所以MSA偏差满足要求。相反,不满足要求,在这种情况下,我们必须分析原因,采取纠正行动。然后再
做实验和分析。
处置
接受
#DIV/0!
参阅MSA
表单编号:R-P-028-04 VER1.0 保存期限:4年
拒收
#DIV/0!
MSA样板

统计的t 值 测量值
自由度,df
偏倚为95%的置信度区间 下限 上限
#####
#N/A #DIV/0!
#N/A
#####
#DIV/0!
#DIV/0!
结论
评价人/日期
表格制作:
表格制作:
条件 #NAME? #NAME? #NAME? #NAME? #NAME? #NAME?
0
频数 0 0 0 0 0 0
0
##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### d2= #N/A
0 测量的值
频率
d2*= #N/A g= 1
测量系统分析 MSA 偏倚分析
参考值/Reference Value: 量具名称/规格:
NO. : MINAMI-QDC-R53-A1
年 月 日
0.0000
操作者/Operator: 量具代号:
ቤተ መጻሕፍቲ ባይዱ
数据记录表 读数 偏倚 读数 偏倚
1 2 3
测 量 次 数 测 量 次 数
9 10 11 12 13 14 15
#####
计算公式
X bar X i n
i 1
n
重复性 r R* d2
平均值,Xbar 标准差,σr
b r
m
t
偏倚
b
n(m) 测量值
平均值的标准误差,σb
0 参考值=0
#DIV/0! α=0.05
显著的t值 (2-有尾数的)
0 g=1
偏倚
#DIV/0! m=0 #N/A
4 5 6 7 8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量具偏倚分析报告
QR/HC31007-002A
产品名称/型号: 质量特性: 制造过程变差:
产品规范公差: 量具编号: 量 具 编 号:
基准值 测 量 值 平均值 偏 倚
1 2 3 4 5 6 7 8 9 10
偏倚占制造过程变差的百分比:
偏倚%=[ 偏倚 /制造过程变差]×100%=
结论:
分析人: 日期: 审核: 日期:
备注:如制造过程变差不知道,用规范公差代替。
量具偏倚分析报告
QR/HC31007-002A
产品名称/型号: 质量特性: 制造过程变差:
产品规范公差: 量具编号: 量 具 编 号:
基准值 测 量 值 平均值 偏 倚
1 2 3 4 5 6 7 8 9 10
偏倚占制造过程变差的百分比:
偏倚%=[ 偏倚 /制造过程变差]×100%=
结论:
分析人: 日期: 审核: 日期:
备注:如制造过程变差不知道,用规范公差代替。