电火花加工原理PPT课件( 16页)
合集下载
《电火花加工技术》PPT课件
7.3.4电极与工件的装夹与校正:
方块电极的校正
7.3.3电火花成型机
紫铜电极的校正
7.3.5控制参数的调整
1、电火花加工的主要工艺参数 〔1〕加工速度 〔2〕工具电极损耗 〔3〕外表粗糙度 〔4〕放电间隙
床中的主要参数及选择原那么
参数选用原那么深度表示该工作段的加工深度,全部工作段的“深度〞之和就是“设定 深度〞。它的单位是“长度单位〞。无论加工方向如何,“深度〞值总是大于零。高压 “高压〞的作用是是间隙击穿,提高放电效率,增加放电加工的稳定性。但高压会使放电 间隙增大,损耗增加。“高压〞电压分为“高〞和“中〞两档,精加工〔修光〕时应选择 “高〞,以提高稳定性和速度。中、粗加工时选“中〞,可降低电极损耗。低压“低压〞 电流是供电极和工件放电加工的主要成分。调节范围0—60伏。低压的选择与正面放电面 积有关。正面放电面积在1平方厘米,电流选择在3-6安。脉宽脉宽是加到工具和工件上放 电间隙两端的电压脉冲的持续时间。脉宽的调节范围是1-2000,单位为微秒。脉宽必须与 加工电流成一定比例。使用铜或铜钨合金作电极时大致为每安150-300。单位:微秒。 符 号:ti。脉间脉冲间隔简称脉间或间隔,也称脉冲停歇时间。单位:微秒。符号:to脉间 在调整时使放电加工稳定进展就可以了。脉间的调节范围为10-900。单位为微秒。一般情 况下选择脉宽的二分之一至三分之一。但不应小于20。伺服伺服间隙电压选择范围1-12, 数值越大,间隙电压越高,那么放电效率降低,排渣容易。速度伺服速度的选择范围为110,数值越大,间隙电压越高,伺服速度越快。伺服速度太大会造成Z轴抖动,加工时太 小会使Z轴运行变慢。一般伺服速度为6-8较适宜。粗加工时可选择大些,精加工时调小。 如加工过程中Z轴百分表抖动,可适当调小伺服速度。加工加工时间是周期提升中电极和 工件的放电时间。加工时间的选择范围为1-99,对应的加工时间为0.1-9.9秒。数值越大, 加工时间越长。提升提升高度指周期提升中停顿放电是电极离开工件的距离。一般选择510,再大也不会提高排渣效果,反而浪费了加工时间。极性加工极性是指放电加工是工件 所连接的脉冲电源极性。分正、负两档调节。绝大多数都采用负极性加工,工件接负极, 电极接正极。
电火花加工ppt课件

2.1 电火花加工基本原理及其分类
2.1.1 电火花加工的原理 2.1.2 电火花加工的设备组成 2.1.3 电火花加工的特点 2.1.4 电火花加工的应用 2.1.5 电火花加工工艺方法分类
2020/2/9
4
第2章 电火花加工
2.1 电火花加工基本原理及其分类
2.1.1 电火花加工的原理
必要条件(1): 必须使工具和工件被加工表面之间始终保持一定的放电间隙; ——过大→不能击穿,过小→容易短路; ——间隙距离:几微米到几百微米。
工具电极
工 作 液
工件电极
电蚀产物排出示意图
2020/2/9
7
第2章 电火花加工
2.1 电火花加工基本原理及其分类
2.1.1 电火花加工的原理
A
B
加工过程描述:
1. 加脉冲电压、击穿放电、 形成凹坑;
2. 脉冲间隔恢复绝缘、再次 放电形成凹坑;
3. 凹坑增多并重叠、间隙增 大、电极进给,得到需要 的零件。
特种加工技术 — 第2章 电火花加工(1)
韦东波 迟关心
机械制造及其自动化
第2章 电火花加工
20世纪40年代, 前苏联拉扎林科夫妇 研究开关触点腐蚀的原因时发现: 利用工具和工件之间不断的脉冲性火花放电 产生的局部、瞬时的高温 把金属蚀除下来。 由于加工过程中可以看到火花,故称电火花加工 Electrical Discharge Machining (EDM)
等),几乎不受力学性能(硬度、强度等)的限制。
可以加工特殊及复杂形状的表面和零件
——有微观切削力,没有宏观切削力。 ——工具电极硬度要求小,制作较容易。 ——数控技术使简单电极加工复杂形状可行。
2020/2/9
2.1.1 电火花加工的原理 2.1.2 电火花加工的设备组成 2.1.3 电火花加工的特点 2.1.4 电火花加工的应用 2.1.5 电火花加工工艺方法分类
2020/2/9
4
第2章 电火花加工
2.1 电火花加工基本原理及其分类
2.1.1 电火花加工的原理
必要条件(1): 必须使工具和工件被加工表面之间始终保持一定的放电间隙; ——过大→不能击穿,过小→容易短路; ——间隙距离:几微米到几百微米。
工具电极
工 作 液
工件电极
电蚀产物排出示意图
2020/2/9
7
第2章 电火花加工
2.1 电火花加工基本原理及其分类
2.1.1 电火花加工的原理
A
B
加工过程描述:
1. 加脉冲电压、击穿放电、 形成凹坑;
2. 脉冲间隔恢复绝缘、再次 放电形成凹坑;
3. 凹坑增多并重叠、间隙增 大、电极进给,得到需要 的零件。
特种加工技术 — 第2章 电火花加工(1)
韦东波 迟关心
机械制造及其自动化
第2章 电火花加工
20世纪40年代, 前苏联拉扎林科夫妇 研究开关触点腐蚀的原因时发现: 利用工具和工件之间不断的脉冲性火花放电 产生的局部、瞬时的高温 把金属蚀除下来。 由于加工过程中可以看到火花,故称电火花加工 Electrical Discharge Machining (EDM)
等),几乎不受力学性能(硬度、强度等)的限制。
可以加工特殊及复杂形状的表面和零件
——有微观切削力,没有宏观切削力。 ——工具电极硬度要求小,制作较容易。 ——数控技术使简单电极加工复杂形状可行。
2020/2/9
电火花加工PPT课件
3.晶体管脉冲电源
.
19
(三)、自动进给调节系统 包括伺服进给系统和参数控制系统
伺服进给系统:控制放电间隙 要求:
(1)有较广的速度调节跟踪范围 (2)有足够的灵敏度和快速性 (3)有较高的稳定性和抗干扰能力
.
20
电液压式伺服进给系统
.
21
(四)工作液过滤和循环系统
工作液循环系统油路图
.
22
3 电火花线切割机床简介
的热量来不及扩散到其他部位,提高成形性和加工精度。
.
18
3)脉冲波形是单向的
4)脉冲波形的主要参数(峰值电流、脉冲宽度、脉冲间 隙)有较宽的调节范围,以满足粗、中、精加工的要求
5)有适当的脉冲间隔时间,使放电介质有足够的时间消 除电离并冲去金属颗粒,以免引起电弧而烧伤工件
脉冲电源的种类:
1.张弛式脉冲电源 2.闸流管脉冲电源
4)提高了加工表面的粗糙度,特别是底平面
.
17
(二)、 脉冲电源:
作用:把正弦交流电流转变成频率较高的单向脉冲电流 向工件和工具电极间加工间隙提供所需的放电能量以蚀 除金属。 脉冲电源的输入380V、50Hz的交流电, 其输出应满足如下要求:
1)要有一定的脉冲放电能量,否则不能使工件气化
2)火花放电必须是短时间的脉冲放电,这样使放电产生
.
25
.
26
个人观点供参考,欢迎讨论!
电火花机床. 原理图
13
电火花机.床
14
(一)、机床本体:
组成: 床身、立柱、主轴头及附件、工作台等部分 作用:实现工件和工具电极的装夹固定和运动的机械系统 平动头:解决修光侧壁和提高尺寸精度
.
15
电火花加工的基本原理及设备课件

一些难加工材料,如硬质合金、不锈钢、高温合金等,其 硬度高、韧性好,传统的机械加工方法难以进行有效加 工。
电火花加工在难加工材料的加工中具有较高的效率和精度 ,能够满足各种复杂零件的加工需求。
CHAPTER 04
电火花加工的优缺点
优点
高精度加工
零件加工
在机械制造业中,有些零件的结构复杂,精度要求高,采用 传统的机械加工方法难以达到要求。电火花加工能够解决这 些问题,实现对复杂型腔、窄槽、微细孔等的高效加工。
电火花加工在零件加工中的应用范围不断扩大,尤其在航空 航天、医疗器械等领域,电火花加工的高效性和灵活性得到 了充分体现。
难加工材料的加工
电火花放电的化学反应
气体放电过程中的化学反应
在电火花放电过程中,电极材料与工作液发生化学反应,产生气 体和金属蒸汽。
电极材料的蚀除
气体和金属蒸汽在高温和高压下对工件表面产生强烈的冲击和腐蚀 作用,使工件表面材料被蚀除。
工作液的循环更新
工作液循环流动,及时带走加工过程中产生的热量和蚀除产物,保 持加工过程的稳定进行。
体成本也相对较高。
CHAPTER 05
电火花加工技术的发展趋势
高效电火花加工技术
高效电火花加工技术是指通过提 高电火花加工的效率和加工质量
,实现快速、高效的生产。
高效电火花加工技术采用了新型 的脉冲电源、高精度电极材料、 高效的排屑系统等技术,提高了
加工速度和加工精度。
高效电火花加工技术的应用范围 广泛,可应用于各种难加工材料 的加工,如硬质合金、不锈钢等
感谢您的观看
电火花加工的基本原 理及设备课件
目 录
• 电火花加工的基本原理 • 电火花加工的设备 • 电火花加工的应用 • 电火花加工的优缺点 • 电火花加工技术的发展趋势
电火花加工在难加工材料的加工中具有较高的效率和精度 ,能够满足各种复杂零件的加工需求。
CHAPTER 04
电火花加工的优缺点
优点
高精度加工
零件加工
在机械制造业中,有些零件的结构复杂,精度要求高,采用 传统的机械加工方法难以达到要求。电火花加工能够解决这 些问题,实现对复杂型腔、窄槽、微细孔等的高效加工。
电火花加工在零件加工中的应用范围不断扩大,尤其在航空 航天、医疗器械等领域,电火花加工的高效性和灵活性得到 了充分体现。
难加工材料的加工
电火花放电的化学反应
气体放电过程中的化学反应
在电火花放电过程中,电极材料与工作液发生化学反应,产生气 体和金属蒸汽。
电极材料的蚀除
气体和金属蒸汽在高温和高压下对工件表面产生强烈的冲击和腐蚀 作用,使工件表面材料被蚀除。
工作液的循环更新
工作液循环流动,及时带走加工过程中产生的热量和蚀除产物,保 持加工过程的稳定进行。
体成本也相对较高。
CHAPTER 05
电火花加工技术的发展趋势
高效电火花加工技术
高效电火花加工技术是指通过提 高电火花加工的效率和加工质量
,实现快速、高效的生产。
高效电火花加工技术采用了新型 的脉冲电源、高精度电极材料、 高效的排屑系统等技术,提高了
加工速度和加工精度。
高效电火花加工技术的应用范围 广泛,可应用于各种难加工材料 的加工,如硬质合金、不锈钢等
感谢您的观看
电火花加工的基本原 理及设备课件
目 录
• 电火花加工的基本原理 • 电火花加工的设备 • 电火花加工的应用 • 电火花加工的优缺点 • 电火花加工技术的发展趋势
电火花加工原理及实例应用—PPT

8
技术部培训
电火花加工
二、电火花成型加工/穿孔加工
2、特点及应用 适用于任何导电材料的加工,不受工件材料强度,硬
度,脆性和韧性的影响,对于机械加工方法较难处理的 耐热钢,高锰钢,淬火钢,硬质合金等,提供了有效的 加工手段。电火花成型加工常用于加工模具型腔,内孔 不通键槽等。电火花穿孔加工常用微型孔,圆孔,异形 孔,方孔等型孔。
技术部培训
电火花加工原理及应用
电火花成型加工/穿孔加工&线切割加工
1
电火花加工
目录
一、简介 二、电火花成型加工/穿孔加工
1、加工原理 2、特点及应用
三、电火花线切割加工
1、加工原理 2、特点及应用
2
技术部培训
电火花加工
一 、简介
电火花加工,通过两极间脉冲放电对工件进行电蚀作 用完成加工,属于特种加工。
(两图中均是:上为工具,下为工件)
7
技术部培训
电火花加工
二、电火花成型加工/穿孔加工
• 工具电极虽然也会被电蚀,但其速度远小于工件被电 蚀的速度,这种现象称之为“极效应”
• 工具材料:导电性良好、熔点较高,易加工且耐电蚀 材料,如石墨、钼、铜及其合金等。
• 工作液:粘度较低,性能稳定的介质,如煤油,乳化 液等。
11
技术部培训
电火花加工
三、电火花线切割加工
• 快速走丝电火花切割 • 工件和电极丝分别接在脉冲电源的两端,卷丝筒做正反
向交替转动,使电极丝相对工件做上下交替运动,过程 中电极丝和工件发生脉冲放电,对工件进行切割。装夹 工件的数控工作台可在x,y轴两坐标方向各自移动,将 工件切割成所需的形状。
12
14
技术部培训
电火花加工原理PPT(16张)
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火点(PM) = 83[oC] 粘度40oC = 2.2 [mm2/s]
石油产物
电火花加工液 石油产物
液体介质(工作液)比较。
目前, 多采用石油产物作为工作液
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火點(PM) = 83[oC] 黏度40oC = 2.2 [mm2/s]
电火花加工液
在一般放电加工中, 是使用液体介质(工作液)中进行。 目前, 多采用石油产物作为液体介质(工作液) 液体介质(工作液)主要作用 • 压缩放电信道- 使放电能量高度集中在极少区域内 • 加速电极间隙的冷却 • 加速排除电蚀废弃物 • 有助加强电极表面之覆盖效应
石油产物主要特性
1) 密度(15oC) [ g/cm3] 2) 引火点 (PM)[oC] 3) 粘度40oC [mm2/s] 4) 添加剂
有效放电率减少
电火花加工液
粉末添加剂
大面积加工(油+粉
末)
C(静电容量 )=ε・S―(面积 ) d (距离 )
(大面积S~□50以上、
表面粗度10μm以下)
精加工加工电流少
↓粉末添加
距离d増加
加工表面平均
导电率(导电性)ε减少 ↓
C(絶縁性)减少
↓
有效放电率増大
粉末裝置 規格
EA8粉末裝置: I)機床標準油箱容量200L II)粉末所需之份量500g至 1kg III)每次加入石墨粉後,可 加工使用150至200小時。 IV)當每次添加粉末後,只 可使用粉末加工,直至粉末 失效後,將粉末過濾走。
4) 添加剂 在油中添加活化剂(如: 硫,重油,四氯化炭)/添加剂 (如:石墨粉末, 铝粉末,硅粉末)都能够有效地提高加 工效率.
电火花加工原理ppt课件

4
3
2
45
6
7 1
图4.1 电火花加工原理 1—工件;2—脉冲电源;3—自动进给装置 4—工具电极;5—工作液;6—过滤器;7—泵
5
1:基本原理
由于放电时间极短,放电区域很小,所以能量 高度集中,工件表面和工具电极表面的金属局部熔 化,甚至汽化蒸发。并在爆炸力的作用下被抛入工 作液中冷却为金属小颗粒,并被工作液冲离,从而 使工件表面形成一个微小的凹坑。一次脉冲放电后, 介质恢复绝缘强度等待下一次放电。
播放
14
四、影响加工速度的主要因素---极性效应
定义:正、负两极的蚀除速度不同,这种蚀除速度不同 的现象称极性效应。
当采用短脉冲进行 加工时,大部分正离子 尚未到达负极表面,脉 冲便已结束,所以负极 的蚀除量小于正极。
工件正极—正极性加工
精加工
短脉冲
ti <10 s
15
当采用长脉冲加 工时,正离子有足够 的时间加速得到较大 的速度,也有足够的 时间到达负极表面。 加上它的质量大,因 而正离子对负极的轰 击作用远大于电子对 正极的轰击,负极的 蚀除量大于正极。
(2)放电 在电场作用下,电子高速奔向阳极,正 离子奔向阴极,并产生火花放电,形成放电通道。 由于放电通道受放电时磁场力和周围液体介质的 压缩,其截面积极小
7
(3)热膨胀
由于放电通道中电子和正离子高速运动时相互碰撞,产 生大量热能。阳极和阴极表面受高速电子和正离子流的撞击, 其动能也转化为热能。在热源作用区的电极和工件表面层金 属会很快熔化,甚至气化。工作液变黑,在极间冒出小气泡。 因此,具有突然膨胀、爆炸的特性(可听到噼啪声)。
13
三、 电火花加工的特点
(1)便于加工用机械加工难以加工或无法加工的材料。
3
2
45
6
7 1
图4.1 电火花加工原理 1—工件;2—脉冲电源;3—自动进给装置 4—工具电极;5—工作液;6—过滤器;7—泵
5
1:基本原理
由于放电时间极短,放电区域很小,所以能量 高度集中,工件表面和工具电极表面的金属局部熔 化,甚至汽化蒸发。并在爆炸力的作用下被抛入工 作液中冷却为金属小颗粒,并被工作液冲离,从而 使工件表面形成一个微小的凹坑。一次脉冲放电后, 介质恢复绝缘强度等待下一次放电。
播放
14
四、影响加工速度的主要因素---极性效应
定义:正、负两极的蚀除速度不同,这种蚀除速度不同 的现象称极性效应。
当采用短脉冲进行 加工时,大部分正离子 尚未到达负极表面,脉 冲便已结束,所以负极 的蚀除量小于正极。
工件正极—正极性加工
精加工
短脉冲
ti <10 s
15
当采用长脉冲加 工时,正离子有足够 的时间加速得到较大 的速度,也有足够的 时间到达负极表面。 加上它的质量大,因 而正离子对负极的轰 击作用远大于电子对 正极的轰击,负极的 蚀除量大于正极。
(2)放电 在电场作用下,电子高速奔向阳极,正 离子奔向阴极,并产生火花放电,形成放电通道。 由于放电通道受放电时磁场力和周围液体介质的 压缩,其截面积极小
7
(3)热膨胀
由于放电通道中电子和正离子高速运动时相互碰撞,产 生大量热能。阳极和阴极表面受高速电子和正离子流的撞击, 其动能也转化为热能。在热源作用区的电极和工件表面层金 属会很快熔化,甚至气化。工作液变黑,在极间冒出小气泡。 因此,具有突然膨胀、爆炸的特性(可听到噼啪声)。
13
三、 电火花加工的特点
(1)便于加工用机械加工难以加工或无法加工的材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4) 添加剂 在油中添加活化剂(如: 硫,重油,四氯化炭)/添加剂 (如:石墨粉末, 铝粉末,硅粉末)都能够有效地提高加 工效率.
石油产物
工作液 A : 2umRy
工作液 B : 2umRy
No Image
电火花加工液
粉末添加剂
大面积加工
油中加工
粉末加工原理
(导电率)
C(静电容量 )=ε・
―S
(面积
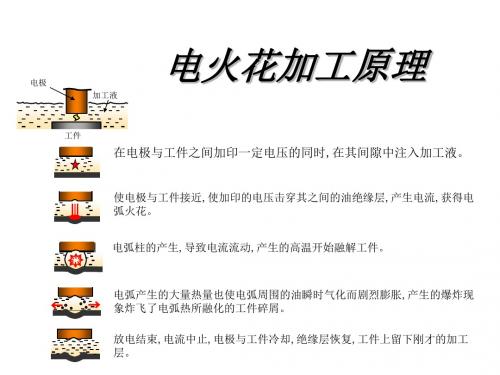
电火花加工原理
电极 加工液
工件
在电极与工件之间加印一定电压的同时,在其间隙中注入加工液。
使电极与工件接近,使加印的电压击穿其之间的油绝缘层,产生电流,获得电 弧火花。
电弧柱的产生,导致电流流动,产生的高温开始融解工件。
电弧产生的大量热量也使电弧周围的油瞬时气化而剧烈膨胀,产生的爆炸现 象炸飞了电弧热所融化的工件碎屑。 放电结束,电流中止,电极与工件冷却,绝缘层恢复,工件上留下刚才的加工 层。
•
10、有些事想开了,你就会明白,在世上,你就是你,你痛痛你自己,你累累你自己,就算有人同情你,那又怎样,最后收拾残局的还是要靠你自己。
•
11、人生的某些障碍,你是逃不掉的。与其费尽周折绕过去,不如勇敢地攀登,或许这会铸就你人生的高点。
•
12、有些压力总是得自己扛过去,说出来就成了充满负能量的抱怨。寻求安慰也无济于事,放电加工中, 是使用液体介质(工作液)中进行。 目前, 多采用石油产物作为液体介质(工作液) 液体介质(工作液)主要作用 • 压缩放电信道- 使放电能量高度集中在极少区域内 • 加速电极间隙的冷却 • 加速排除电蚀废弃物 • 有助加强电极表面之覆盖效应
石油产物主要特性
1) 密度(15oC) [ g/cm3] 2) 引火点 (PM)[oC] 3) 粘度40oC [mm2/s] 4) 添加剂
)
d (距离 )
电极
工件
油+粉末加工
电极
C
ε d > 油+粉末 ε d油
ε < ε 油+粉末
油
C
工件
电火花加工液
粉末添加剂
大面积加工 粉末加工原理 C(静电容量 )=ε・S―(面积 )
(油)
d (距离 )
(大面积S~□50以上、 表面粗度10μm以下)
精加工加工电流少
↓
距离d减少
↓
加工表面不平均
C(絶縁性)量増大 ↓
•
6、无论你正遭遇着什么,你都要从落魄中站起来重振旗鼓,要继续保持热忱,要继续保持微笑,就像从未受伤过一样。
•
7、生命的美丽,永远展现在她的进取之中;就像大树的美丽,是展现在它负势向上高耸入云的蓬勃生机中;像雄鹰的美丽,是展现在它搏风击雨如苍天之魂的翱翔中;像江
河的美丽,是展现在它波涛汹涌一泻千里的奔流中。
問答交流
火花機維修及保養講座
多謝大家支持!明年再會!
•
1、不是井里没有水,而是你挖的不够深。不是成功来得慢,而是你努力的不够多。
•
2、孤单一人的时间使自己变得优秀,给来的人一个惊喜,也给自己一个好的交代。
•
3、命运给你一个比别人低的起点是想告诉你,让你用你的一生去奋斗出一个绝地反击的故事,所以有什么理由不努力!
1) 密度
当密度过大时, 加工所产生的金属废弃物会悬浮在工作液中, 但当这些金属废弃 物长时间在悬浮而不沉降时, 会使工作液混浊, 严重的会导致在加工时产生电弧 现象或二次放电. 影响加工稳定性
2) 引火点/闪点
当工作液与空气接触时, 会产生蒸发现象, 变化成工作液蒸气, 但当工作液蒸气 与空气达到一定份量并与火源接触时,便会出现瞬间爆炸现象. 这现象出现时的温 度便是工作液的引火点/闪点
•
13、认识到我们的所见所闻都是假象,认识到此生都是虚幻,我们才能真正认识到佛法的真相。钱多了会压死你,你承受得了吗?带,带不走,放,放不下。时时刻刻发
悲心,饶益众生为他人。
•
14、梦想总是跑在我的前面。努力追寻它们,为了那一瞬间的同步,这就是动人的生命奇迹。
•
15、懒惰不会让你一下子跌倒,但会在不知不觉中减少你的收获;勤奋也不会让你一夜成功,但会在不知不觉中积累你的成果。人生需要挑战,更需要坚持和勤奋!
有效放电率减少
电火花加工液
粉末添加剂
大面积加工(油+粉
末)
C(静电容量 )=ε・S―(面积 ) d (距离 )
(大面积S~□50以上、
表面粗度10μm以下)
精加工加工电流少
↓粉末添加
距离d増加
加工表面平均
导电率(导电性)ε减少 ↓
C(絶縁性)减少
↓
有效放电率増大
粉末裝置 規格
EA8粉末裝置: I)機床標準油箱容量200L II)粉末所需之份量500g至 1kg III)每次加入石墨粉後,可 加工使用150至200小時。 IV)當每次添加粉末後,只 可使用粉末加工,直至粉末 失效後,將粉末過濾走。
•
8、有些事,不可避免地发生,阴晴圆缺皆有规律,我们只能坦然地接受;有些事,只要你愿意努力,矢志不渝地付出,就能慢慢改变它的轨迹。
•
9、与其埋怨世界,不如改变自己。管好自己的心,做好自己的事,比什么都强。人生无完美,曲折亦风景。别把失去看得过重,放弃是另一种拥有;不要经常艳羡他人,
人做到了,心悟到了,相信属于你的风景就在下一个拐弯处。
石油产物主要特性
三菱建議用加工液 EDM-F1
密度(15oC) = 0.762[ g/cm3] 引火點(PM) = 82[oC] 黏度40oC = 1.62 [mm2/s]
三菱建議用加工液 EDM-H1
密度(15oC) = 0.786[ g/cm3] 引火點(PM) = 103[oC] 黏度40oC = 2.2~3.1 [mm2/s]
粉末外置缸加工使用特點
油缸
工作缸
當平時只需用油加工時,只需將工件裝在工作台上加工便可。
粉末外置油缸
當需用粉末加工時,將 粉末加工缸裝上,便可 用粉末加工,如加工完 不需粉末加工,可將粉 末加工缸拆除,便可用 回油加工。
粉末加工缸
粉末外置缸加工規格
• 可加工工件尺寸:L400xW250xH150mm • 火花機油容量 :50L • 粉末使用量 :120g至250g
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火点(PM) = 83[oC] 粘度40oC = 2.2 [mm2/s]
石油产物
电火花加工液 石油产物
液体介质(工作液)比较。
目前, 多采用石油产物作为工作液
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火點(PM) = 83[oC] 黏度40oC = 2.2 [mm2/s]
•
4、心中没有过分的贪求,自然苦就少。口里不说多余的话,自然祸就少。腹内的食物能减少,自然病就少。思绪中没有过分欲,自然忧就少。大悲是无泪的,同样大悟
无言。缘来尽量要惜,缘尽就放。人生本来就空,对人家笑笑,对自己笑笑,笑着看天下,看日出日落,花谢花开,岂不自在,哪里来的尘埃!
•
5、心情就像衣服,脏了就拿去洗洗,晒晒,阳光自然就会蔓延开来。阳光那么好,何必自寻烦恼,过好每一个当下,一万个美丽的未来抵不过一个温暖的现在。
引火点/闪点较高时,表示稳定性较好,而工作液的寿命也较长
电火花加工液
液体介质(工作液)比较。 石油产物主要特性
3) 粘度 粘度是指一种液体流动的阻力 工作液粘度高时,有助于限制放电信道的扩展,集中放 电的能量,加强蚀除的效果 但其流动的阻力亦相对较大,呈现粘附性,对加工废弃 物的排除不利,小能量加工更为明显 当粘度高时,有利提高加工速度,是应用大面积加工上 较普遍. 当粘度低时,有利排除加工废弃物,是应用小面积或一 般加工上较普遍.
•
16、人生在世:可以缺钱,但不能缺德;可以失言,但不能失信;可以倒下,但不能跪下;可以求名,但不能盗名;可以低落,但不能堕落;可以放松,但不能放纵;可以虚荣,
但不能虚伪;可以平凡,但不能平庸;可以浪漫,但不能浪荡;可以生气,但不能生事。
•
17、人生没有笔直路,当你感到迷茫、失落时,找几部这种充满正能量的电影,坐下来静静欣赏,去发现生命中真正重要的东西。
放電參數
V I
ON OFF
無負荷電壓 放電電壓
T
ON:脈衝寬度 OFF:休止時間
T
34 32 30 28 26 24 22 20 18 16 14 12 10 8 6 4 2 0
10 15 20 30 45 60 90 120
OnTime(us)
Speed(mm^3/min) Wear(%) VDI
•
18、在人生的舞台上,当有人愿意在台下陪你度过无数个没有未来的夜时,你就更想展现精彩绝伦的自己。但愿每个被努力支撑的灵魂能吸引更多的人同行。
石油产物
工作液 A : 2umRy
工作液 B : 2umRy
No Image
电火花加工液
粉末添加剂
大面积加工
油中加工
粉末加工原理
(导电率)
C(静电容量 )=ε・
―S
(面积
电火花加工原理
电极 加工液
工件
在电极与工件之间加印一定电压的同时,在其间隙中注入加工液。
使电极与工件接近,使加印的电压击穿其之间的油绝缘层,产生电流,获得电 弧火花。
电弧柱的产生,导致电流流动,产生的高温开始融解工件。
电弧产生的大量热量也使电弧周围的油瞬时气化而剧烈膨胀,产生的爆炸现 象炸飞了电弧热所融化的工件碎屑。 放电结束,电流中止,电极与工件冷却,绝缘层恢复,工件上留下刚才的加工 层。
•
10、有些事想开了,你就会明白,在世上,你就是你,你痛痛你自己,你累累你自己,就算有人同情你,那又怎样,最后收拾残局的还是要靠你自己。
•
11、人生的某些障碍,你是逃不掉的。与其费尽周折绕过去,不如勇敢地攀登,或许这会铸就你人生的高点。
•
12、有些压力总是得自己扛过去,说出来就成了充满负能量的抱怨。寻求安慰也无济于事,放电加工中, 是使用液体介质(工作液)中进行。 目前, 多采用石油产物作为液体介质(工作液) 液体介质(工作液)主要作用 • 压缩放电信道- 使放电能量高度集中在极少区域内 • 加速电极间隙的冷却 • 加速排除电蚀废弃物 • 有助加强电极表面之覆盖效应
石油产物主要特性
1) 密度(15oC) [ g/cm3] 2) 引火点 (PM)[oC] 3) 粘度40oC [mm2/s] 4) 添加剂
)
d (距离 )
电极
工件
油+粉末加工
电极
C
ε d > 油+粉末 ε d油
ε < ε 油+粉末
油
C
工件
电火花加工液
粉末添加剂
大面积加工 粉末加工原理 C(静电容量 )=ε・S―(面积 )
(油)
d (距离 )
(大面积S~□50以上、 表面粗度10μm以下)
精加工加工电流少
↓
距离d减少
↓
加工表面不平均
C(絶縁性)量増大 ↓
•
6、无论你正遭遇着什么,你都要从落魄中站起来重振旗鼓,要继续保持热忱,要继续保持微笑,就像从未受伤过一样。
•
7、生命的美丽,永远展现在她的进取之中;就像大树的美丽,是展现在它负势向上高耸入云的蓬勃生机中;像雄鹰的美丽,是展现在它搏风击雨如苍天之魂的翱翔中;像江
河的美丽,是展现在它波涛汹涌一泻千里的奔流中。
問答交流
火花機維修及保養講座
多謝大家支持!明年再會!
•
1、不是井里没有水,而是你挖的不够深。不是成功来得慢,而是你努力的不够多。
•
2、孤单一人的时间使自己变得优秀,给来的人一个惊喜,也给自己一个好的交代。
•
3、命运给你一个比别人低的起点是想告诉你,让你用你的一生去奋斗出一个绝地反击的故事,所以有什么理由不努力!
1) 密度
当密度过大时, 加工所产生的金属废弃物会悬浮在工作液中, 但当这些金属废弃 物长时间在悬浮而不沉降时, 会使工作液混浊, 严重的会导致在加工时产生电弧 现象或二次放电. 影响加工稳定性
2) 引火点/闪点
当工作液与空气接触时, 会产生蒸发现象, 变化成工作液蒸气, 但当工作液蒸气 与空气达到一定份量并与火源接触时,便会出现瞬间爆炸现象. 这现象出现时的温 度便是工作液的引火点/闪点
•
13、认识到我们的所见所闻都是假象,认识到此生都是虚幻,我们才能真正认识到佛法的真相。钱多了会压死你,你承受得了吗?带,带不走,放,放不下。时时刻刻发
悲心,饶益众生为他人。
•
14、梦想总是跑在我的前面。努力追寻它们,为了那一瞬间的同步,这就是动人的生命奇迹。
•
15、懒惰不会让你一下子跌倒,但会在不知不觉中减少你的收获;勤奋也不会让你一夜成功,但会在不知不觉中积累你的成果。人生需要挑战,更需要坚持和勤奋!
有效放电率减少
电火花加工液
粉末添加剂
大面积加工(油+粉
末)
C(静电容量 )=ε・S―(面积 ) d (距离 )
(大面积S~□50以上、
表面粗度10μm以下)
精加工加工电流少
↓粉末添加
距离d増加
加工表面平均
导电率(导电性)ε减少 ↓
C(絶縁性)减少
↓
有效放电率増大
粉末裝置 規格
EA8粉末裝置: I)機床標準油箱容量200L II)粉末所需之份量500g至 1kg III)每次加入石墨粉後,可 加工使用150至200小時。 IV)當每次添加粉末後,只 可使用粉末加工,直至粉末 失效後,將粉末過濾走。
•
8、有些事,不可避免地发生,阴晴圆缺皆有规律,我们只能坦然地接受;有些事,只要你愿意努力,矢志不渝地付出,就能慢慢改变它的轨迹。
•
9、与其埋怨世界,不如改变自己。管好自己的心,做好自己的事,比什么都强。人生无完美,曲折亦风景。别把失去看得过重,放弃是另一种拥有;不要经常艳羡他人,
人做到了,心悟到了,相信属于你的风景就在下一个拐弯处。
石油产物主要特性
三菱建議用加工液 EDM-F1
密度(15oC) = 0.762[ g/cm3] 引火點(PM) = 82[oC] 黏度40oC = 1.62 [mm2/s]
三菱建議用加工液 EDM-H1
密度(15oC) = 0.786[ g/cm3] 引火點(PM) = 103[oC] 黏度40oC = 2.2~3.1 [mm2/s]
粉末外置缸加工使用特點
油缸
工作缸
當平時只需用油加工時,只需將工件裝在工作台上加工便可。
粉末外置油缸
當需用粉末加工時,將 粉末加工缸裝上,便可 用粉末加工,如加工完 不需粉末加工,可將粉 末加工缸拆除,便可用 回油加工。
粉末加工缸
粉末外置缸加工規格
• 可加工工件尺寸:L400xW250xH150mm • 火花機油容量 :50L • 粉末使用量 :120g至250g
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火点(PM) = 83[oC] 粘度40oC = 2.2 [mm2/s]
石油产物
电火花加工液 石油产物
液体介质(工作液)比较。
目前, 多采用石油产物作为工作液
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火點(PM) = 83[oC] 黏度40oC = 2.2 [mm2/s]
•
4、心中没有过分的贪求,自然苦就少。口里不说多余的话,自然祸就少。腹内的食物能减少,自然病就少。思绪中没有过分欲,自然忧就少。大悲是无泪的,同样大悟
无言。缘来尽量要惜,缘尽就放。人生本来就空,对人家笑笑,对自己笑笑,笑着看天下,看日出日落,花谢花开,岂不自在,哪里来的尘埃!
•
5、心情就像衣服,脏了就拿去洗洗,晒晒,阳光自然就会蔓延开来。阳光那么好,何必自寻烦恼,过好每一个当下,一万个美丽的未来抵不过一个温暖的现在。
引火点/闪点较高时,表示稳定性较好,而工作液的寿命也较长
电火花加工液
液体介质(工作液)比较。 石油产物主要特性
3) 粘度 粘度是指一种液体流动的阻力 工作液粘度高时,有助于限制放电信道的扩展,集中放 电的能量,加强蚀除的效果 但其流动的阻力亦相对较大,呈现粘附性,对加工废弃 物的排除不利,小能量加工更为明显 当粘度高时,有利提高加工速度,是应用大面积加工上 较普遍. 当粘度低时,有利排除加工废弃物,是应用小面积或一 般加工上较普遍.
•
16、人生在世:可以缺钱,但不能缺德;可以失言,但不能失信;可以倒下,但不能跪下;可以求名,但不能盗名;可以低落,但不能堕落;可以放松,但不能放纵;可以虚荣,
但不能虚伪;可以平凡,但不能平庸;可以浪漫,但不能浪荡;可以生气,但不能生事。
•
17、人生没有笔直路,当你感到迷茫、失落时,找几部这种充满正能量的电影,坐下来静静欣赏,去发现生命中真正重要的东西。
放電參數
V I
ON OFF
無負荷電壓 放電電壓
T
ON:脈衝寬度 OFF:休止時間
T
34 32 30 28 26 24 22 20 18 16 14 12 10 8 6 4 2 0
10 15 20 30 45 60 90 120
OnTime(us)
Speed(mm^3/min) Wear(%) VDI
•
18、在人生的舞台上,当有人愿意在台下陪你度过无数个没有未来的夜时,你就更想展现精彩绝伦的自己。但愿每个被努力支撑的灵魂能吸引更多的人同行。