医药化工企业主要风险分析点
医药化工行业企业安全生产风险分级管控体系实施指南
医药化工行业企业安全生产风险分级管控体系实施指南医药化工行业是一种高风险行业,涉及到的生产过程中存在着很多潜在的安全风险。
为了保障企业员工的生命财产安全,确保生产过程的安全稳定,需要建立一个科学的安全生产风险分级管控体系。
以下是医药化工行业企业安全生产风险分级管控体系实施的指南:一、风险评估与识别1.对企业内部的生产过程、设备设施、化学品等进行全面调查和分析,识别潜在的安全风险。
2.根据风险评估结果,确定风险等级,并将风险进行分类,包括人员伤亡风险、设备事故风险、环境污染风险等。
二、风险管控计划的制定1.根据风险等级,制定相应的风险管控计划,明确风险管控的目标和指标。
2.制定详细的安全操作规程,明确操作步骤和注意事项,确保员工操作符合规范。
三、风险管控措施的实施1.在企业内部建立健全的安全管理体系,明确责任分工和安全管理的流程。
2.准确落实安全保护设备设施,确保其正常运行和有效性。
3.建立健全的危险源监测系统,对企业内可能存在的危险源进行实时监测和预警。
4.建立应急救援机制,明确应急处置的程序和责任人,确保突发事件能够及时有效地得到处置。
四、风险管控的监督与评估1.建立健全的风险管控监督机制,定期进行安全风险检查和评估,及时发现和解决存在的问题。
2.建立风险管控的监督档案,记录安全检查和评估的结果,及时跟踪整改情况。
五、员工培训和意识提升1.加强对员工的安全培训和技能提升,提高员工的安全意识和应急处理能力。
2.定期组织安全演练,增强员工对突发事件的应对能力。
通过以上的指南,医药化工行业企业可以建立一个完善的安全生产风险分级管控体系,有效地降低安全风险发生的可能性,并能够及时有效地处理突发事件,保障企业员工的生命财产安全。
为了确保体系的有效实施,企业还需加强内外部的交流与协作,积极与相关部门建立合作关系,共同推动安全生产工作向更好的方向发展。
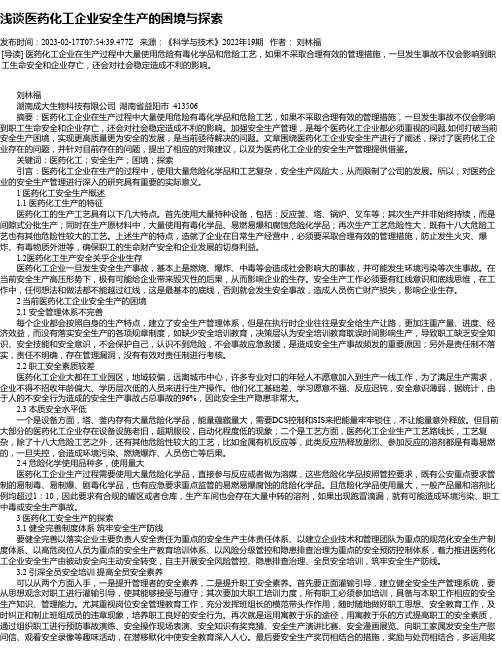
医药制造行业信用风险分析

2009年10月
制定307种基本药物(基层版)最高零售指导价
12%
2010 年12 月
降低十七大类药品药品的最高零售价格
19%
20
2011 年3 月
降低62 个品种药品最高零售价格
21%
100
2011 年8 月
降低82 个品种药品的最高零售价格
14%
抗生素的限制使用将使抗生素过去的大肆滥用现象得到遏制,下游需求未来将出现萎缩,也将令我国的抗生素行业受到空前的压力。
代理
20-30%
商业渠道
医生、药房、医院
医院加价
10-15%
30-40%
15%
5-10%
2005~2011.11年我国工业总产值情况(单位:亿元)
年份
2005
2006
2007
2008
2009
2010
2011.11
医药工业总产值
4364
5340
6718
8381
10048
12427
13368
比上年增长率
经过本世纪头十年的发展,中国医药制造业现已有近5000家原料药和制剂生产企业和1.4万家医疗器械生产企业,可以生产化学原料药近1500种,产量和出口量位居世界第一,能生产化学制剂34个剂型4000余个品种,疫苗年产量超过10亿个剂量单位,已经成为一个制药大国
关系国计民生
是我国培育发展战略性新兴产业的重点领域
2005-2010年,我国医药工业生产总产值一直呈上升趋势,年均复合增长率为19.40%,高于同期国内生产总值(名义)和人均GDP(名义)的年均复合增长率。2011 年1-11 月,医药制造业实现总产值(现价)13368亿元,预计全年将突破1.5亿元
化工企业安全风险分级管控实施指南

3.5.2.1安全检查表编制的依据
1)有关标准、规程、规范及规定;
2)国内外事故案例和企业以往的事故情况;
2.2危害因素:危害因素是指生产过程中可对人造成伤亡、影响人的身体健康甚至导致疾病的因素。危险和有害因素分为四类,分别是“人的因素”、“物的因素”、“环境因素”和“管理因素”。
2.3危害因素辨识:识别组织整个范围内所有存在的危害因素并确定每个危害因素特性的过程。
2.4风险:是指生产安全事故发生的可能性,与随之引发的人身伤害和(或)健康损害和(或)财产损失的组合。风险有两个主要特性,即可能性和严重性。可能性,是指危险情况发生的概率。严重性,是指危险情况一旦发生后,将造成的人员伤害和经济损失的大小和程度。
3.2危害因素辨识范围(1)规划、设计和建设、投产、 Nhomakorabea行等阶段;
(2)常规和异常活动;
(3)事故及潜在的紧急情况;
(4)所有进入作业场所的人员的活动;
(5)原材料、产品的运输和使用过程;
(6)作业场所的设施、设备、车辆、安全防护用品;
(7)人为因素,包括违反安全操作规程和安全生产规章制度;
(8)丢弃、废弃、拆除与处置;
可以按生产流程的阶段、地理区域、装置、作业任务、生产阶段/服务阶段或部门划分,也可结合起来进行划分。如:
1)日常操作:工艺操作、设备设施操作、现场巡检。
2)异常情况处理:停水、停电、停气(汽)、停风、停止进料的处理,设备故障处理。
3)开停车:开车、停车及交付前的安全条件确认。
医药制造企业危险化学品安全管理现状与对策

监督管理和应急管理部门的综合监管,企业根据相关法律法规要求落实安全生产主体责任。
但目前与医药制造业危险化学品安全相关的标准规范较少,主要以化工或危险化学品相关的国家标准作为依据,但这些标准与医药制造企业的实际及特点仍有差距,缺乏符合医药制造企业实际情况的危险化学品管理规范和技术标准。
医药制造企业危险化学品安全管理问题已经引起国家和社会的高度关注,政府安全监管力度逐渐加大,亟待出台加强安全管理的政策措施。
为了摸清医药制造企业安全管理现状,本次选取B 市12家具有代表性的医药制造企业进行现场调研,掌握医药制造企业在危险化学品安全管理方面存在的安全风险[3]。
1.1 危险化学品从业人员安全素质亟待提高医药制造企业安全管理机构设置与专兼职安全管理人员配备数量不能满足危险化学品管理需求。
安全管理人员队伍不稳定,普遍缺少化工、安全等相关专业背景,人员专业知识参差不齐,缺乏专门知识培训,不熟悉危险化学品相关法律法规和标准规范。
危险化学品使用人员对危险化学品基础知0 引言随着人民生活水平的提高和对医疗保健需求的不断增长,我国医药行业市场规模日益扩大,进入前所未有的高速发展期[1]。
医药制造企业在研发、生产过程中大量使用危险化学品,部分医药制造企业还使用剧毒、易制毒、易制爆等管制类化学品,使用过程涵盖了生产、加工、试验、污水处理等多个环节[2]。
近年来,全国发生多起医药制造企业生产安全事故,造成重大人员伤亡,如2019年山东济南齐鲁天和惠世制药有限公司“4·15”着火中毒事故,2020年江西吉安海州医药化工有限公司“11·17”爆炸事故等,这些事故给城市的安全运行和人民群众生命财产安全造成巨大损失。
通过全面掌握医药制造企业危险化学品使用环节存在的安全风险,强化医药制造企业危险化学品安全监管,破解危险化学品安全管理的基础性、源头性、瓶颈性问题,才能有效促进医药行业实现高质量发展。
1 医药制造企业危险化学品安全管理现状及分析医药制造企业的安全管理目前主要依赖药品监管部门的医药制造企业危险化学品安全管理现状与对策陈星光1*,姚伟2,闵文宣2(1.北京市安全生产科学技术研究院,北京 101101;2.北京市劳动保护科学研究所,北京 100054)摘要:近年来危险化学品领域系统性安全风险十分突出,高校实验室、科研机构、化工企业等危险化学品使用单位安全事故频发,国家逐渐加大危险化学品使用单位的监管力度。
某化工有限公司生产安全风险评估报告

某化工有限公司生产安全风险评估报告报告摘要本报告是对某化工有限公司生产安全风险进行的评估研究,旨在识别潜在的安全风险,为该公司制定相关的风险管理措施提供参考。
评估过程中,我们首先对公司的生产工艺、设备和操作进行了全面的调研和了解。
接着,我们对可能存在的危险源进行了识别和分析,包括化学品储存、工艺设备运行、人员操作等。
通过对这些危险源的评估,我们确定了以下重要的安全风险:1. 化学品储存风险:公司目前存在大量化学品储存,其中部分化学品具有腐蚀、易燃易爆等特性,储存方式和条件不够安全,存在泄漏和事故引发火灾或爆炸的风险。
2. 工艺设备操作风险:由于操作人员的不当操作、设备老化等原因,工艺设备的使用安全性存在一定隐患,可能导致设备损坏、泄漏或爆炸。
3. 人员安全意识风险:部分员工对安全意识缺乏,存在违规操作和忽视安全规定的情况,容易引发安全事故。
在评估报告的基础上,我们提出了以下安全管理建议:1. 加强化学品储存管理:对储存设施进行检查和维护,确保储存条件符合安全要求;制定详细的化学品储存管理规程,包括储存量限制、分类存储和定期检查等。
2. 定期维护和更新工艺设备:建立设备维护台账,定期检查和维护设备,更新老化设备,确保其安全可靠运行。
3. 加强员工培训和安全意识教育:开展定期的安全培训,提高员工的安全意识和操作技能;建立安全奖惩制度,鼓励员工主动参与和遵守安全规定。
4. 定期进行安全演练:定期组织火灾、泄漏等应急情况的安全演练,增强员工对危险情况的应对能力和紧急处理能力。
综上所述,某化工有限公司在生产过程中存在一定的安全风险,需要加强相关的安全管理工作。
我们建议公司按照以上提出的安全管理建议,制定相应的风险管理计划,确保生产过程的安全性和可持续发展。
浅谈医药化工企业安全生产的困境与探索
浅谈医药化工企业安全生产的困境与探索发布时间:2023-02-17T07:54:39.477Z 来源:《科学与技术》2022年19期作者:刘林福[导读] 医药化工企业在生产过程中大量使用危险有毒化学品和危险工艺,如果不采取合理有效的管理措施,一旦发生事故不仅会影响到职工生命安全和企业存亡,还会对社会稳定造成不利的影响。
刘林福湖南成大生物科技有限公司湖南省益阳市 413506摘要:医药化工企业在生产过程中大量使用危险有毒化学品和危险工艺,如果不采取合理有效的管理措施,一旦发生事故不仅会影响到职工生命安全和企业存亡,还会对社会稳定造成不利的影响。
加强安全生产管理,是每个医药化工企业都必须重视的问题,如何打破当前安全生产困境,实现更高质量更为安全的发展,是当前亟待解决的问题。
文章围绕医药化工企业安全生产进行了阐述,探讨了医药化工企业存在的问题,并针对目前存在的问题,提出了相应的对策建议,以及为医药化工企业的安全生产管理提供借鉴。
关键词:医药化工;安全生产;困境;探索引言:医药化工企业在生产的过程中,使用大量危险化学品和工艺复杂,安全生产风险大,从而限制了公司的发展。
所以,对医药企业的安全生产管理进行深入的研究具有重要的实际意义。
1 医药化工安全生产概述1.1 医药化工生产的特征医药化工的生产工艺具有以下几大特点。
首先使用大量特种设备,包括:反应釜、塔、锅炉、叉车等;其次生产并非始终持续,而是间隙式分批生产;同时在生产原材料中,大量使用有毒化学品、易燃易爆和腐蚀危险化学品;再次生产工艺危险性大,既有十八大危险工艺也有其他危险性较大的工艺。
上述生产的特点,造就了企业在日常生产经营中,必须要采取合理有效的管理措施,防止发生火灾、爆炸、有毒物质外泄等,确保职工的生命财产安全和企业发展的切身利益。
1.2医药化工生产安全关乎企业生存医药化工企业一旦发生安全生产事故,基本上是燃烧、爆炸、中毒等会造成社会影响大的事故,并可能发生环境污染等次生事故。
医药化工企业工作危害分析(JHA+LEC)评价表

医药化工企业工作危害分析(JHA+LEC)评价表
分析人:日期:审核人:日期:审定人:日期:
填表说明:1.审核人为所在岗位/工序负责人,审定人为上级负责人。
2.评价级别是指运用风险评价方法,确定的风险等级。
3.管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险和低风险,分别用“红、橙、黄、蓝”标识。
分析人:日期:审核人:日期:审定人:日期:
填表说明:1.审核人为所在岗位/工序负责人,审定人为上级负责人。
2.评价级别是指运用风险评价方法,确定的风险等级。
3.管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险和低风险,分别用“红、橙、黄、蓝”标识。
分析人:日期:审核人:日期:审定人:日期:
填表说明:1.审核人为所在岗位/工序负责人,审定人为上级负责人。
2.评价级别是指运用风险评价方法,确定的风险等级。
3.管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险和低风险,分别用“红、橙、黄、蓝”标识。
医药化工企业工作危害分析(JHA+LEC)评价表
(记录受控号)单位:**车间岗位:脱甲基岗位风险点(作业活动)名称:高纯盐酸卸车 No:**-05
填表说明:1.审核人为所在岗位/工序负责人,审定人为上级负责人。
2.评价级别是指运用风险评价方法,确定的风险等级。
3.管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险和低风险,分别用“红、橙、黄、蓝”标识。
化学制药生产过程中的火灾爆炸危险性分析

化学制药生产过程中的火灾爆炸危险性分析发布时间:2022-06-13T09:10:54.761Z 来源:《建筑实践》2022年2月4期作者:张维斌[导读] 化学药品生产中使用的有害物质包括各种易燃张维斌身份证号:64222319880728****摘要:化学药品生产中使用的有害物质包括各种易燃、有毒和腐蚀性物质。
在材料安装和储存过程中,存在易燃液体泄漏和干燥易燃固体粉末爆炸引发火灾和爆炸的风险。
针对这一现象的发生,分析了化工制药生产过程中的火灾爆炸危险性,以期提供一些参考价值。
关键词:化学制药生产;爆炸;危险性分析引言众所周知,火灾必须满足三个条件:可燃物、火种和火源;爆炸可分为物理和化学爆炸。
物理爆炸的主要原因是设备、容器或管道的压力过高。
在正常运行期间,由于长期腐蚀,其强度降低。
化学爆炸是由于空气中的化学反应或易燃易爆物质达到爆炸极限并少量燃烧而引起的。
一般来说,如果设备或容器达到爆炸极限,设备或容器将受到损坏,厂区内易燃易爆物料就会发生物理爆炸和化学爆炸。
1?医药化学生产概况1.1医药化学是我国的支柱产业虽然基本药物的生产在人们的日常生活中越来越发达,但在现阶段也存在一些风险。
因此,安全生产一直是医药化工生产的目标。
首先,医药化学品的生产过程不是连续的,而是间歇性的。
制药和化工生产设备种类繁多。
虽然目前药品和化工产品的生产相对自动化,但如果原材料和工艺存在危险,则可能存在安全问题。
制药化学品的生产是一个复杂而专业的过程。
生产医药化工产品的企业必须具备专业的生产技能和能力,才能有效地管理医药化工企业。
安全生产一直是制药企业的灵魂,也是制药企业倡导和必须遵守的标准。
安全生产必须始终是制药企业安全生产的重中之重。
1.2医药化学生产存在的主要问题从我国医药化工生产现状来看,随着对化工产品需求的不断增加,现有的医药化工工艺生产线速度更快、效率更高。
但其风险因素正变得越来越重要。
中国医药化学生产中存在的主要问题是:(1)化工原料摆放不当,医药化学品生产中大量使用易燃易爆化学品,严重影响了药品生产安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
医药化工企业主要风险分析点
1.主要风险分析点
1.1 设备设施清单
1.1.1动力车间
盐水机组、工艺冷水机组、空调冷水机组、蒸发冷、空压机、回转窑本体、锅炉、水处理设备、急冷中和塔、井用潜水泵、消防泵、低压配电盘、低压配电柜、变压器、低压电机启动柜、干式变压器、管道泵、配电盘、仪表盘、配电箱、电导率仪、浊度仪、立式多级泵、螺杆制冷压缩机、盐水立式蒸发器、空气冷冻干燥机、空压机、滤油机、磁化除垢器、空气分离器、液氨储罐、氨液分离器、低压开关柜、低压电容器屏、高压开关柜、板式换热器、真空泵、液压升降平台、逆变电焊机、缓冲罐、压缩空气储罐、空气精密过滤器、液氮储罐、氢气储罐。
1.1.2化工生产车间
缩合罐、环合罐、水解罐、中和罐、烷化罐、碱解罐、硝化罐、消化罐、氢化还原罐、酰化罐、溶解罐、配酸罐、配炭罐、计量罐、打料泵、蒸馏罐、精馏塔、分馏塔、预热器、冷凝器、冷却器、离心机、板框式压滤机、厢式压滤机、带式压滤机、过滤器、母液罐、精制罐、汽提塔、回收罐、结晶罐、双锥干燥器、流化床干燥器、闪蒸干燥器、螺旋推进器、微粉机、料仓、整粒机、干燥箱、双锥混料器、过筛机、制粒机、除尘器、空调净化系统、真空泵、缓冲罐、吸收塔、风机、光电催化废气净化器、罗茨鼓风机、尾气吸收装置、旋风分离器、电动葫芦、手拉葫芦、液压拖车、叉车、切割机、电锤、电焊机、砂轮机、无齿锯、手电钻、风机、钻床、防爆
工具、火灾报警系统。
1.1.3仪表电气车间
DCS系统、ESD系统、PLC系统、不间断电源、压力变送器、差压变送器差压流量计、电磁流量计、转子流量计、涡街流量计、质量流量计、静压式液位计、雷达液位计、核辐射液位计、热电阻温度变送器、热电偶温度变送器、单座调节阀、双座调节阀、套筒调节阀、偏心调节阀、角型调节阀、球阀、蝶阀、红外分析仪、热导分析仪、氧分析仪、现场在线分析室、可燃或有毒气体报警仪、火灾报警系统。
1.1.4 质检车间(QC)
电炉、高温炉、烘箱、粉碎机、蒸汽灭菌柜、马弗炉、电动离心机、液相色谱仪分析、气相色谱仪分析、原子吸收分析、电子分析天平、恒温干燥箱、分光光度计、多功能振荡筛、托盘天平、通风橱、恒温水浴锅、电热鼓风干燥箱、酸度计、循环水真空泵、旋片式真空泵、冰箱、PH计、电导率仪。
1.1.4物控车间
液氨罐、盐酸罐、硫酸罐、液碱罐、氯仿罐、醋酐罐、甲醛罐、可燃液体储罐(甲醇、乙醇、石油醚、丙酮、环己烷等)、卸车泵、输料泵、真空泵、压缩机、电子汽车衡、除湿机、简易升降机、高位液压车、尾气吸收装置。
1.2 作业活动清单
2.风险分级管控应用示例
2.1作业过程工作分析(JHA)记录表(包括工作活动清单、工作记录表)2.1.1 D车间DD产品脱甲基操作过程
表一:工作活动清单
车间:D车间产品:DD 工序/班组:L-370脱甲基反应
填表人:安全工程师审核人:车间主任
表二:工艺操作及作业过程(状态)风险分析、评价、控制表单位: D车间产品: DD 工段/班组: L-370 时间: 2016.3.28
工作活动:脱甲基反应
分析、评价人员:安全工程师、工艺工程师、班组长、操作工1、操作工2 审核人:车间主任
2.1.2检维修作业
表一:工作活动清单
车间:机电公司产品:工序/班组:1-6组
填表人:安全工程师审核人:车间主任
表二:工艺操作及作业过程(状态)风险分析、评价、控制表
单位:机电公司产品:工段/班组: 1—6组时间: 2016.3.28 工作活动:检维修作业
2.2设备、设施、工具分析记录表(包括工作记录表)
2.2.1全自动离心机
表二:设备、设施、工具危险、有害因素分析、评价表
单位:H车间产品: HH 工段/班组:三工段/缩合组时间:2016年3月30日分析、评价人员:安全工程师、设备工程师、班组长、操作工1、操作工2 审核人:车间主任
25。