NDE(无损检测)管理程序
无损检验工作流程

无损检测工作流程
1.报验委托
1.1 报验部门需提交《无损检测检验委托单》
2.检验准备
2.1检验人员接到无损检测检验委托单》后及时核对信息,确保无误后根据相应标准选择试块调试仪器设备,保证灵敏度满足技术要求。
3.检测及记录、报告
3.1检验人员按《无损检测通用规程》及相关技术要求实施检测
3.2检测时,操作人员应如实做好检测记录
3.3检测结果不合格则按照标准进行复验,复检仍不合格则反馈给直
属领导和报验部门进行处理。
3.4无损检测报告由无损责任人审核签字后方能发出。
4. 无损检测资料归档和试样、试件保存的基本要求
4.1检验资料由质检部保管并作好记录,最后与同工程项目其他资料存入档案室,保存时间为7年。
4.2试样应在左上角打上钢印,内容为规格型号及材质并编号保存,以备下次使用。
4.3射线胶片的保存有效期为整个在役期间。
无损检测工作流程—原材料
无损检测工作流程—成品`。
8202-33_无损检测管理程序_V5

旗开得胜读万卷书行万里路11概述与适用范围1.1本程序阐述了在飞机及其附件的各级维修工作中,对无损检测的管理要求。
1.2本程序适用于质量分部、工程分部、生产分部、基地维修分部、航线维修分部、福州分公司机务部。
1.3程序属性■CCAR121 ■CCAR145航线■CCAR145定检/部件2依据文件2.1AC-145-9《国家标准和行业标准的采用》;2.2《维修管理手册》MF/0809-8“维修过程的质量控制”2.3《民用航空行业标准》MH/T3001-2004“航空器无损检测人员资格鉴定与认证”。
3术语和定义3.1NDT(无损检测):英文Non-destructive Testing的缩写,包括了涡流、磁粉、超声、渗透和射线五种常规检测手段,还包括但不限于:目视检验、声发射检验、渗漏检验、热成像检验等,以及波音NDT 手册及其他厂家NDT手册中介绍的其他类型无损检测手段。
3.2无损检测人员:根据《民用航空行业标准》MH/T3001-2004“航空器无损检测人员资格鉴定与认证”的规定取得相应技术等级证书的人员。
3.3NDT验收:指无损检测人员依据无损检测标准和工艺在对零部件进行无损检测工作后,依据无损检测标准和工艺的有关规定对该零部件是否符合无损检测验收标准所进行的判定。
4要求4.1所需的人员岗位4.1.1无损检测人员4.1.2MCC调度人员、维修人员、附件维修人员、工艺工程师、维修工程师4.1.3工程工程师旗开得胜4.1.4生产计划人员、设备管理人员4.2职责4.2.1质量分部:a)负责无损检测项目的规划、评估;b)负责无损检测设备的选型;c)负责无损检测工作的准备、检验及检验结果的分析与评估。
4.2.2各维修单位:a)负责无损检测工卡的转移、回收;b)负责为无损检测工作提供技术支持和维修支持。
4.2.3工程分部:负责无损检测工作的技术支持。
4.2.4生产计划分部:a)负责无损检测工作的计划安排和工卡发放;b)负责组织协调无损检测的外委实施;c)负责无损检测设备的订购、送修、借用。
质量控制手册(NDE)

第8章无损检测的控制共3页第1页发布日期8 无损检验8.1 总则8.1.1 本章叙述无损检验人员的资格要求、检验责任、规范产品无损检验操作规程的编制与实施等控制程序。
8.1.2有关ASME规范仅有RT、UT、MT和PT无损检测方法被采用。
在承担压力管道制造前,由AI对需要压力管道检验的有关VT无损检验人员,将进行培训、考核和审查核实。
8.2 培训实施计划8.2.1 质检部主任负责编制无损检验人员培训实施大纲。
按照ASME规范和以SN-TC-IA(最新版的规范)为准,对无损检验人员培训、资格评定。
实施大纲要质保工程师由审核,由总经理批准,由AI认可。
8.3无损检验III级人员的资格证明8.3.1 质检部主任要按批准和认可的无损人员培训资格鉴定签发证书大纲,推荐合适III级水平的无损检验人员。
应试人员要考虑其经验,受教育情况,资历和实际能力表现。
指定一位有证的无损检验III级员对 III级水平的应试人员,以基础检验、方法检验和特殊检验进行测评。
III级人员的考试的管理和考评要由质检部主任执行。
8.3.2 III级无损检验人员的应试通过后,“无损检验人员资格评定记录”(样表NO.8-1)要由总经理签署后发出,以证明其达到无损检验III级水平。
8.3.3 无损检验III级水平证明,具有五年有效期,期满后,可以重新考试和重新发证,要由总经理批准。
8.4 无损检验I、II级证明8.4.1 无损检验III级人员要负责对无损检验I、II级人员的培训和考试。
质检部主任要按无损检验III级人员的汇报的培训和考试结果,指定无损检验的I、II级人员。
I、II级人员的资格证明要由质保工程师签署。
8.4.2 无损检验III级人员和I、II级人员资格证明、培训资格要求连同考试卷,要在质检部门存档,并由无损III级人员负责保管。
第8章无损检测的控制共3页第2页发布日期8.4.3 无损检验I、II级人员的资格有效期为三年。
期满后,可以再申请接受III级人员的培训和资格评定,由总经理批准。
油罐无损检测程序NDEPROCEDURE

CSPC NANHAI PETROCHEMICALS PROJECTCSPC 南海石化项目FEEDSTOCK STORAGE TANKS原料油罐C2─WHPE─CSPC─0030NDE PROCEDUREPR—8710—0030—0007无损检测程序CPFCC&DOD ConsortiumNO. DATE REVISION BY CHK’D APPR.A November 22 ,2003 Issued for Review Qiao Zhaomin Wang Xiaoyang Yu XuegongTable of content1. PURPOSE目的 (2)2. SCOPE 适用范围 (2)3. DEFINITION 定义 (2)4. REFERENCES参考 (2)5. REQUIREMENTS 要求 (3)5.1 NDE Methods NDE 方法 (3)5.2 Precondition of NDE 检测前准备 (3)5.3 NDE Process Flowchart NDE流程图 (3)5.4 NDE Contents 检测内容 (3)5.5 NDE Method 检测方法 (6)5.6 NDE Eligibility Standard无损检测合格标准 (17)5.7 Special Requirements特殊要求 (17)5.8 Testing Personnel检测人员 (18)6. OTHER TESTS其它试验 (18)7. NOTES注意事项 (19)1. PURPOSE目的This project includes 5 100000m3 feedstock storage tanks, their size all isφ78000×21000.The procedure provides some requirements for controlling NDE on site to ensure the quality of welds compliance with applicable criteria.本工程包括5台原料油储罐,其尺寸皆为φ78000×21000。
无损检测管理程序

1.目的本程序规定了管道焊接施工中焊缝无损检测的管理要求。
10.适用范围本程序适用于本公司所有焊接施工工程中无损检测的管理。
11.编制依据11.1.劳动部1996年4月23日颁布的《压力管道安全管理与监察规定》11.2.国家质监局锅发[2000]99号《压力管道安装资格认可实施细则》11.3.国务院2003年3月11日颁布的《特种设备安全监察条例》11.4.GB3323 — 87 《钢熔化焊对接接头射线照相和质量分级》11.5.《ASME锅炉及压力容器规范》第V卷第2章《射线照相检验》12.无损检测人员要求12.1.所有从事探伤的人员均应经过培训,并按照《锅炉压力容器无损检测人员资格考核规则》进行考核,获取相应的初、中或高级资格证书,各技术等级只能从事与该等级相应的无损检测工作。
13.探伤质量控制程序探伤质量控制程序见图1。
14.检测14.1.检测时间14.1.1.焊后24小时且表面检验合格后。
焊缝内外表面的波痕与不平度与底片缺陷影像混淆时,则应采用适当的方法去除。
14.2.设备及器材的选择14.2.1.设备:选用TS-100(Ir192源)1台。
14.2.2.胶片:AGFA C4胶片,用片规格80×180mm。
14.2.3.象质计:ASME 透度计。
14.2.4.增感屏:选用铅箔增感屏,规格80×180×0.1-0.2mm。
14.2.5.暗袋:人造革暗袋,背后贴附“B”铅字标记。
14.2.6.标记带及定位标记和识别标记布置规则,见图2。
图1××(3) ××(4) ××(5) ××(6)(2)+(1)(2)(1)中心标记(2) 搭接标记(3) 管线号(4) 焊工号(5) 焊口号(6) 片号注:象质计金属丝横跨焊缝并垂直于焊缝方向,细丝置于外侧。
图214.3.排片编号和摄片方向14.3.1.由质检员现场编号,并填写无损检测委托单交于检测单位。
NDE无损检查详细介绍

超声检测 Ultrasonic Testing(缩写 UT);射线检测 Radiographic Testing(缩写 RT);磁粉检测 Magnetic particle Testing(缩写 MT);渗透检测 Penetrant Testing (缩写 PT);涡流检测 Eddy Current Testing (缩写 ET);射线照相法(RT)是指用X射线或g射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是最基本的,应用最广泛的一种非破坏性检验方法。
1、射线照相检验法的原理:射线能穿透肉眼无法穿透的物质使胶片感光,当X射线或r射线照射胶片时,与普通光线一样,能使胶片乳剂层中的卤化银产生潜影,由于不同密度的物质对射线的吸收系数不同,照射到胶片各处的射线能量也就会产生差异,便可根据暗室处理后的底片各处黑度差来判别缺陷。
2、射线照相法的特点:射线照相法的优点和局限性总结如下: a.可以获得缺陷的直观图像,定性准确,对长度、宽度尺寸的定量也比较准确; b.检测结果有直接记录,可长期保存; c. 对体积型缺陷(气孔、夹渣、夹钨、烧穿、咬边、焊瘤、凹坑等)检出率很高,对面积型缺陷(未焊透、未熔合、裂纹等),如果照相角度不适当,容易漏检; d.适宜检验厚度较薄的工件而不宜较厚的工件,因为检验厚工件需要高能量的射线设备,而且随着厚度的增加,其检验灵敏度也会下降; e.适宜检验对接焊缝,不适宜检验角焊缝以及板材、棒材、锻件等; f.对缺陷在工件中厚度方向的位置、尺寸(高度)的确定比较困难;g.检测成本高、速度慢;h.具有辐射生物效应,无损检测超声波探伤仪能够杀伤生物细胞,损害生物组织,危及生物器官的正常功能。
总的来说,RT的特性是——定性更准确,有可供长期保存的直观图像,总体成本相对较高,而且射线对人体有害,检验速度会较慢。
无损检测X光机用于工业部门的工业检测X光机通常为工业无损检测X光机(无损耗检测),此类便携式X光机可以检测各类工业元器件、电子元件、电路内部。
无损检测流程
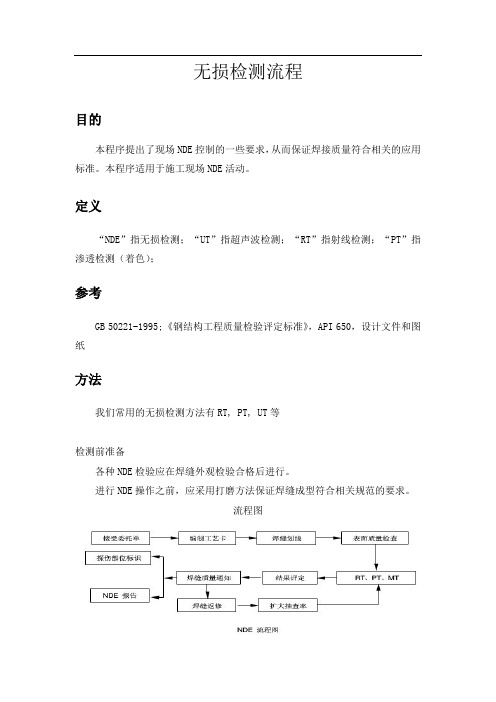
无损检测流程目的本程序提出了现场NDE控制的一些要求,从而保证焊接质量符合相关的应用标准。
本程序适用于施工现场NDE活动。
定义“NDE”指无损检测;“UT”指超声波检测;“RT”指射线检测;“PT”指渗透检测(着色);参考GB 50221-1995;《钢结构工程质量检验评定标准》,API 650,设计文件和图纸方法我们常用的无损检测方法有RT, PT, UT等检测前准备各种NDE检验应在焊缝外观检验合格后进行。
进行NDE操作之前,应采用打磨方法保证焊缝成型符合相关规范的要求。
流程图检测内容钢结构的主体,转子,齿轮,管线等,板间厚度差小于1mm时,视为同等厚度。
射线检测内容,射线检测按以下执行:对于立缝(δ≤25),每一焊工焊接的每种板厚(以较薄板厚度计算),在最初焊接的焊缝的任意部位拍1张。
以后不考虑焊工人数,对每种板厚焊缝的任意部位拍1张。
对于立缝25<δ≤32,全部RT。
对于横缝,不考虑焊工人数,每种板厚最初焊接的焊缝任意部位拍1张,以后对于每种板厚焊缝的任意部位拍1张。
所有T字口进行RT。
边缘板对接焊缝的外端拍1张。
当1张底片出现不合格时,在该探伤位置两端延伸再各拍1张,但是如果缺陷部位距离底片端部75mm 以上,可不再延伸。
如果延伸的部位再不合格,应继续延伸检查。
焊后至少24h 才能进行RT,每张底片有效长度不小丁300mm.渗透检测内容,渗透检测按以下执行钢结构工程中的受力,关键部位的所有焊缝。
超声波检测内容,超声波检测按以下执行:钢结构工程中关键部位或在有需求的部位进行超声波检测。
对于自动焊的立缝,需射线检测的部位进行另外的超声波检测。
检测方法射线检测方法钢结构的射线检验采用Y射线和X射线进行,板厚大于等于20mm的采用Y 射线,板厚小丁20mrn的采用X射线。
检验标准执行JB/T4730-2005第二篇《射线无损检测》。
纵缝采用纵缝透照法,环缝采用环缝外透照法。
射线透照质量等级采用AB级。
NDE无损检查详细介绍

超声检测U l t r a s o n i c T e s t i n g(缩写U T);射线检测 Radiographic Testing(缩写 RT);磁粉检测 Magnetic particle Testing(缩写 MT);渗透检测 Penetrant Testing (缩写 PT);涡流检测 Eddy Current Testing (缩写 ET);射线照相法(RT)是指用X射线或g射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是最基本的,应用最广泛的一种非破坏性检验方法。
1、射线照相检验法的原理:射线能穿透肉眼无法穿透的物质使胶片感光,当X射线或r射线照射胶片时,与普通光线一样,能使胶片乳剂层中的卤化银产生潜影,由于不同密度的物质对射线的吸收系数不同,照射到胶片各处的射线能量也就会产生差异,便可根据暗室处理后的底片各处黑度差来判别缺陷。
2、射线照相法的特点:射线照相法的优点和局限性总结如下: a.可以获得缺陷的直观图像,定性准确,对长度、宽度尺寸的定量也比较准确; b.检测结果有直接记录,可长期保存; c. 对体积型缺陷(气孔、夹渣、夹钨、烧穿、咬边、焊瘤、凹坑等)检出率很高,对面积型缺陷(未焊透、未熔合、裂纹等),如果照相角度不适当,容易漏检; d.适宜检验厚度较薄的工件而不宜较厚的工件,因为检验厚工件需要高能量的射线设备,而且随着厚度的增加,其检验灵敏度也会下降; e.适宜检验对接焊缝,不适宜检验角焊缝以及板材、棒材、锻件等; f.对缺陷在工件中厚度方向的位置、尺寸(高度)的确定比较困难;g.检测成本高、速度慢;h.具有辐射生物效应,无损检测超声波探伤仪能够杀伤生物细胞,损害生物组织,危及生物器官的正常功能。
总的来说,RT的特性是——定性更准确,有可供长期保存的直观图像,总体成本相对较高,而且射线对人体有害,检验速度会较慢。
无损检测X光机用于工业部门的工业检测X光机通常为工业无损检测X光机(无损耗检测),此类便携式X光机可以检测各类工业元器件、电子元件、电路内部。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总承包分公司
NDE (无损检测)管理程序
(A 版)
2009年12月25日发布 2009年12月25
日实施
安全管理文件
编号:EPC-SM-GZ-028
中国华电工程(集团)有限公司总承包分公司 NDE(无损检测)管理程序
NDE(无损检测)管理程序
EPC-SM-GZ-028
版本A
批准:田立
审核:王正新、田金舫、王忠平
编制:董冰、叶翔、
贾志刚、王永祥、冯圣杰
NDE(无损检测)管理程序
1目的
为了控制好NDE检验活动,确保NDE检验质量,特制订本程序。
2 范围
本程序适用于华电工程项目部施工区域内所有的NDE检验活动。
3 定义
NDE
指在不损坏被检对象的情况下,利用声、光、电、磁等方法来检测工件或材料内部及表面缺陷的方法,英文缩写为NDE(无损检测)。
4 职责
4.1 从事NDE检验的人员,须经过培训考核,并持有公认机构颁发的相应资格证书,且资格证书必须在有效期内。
4.2 NDE检验证书共分三级,分别是Ⅰ、Ⅱ、Ⅲ级,Ⅰ级最低、Ⅲ级最高。
Ⅰ级NDE 人员可在Ⅲ级或Ⅱ级NDE人员的指导下进行检验操作,NDE检验报告由进行检验的Ⅲ级或Ⅱ级NDE人员负责填写,由其他Ⅲ级或Ⅱ级NDE人员负责审核。
4.3 NDE检验主要分为射线探伤、超声波探伤、磁粉探伤和渗透探伤四种,持有资格证书的NDE检验人员只能从事相应检验方法、级别的检验工作。
4.4 NDE检验证书有效期为五年,证书到期后应及时向原发证机构申请换证。
4.5 从事射线探伤的NDE人员资格还应符合国家及地方的有关规定。
4.6 质量管理部和安全管理部负责NDE检验人员资格的审查和控制。
5 程序
5.1 检验准备
5.1.1 进行NDE检验前,应按照有关检验标准、要求、及检验环境等编制工作程序,并报请批准。
5.1.2 使用的NDE检验仪器应符合有关标准、程序的要求。
5.1.3 必要时,现场做好封闭及警示,做好防护,严谨无关人员误入。
5.2 检验委托
5.2.1 所有的NDE检验由被检单位使用NDE报告单进行委托,并根据有关标准、
规范的要求,在NDE报告单中填写好工件编号、材质规格、探伤比例、验收标准、检验位置等内容。
5.2.2 接受NDE检验委托后,NDE检验人员首先对NDE检验报告单进行检查,若填写内容不完整、不正确或要求不清,则退回委托单位重新填写。
5.2.3 对符合要求的检验委托则安排进行NDE检验。
5.3 NDE检验
5.3.1 由具有资格的NDE检验员,使用合格的设备和材料进行NDE检验。
5.3.2 检验中严格按批准的工作程序和NDE报告单中委托单位的有关要求进行。
5.3.3 检验中若发现工件外观不符合要求或影响检验结果,应停止检验,由委托单位进行处理,符合检验要求后方可再进行。
5.3.4 NDE检验结束后,应根据实际检验情况出具检验结论,检验结论为合格或不超标、不合格或超标。
5.3.5 检验中发现不合格或超标缺陷时,应准确定性、定量、定位,并由其他NDE 检验人员进行复核,以防止误判。
5.3.6 发现不合格或超标缺陷时,应及时通知委托单位返修,并标识清楚返修部位。
5.3.7 检查人员进行高处探伤试时,带好个人防护用品,设专人监护。
6 记录
6.1 NDE检验结束后应及时填写检验报告,检验报告应力求内容详尽,描述准确。
6.2 NDE检验报告原件存放于质量管理部门,复印件返回委托单位。