115000DWT成品油/原油船压载舱牺牲阳极设计
中国船级社入级产品检验服务费用收取事项
中国船级社入级产品检验服务费用收取事项中国船级社(以下简称“CCS”)作为从事船舶与海上设施入级服务的独立、公正的组织,按CCS颁布的入级规范、国际公约和/或规则,为符合要求的船舶和海上设施客户提供入级服务,以及法定服务和其他服务。
产品检验作为船舶/海上设施检验的一部分,包括入级产品检验、受权法定产品检验,以及受托的其他产品检验。
通过产品检验,以确认其产品分别符合入级规范或法定或委托方的要求。
对于船用产品检验,根据《中国船级社钢质船入级规范》中有关产品持证和产品检验的相关要求,申请人向 CCS提交产品检验申请,CCS将按照申请人的申请事项开展相关检验服务工作,同时收取相应的检验服务费用和交通费,以及其他必要的费用。
由于申请人的原因造成 CCS 的重复服务,CCS 还将向申请人收取额外附加费用。
对于海上设施产品检验,根据中国船级社《海上移动平台入级规范》、中国船级社《钻井装置发证指南》、中国船级社《海上油气处理系统规范》、中国船级社《海上浮式装置入级规范》及有关通函关于海上设施产品持证和检验的相关要求,申请人向 CCS提交产品检验申请,CCS将按照申请人的申请事项开展相关检验服务工作,同时收取相应的检验服务费用和交通费,以及其他必要的费用。
由于申请人的原因造成 CCS 的重复服务,CCS 还将向申请人收取额外附加费用。
现根据国家发展和改革委员会以发改价格[2015]1299号文件的要求,对中国船级社入级产品检验服务收费的项目和内容公示如下:船舶入级产品持证要求一览表符号说明:1) C—船用产品证书;E-等效证明文件;W—制造厂证明;X—适用;O—可选;2) DA—设计认可;TA-B―型式认可B;TA-A―型式认可A;WA―工厂认可。
船舶法定产品持证要求一览表符号说明:1) C—船用产品证书;E-等效证明文件;W—制造厂证明;X—适用;O—可选;2) DA—设计认可;TA-B―型式认可B;TA-A―型式认可A;WA―工厂认可。
某FPSO工艺水舱牺牲阳极耗蚀过快的防腐对策

第49卷2020年7月船海工程SHIP&OCEAN ENGINEERINGVol.49Jul.2020DOI:10.3963/j.issn.1671-7953.2020.SI.026某FPSO工艺水舱牺牲阳极耗蚀过快的防腐对策康健1,潘金辉彳(1.中国船级社湛江分社,广东湛江524022;2.中海石油(中国)有限公司湛江分公司,广东湛江524057)摘要:结合某FPSO工艺水舱室牺牲阳极检验,针对该舱室内牺牲阳极耗蚀过快的现象进行试验和调查分析,找出其耗蚀过快的3个原因并提出合理的防腐对策,针对舱室内部牺牲阳极的布置情况,通过公式推导,得出优化的合理布置方法。
关键词:牺牲阳极;工艺水舱;耗蚀过快;优化布置中图分类号:U692.7文献标志码:A 文章编号:1671-7953(2020)S1-O1O7-O5阴极保护技术是一种电化学保护技术,其原理是向被腐蚀金属结构施加一个外加电流,使被保护结构成为阴极,从而使得金属腐蚀发生的电子迁移得到抑制,避免或减弱腐蚀的发生⑴,其主要有3种保护方式:强制电流法、牺牲阳极法和排流保护法国。
其中,由于牺牲阳极法具有施工简单、对周边金属设施干扰小甚至无干扰、电流发散能力好、阳极利用效率高等优点,广泛应用于金属防腐蚀工程叫1工艺水舱牺牲阳极耗蚀情况1.1牺牲阳极耗蚀情况在对某FPSO工艺水舱进行内部检查时发现,其舱室底部及舱壁上用于防止构件过快腐蚀的牺牲阳极耗蚀严重,3个工艺水舱舱底牺牲阳极几乎全部耗蚀殆尽,舱壁牺牲阳极出现多处贯穿性穿孔耗蚀,并伴有牺牲阳极脱落的现象。
据了解,距最近一次牺牲阳极换新时间只有6个月左右。
1.2牺牲阳极设计参数牺牲阳极阴极保护系统设计之初,工艺水舱牺牲阳极规格为510mm X(100+120)mm X100mm (见图1),单个牺牲阳极净重14.46炖,设计使用寿命12年,其化学成分见表1;开路电流不大于-1.10V,电容量不小于1800A・h/kg;试验介质电阻率为20Q・cm阳极骨架为Q235扁铁,规收稿日期:2020-03-18修回日期:2020-04-30第一作者:康健(1987-),男,硕士,工程师研究方向:船舶与海洋结构物设计检验格为1440mm x50mm X10mm o500图1牺牲阳极规格(单位:mm)由图1可知,该FPSO工艺水舱牺牲阳极类型为Long slender stand-off型,通过焊接方式将牺牲阳极与工艺水舱被保护构件连接起来。
码头工程牺牲阳极安装方案

1 工程概况 (2)2 技术参数及要求: (2)2.1牺牲阳极技术指标 (2)2.2 牺牲阳极的选择 (2)2.3牺牲阳极结构、布置和安装 (2)2.4工程数量 (4)3 设计依据 (4)4 施工组织机构和人员组成 (5)4.1主要施工人员 (5)4.2施工组织机构图 (5)5 主要机械设备 (6)6 施工场地布置 (7)7 安装工艺的选择 (7)8 焊接材料选择 (8)9 水下安装施工方案 (8)9.1施工程序 (8)10 水下湿法焊接工艺 (9)10.1焊接方法: 水下湿法手工电弧焊接。
(9)10.2介质: 海水 (9)10.3钢管桩阳极水下湿法焊接工艺 (9)10.4.水下湿法手工电弧焊接 (11)10.5.质量要求 (11)11 施工工艺流程图 (11)12 焊接质量的检查与验收 (12)13 施工进度计划 (12)13.1施工进度计划安排 (12)13.2保证工期的控制措施 (12)14 施工质量技术保证措施 (13)14.1水下湿法焊接工艺保证 (13)14.2手工电弧焊质量管理 (14)14.3质量控制网络: (14)14.4质量控制的制度保证 (15)14.5质量控制的检测与检验 (16)15 文明施工与安全管理 (16)15.1文明施工 (16)15.2 OHS管理 (16)15.3 OHS管理网络 (17)16 环境保护 (17)17 竣工验收与资料整理 (18)18 撤离工地 (18)1 工程概况中海石油深水天然气高栏终端码头工程项目共有φ800mm钢管桩356根,采用阴极保护系统对钢管桩进行保护。
阴极保护采用铝-锌-铟-锡-镁高效合金牺牲阳极块,共计712支(净重151.7Kg/块,毛重171 Kg/块)。
根据甲方和设计要求,对钢管桩牺牲阳极进行水下焊接安装。
2 技术参数及要求:2.1牺牲阳极技术指标⑴阴极保护有效保护年限:t≥25年⑵在有效保护时间,被保护钢管桩的保护电位为-0.80V~-1.05V (相对于铜/饱和硫酸铜参比电极)。
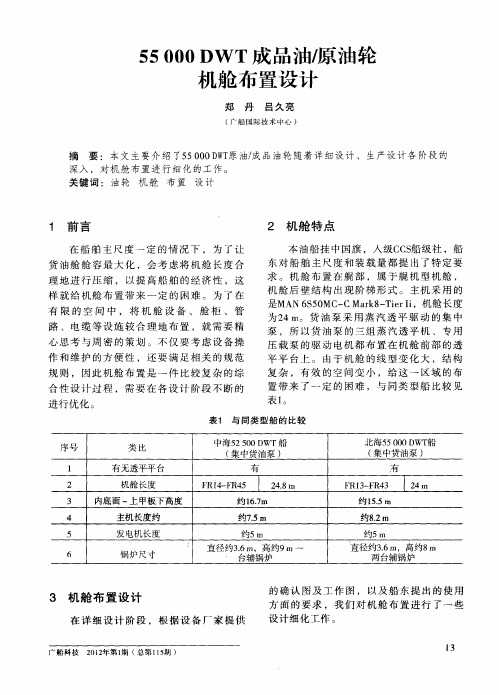
55000DWT成品油/原油轮机舱布置设计
开 始 我们 将 机 舱 前 部 的 两 个 阳极 布 置 在F 7 R3 之 间 的位 置 , 由于 这 里 已 经 R3 ~F 8 是 货 油 泵 舱 ,如果 把 阳极 安 装 在 这 个 位 置 上 ,布 置 在 货 油 泵 舱 内的 阳极 和 电缆 应 采 取 保 护 措 施 以 达 到 防 爆 功 能 ,这 带 来 了 增 加 成 本 问题 。 我们 只 好 将 两 个 阳极 移 到 机 舱 前 部F 6 R3 之 间 ,但 是 我 们 又 发 现 R3 ~F 7 高 位 海 底 门 刚好 在 阳极 的 屏 蔽 区 内 ,因 此 我 们 把 高 位 海 底 门下 移 3 0 0 mm以 避 开 屏 蔽 区 ,使 外 加 电 流 阴极 保 护 系 统 的布 置 都 能 满足 厂 家提 出的各 项要 求 。
影响 ,我们在主滑油泵座架设计时 ,及时与船
本 船 机 舱 区 域 设 置 外 加 电 流 阴极 保 护 系统 ,厂家 根 据 计 算 确 定 采 用 四 个 1 5 2 A电 极 ,平 均保 护 电 流 密度 约 为 4 / 2,均 0mA m 匀 、对称 布 置在 船 体外 板 上 ,见 图3 。按 照 厂 家 的要 求 ,参 比 电极 和 阳极 的 高度 与 主 机 轴 线 位 置 同高 ,两 个 电极 之 问 的最 小 距 离 是 有 特 定 要 求 ,每 个 阳极 中 心 半 径 1 . 5 m的区域 范 围内需要 屏蔽 。
’
直径约3 T,高约8m . I 6I 两台辅锅炉
3 机 舱 布 置设计
在 详 细 设 计 阶段 ,根 据 设 备 厂 家 提 供
的 确 认 图及 工 作 图 ,以 及 船 东 提 出的 使 用 方 面 的 要 求 ,我 们 对 机 舱 布 置 进 行 了一 些
船体牺牲阳极阴极保护设计指南

Q/DNS 大连新船重工有限责任公司企业标准Q/DNS.JOX. xxx -2002船体保护设计指南Guide for cathodic protecti on desig n(审查稿)2002-- 发布2002--实施Q/DNS.JOx . xxx -2002目次前言 (1)1 范围 (1)2 定义 (1)3 设计依据 (1)4 设计内容 (1)5 设计方法 (2)参考文献 (6)为规范牺牲阳极阴极保护的布置设计过程中应遵循的技术准则、方法和要求,并为设计工作和控制设计质量提供依据,特制定本标准。
本标准中的设计方法是公司多年来大中型散货船、油船以及集装箱船的牺牲阳极阴极保护的布置经验的总结。
本标准按Q/DNS.J01.007.1-2002 《设计规范编制规定》的要求编制。
本标准由大连新船重工有限责任公司标准化委员会提出。
本标准由船研所标准室归口。
本标准起草单位:船研所标准室本标准起草人:XXX 校对:XXX 审定:XXX 批准:XXX 本标准标审、编辑:XXX 编校:XXX 编审:XXX本标准由船研所标准室负责解释。
牺牲阳极阴极保护设计指南1. 范围本标准规定了船体保护设计布置以及设计时的依据、保护参数、布置原则和设计方法。
本标准适用于各种大中型船舶(散货、油船以及集装箱船)的牺牲阳极阴极保护设计。
1 定义2.1 牺牲阳极保护法:是采用一种比被保护金属电位更负(化学性更活泼)的金属或合金和被保护的金属连接在一起, 依靠该金属或合金不断地腐蚀融解所产生的电流使其他金属获得阴极极化而受到保护的方法。
而这种自身被腐蚀的金属或合金, 称为牺牲阳极。
目前世界各国生产的牺牲阳极主要是锌基合金阳极和铝基合金阳极两大类。
2.2 外加电流阴极保护:采用外加电流使船体处于保护电位而不至于被腐蚀的方法。
2.3 保护电流密度:使被保护结构达到最小保护电位所必须的极化电流密度。
单位mA/m22.4 牺牲阳极使用寿命:牺牲阳极的消耗率达到利用系数1/K 时的使用时间。
油气化工码头设计防火规范

JTS 中华人民共和国行业标准JTS xx-x-xxxx油气化工码头设计防火规范Code for FireProtection Design of &Petrochemical Terminals(征求意见稿)201x-xx-xx发布201x-xx-xx实施中华人民共和国交通运输部中华人民共和国行业标准油气化工码头设计防火规范JTS xx-x-xxxx主编单位:中交水运规划设计院有限公司交通运输部公安局批准部门:中华人民共和国交通运输部施行时间:201x年x日人民交通出版社201x﹒北京制订说明《装卸油品码头防火设计规范》(JTJ 237-99)自发布实施以来,对油品码头防火设计和安全管理工作起到了重要的指导作用。
随着油品、液体化学品、液化烃及液化天然气码头大型化、规模化、专业化的建设发展,为提高油气化工码头设计防火的可靠性、适宜性和规范性,根据水运工程标准制修订工作的安排,开展《油气化工码头设计防火规范》制订工作。
本规范系在原行业标准《装卸油品码头防火设计规范》(JTJ 237-99)的基础上,通过深入调查和专题研究,总结我国近十多年来油气化工码头设计、建设、监管、运营操作的经验,广泛征求有关单位和专家的意见,并结合我国水运工程建设的现状和发展需要制订而成。
本规范的主要内容包括总则、术语、总体布置、装卸工艺、建构筑物、灭火设施、电气及通信、附录等。
本规范的主编单位为中交水运规划设计院有限公司和交通运输部公安局,参加单位为中交第一航务工程勘察设计院有限公司、大连港公安局、长江航运公安局南京分局。
本规范以黑体字标志的条文为强制性条文,必须严格执行。
本规范共分8章22节,4个附录,并附条文说明。
本规范于××××通过部审,于××××发布,自××××起实施。
本规范由交通运输部水运局负责管理和解释。
牺牲阳极保护法在10万米 3原油储罐中的应用
护。
关键词 : 原油储罐
罐底板
牺牲 阳极
参比电极
表1 新港1 万米 原油储罐中 存油品的 0 常储 腐蚀性表
油品 巴土 拉 拉巴士
1问题 的提 出
大连港新港港务公司是专门从事油品装卸及 转运的专业公司。现有原油储罐 3 座 , 2 罐容 25 1 万方 , 中有些罐使用年限已超过 2 其 5年 , 由于腐 蚀问题造成的停产检修发生过多次 , 是油罐设计 、
改造 、 维修过程 中比较棘手 的问题。随着港 口建
名 称 ( ( 罗南 兰卡苏伊士拉 塔尔韦 轻 轻) 中)尼 巴帕 万卡 杜里沙 含水量 痕迹 无 无 无 痕迹 % 痕迹 0 07 0 .
舍硫量 21 3 1 .4 .1 0 3 19 .4 18 0 1 .7 % l . 1 0 2 .2 .0 I9 .4 ) ) . 1o
.
mK Ig g O- I /
酸值 0 6 .9 )1 .4 0 0 0 1 】o .3 . 1 )0 0 0 1 .3)o .7 .9 .8 0 2 0 2 .]
.
设 的迅速发展 , 解决油罐腐蚀问题已经迫在眉睫 。 在 20 年开工建设的 1 万米 02 O 原油储罐 中, 开始
应用牺牲阳极保护法解决腐蚀 问题 。
2分析
含硫量的高低 , 表示硫化氯和有机酸化物的
多少。原油中硫含 量大 于 2 时称为高硫 原油, %
低 于0 5 .%时称为低硫原油。硫化氢和含硫有机
原油中含有活性硫化物及脂肪酸一环烷酸等
酸化物对金属有腐蚀作用 , 称为活性硫化物。 被 介质中硫 含量 越高腐蚀性越强。油品的酸性不 同, 表明油品中的脂肪酸一环烷酸含量不同, 酸值
大型船舶尺寸和吃水深度数据信息
型 宽B 12.6 14.1 16.4 19.5 22 27.4 36.6 36.7
41.6 47.2
型 深H 6.2 7.3 8.3 11.8 13.9 18 21.5 22.8
27.5 27.5
船舶吨级
GT 1000(1000~1500) 2000(1501~2500) 3000(2501~4500) 5000(4501~7500) 10000(7501~12500) 20000(12501~27500) 30000(27501~45000) 50000(45001~65000) 80000(65001~85000)
船舶吨级 DWT(t) 1000(1000~1500) 2000(1501~2500) 3000(2501~4500) 5000(4501~7500) 10000(7501~12500) 20000(12501~27500)
原油船设计船型尺 度
设 计 船 型 尺 度(m)
总 长L
型 宽B
型 深H
70
散货船设计船型尺 度
设 计 船 型 尺 度(m)
总 长L
型 宽B
型 深H
136
21
11.1
153
23
12.9
164
25
13.5
190
30.5
15.8
225
32.3
18
230
32.3
19.1
250
43
20.5
266
43
23.4
289
45.1
24
312
50
25.7
326
54.3
26.5
满载吃水T 8.4 9.4 9.8 11.2 13 13.9 14.3 16.8 17.6 18.5 20.5
5500吨成品油及原油化学品船建造工艺要点
工程编号编号共页第1页发送单位份数5500 吨成品油及原油 /化学品船建筑工艺编制校正审察鉴定共签日期日期会计5500 吨成品油及原油 / 化学品船图号:目主要技参数和主要物量船型⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯主要参数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯主要物量⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1.船体建筑法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.1 分段区分原⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.1 分段区分及制造方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.2 船台吊装方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.成品油建筑重点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.1 船体建筑⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.2 装件制造和安装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.特涂工作重点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.1 特涂承包方的要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.2 特涂工作开始的先决条件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3 特涂工程序⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯附 : 1.10000 吨成品油分段区分⋯⋯⋯⋯⋯⋯⋯⋯⋯2.10000 吨成品油船台搭网⋯⋯⋯⋯⋯⋯⋯5500 吨成品油及原油 / 化学品船图号:目主要技参数和主要物量船型⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯主要参数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯主要物量⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.船体建筑法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.1 分段区分原⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.1 分段区分及制造方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.2 船台吊装方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.成品油建筑重点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1 船体建筑⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2 装件制造和安装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6.特涂工作重点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.1 特涂承包方的要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.2 特涂工作开始的先决条件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯特涂工程序⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯附 : 1.5500 吨成品油分段区分⋯⋯⋯⋯⋯⋯⋯⋯⋯吨成品油船台搭网⋯⋯⋯⋯⋯⋯⋯1、主要技术参数和主要物量1.1 船型本船为双机、双浆成品油轮,载重量 5500 吨,货物闪点不低于60℃,货舱内表面需特涂。
中国船厂所产主要船型
15999DWT化学品船(建造厂:上海爱得华造船有限公司) 25000DWT化学品船(建造厂:长航集团金陵船厂) 40000DWT原油/成品油船(建造厂:广船国际股份有限公司) 42000DWT原油/成品油船(建造厂:广船国际股份有限公司) 46500DWT原油/成品油船(建造厂:江都亚海造船有限公司) 46500DWT原油/成品油船(建造厂:江都亚海造船有限公司) 76000DWT原油/成品油船(建造厂:大连新船重工有限责任公司) 75000 DWT原油船(建造厂:大连新船重工有限责任公司) 45000DWT成品油/化学品船(建造厂:大连造船厂) 2500DWT自卸船(建造厂:口岸船厂(外高桥电厂)) 3000DWT自卸船(建造厂:江苏扬子江船厂) 3300DWT杂货船(建造厂:浙江台州市中远造船厂) 4000DWT杂货船(建造厂:乐清市东方船舶有限公司) 6000DWT杂货船(建造厂:南京东佳船舶制造有限公司) 70800DWT自卸船(建造厂:江南造船有限责任公司) 10000DWT江海直达货船(建造厂:中国长航宜昌船厂) 5000DWT江海直达货船(建造厂:中国长航宜昌船厂) 7000DWT多用途散货船(建造厂:宁波新乐造船有限公司) 12000DWT运木/散货船(建造厂:靖江船厂) 24000DWT运木/散货船(建造厂:上海船厂) 27000DWT运木/散货船(建造厂:广船国际股份有限公司) 10000DWT散货船(建造厂:扬子江船厂) 15000DWT散货船(建造厂:浙江宏信船厂) 16500DWT散货船(建造厂:福建闽东从贸船舶实业有限公司) 16500DWT散货船(建造厂:芜湖造船厂) 27000DWT散货船(建造厂:广船国际股份有限公司) 27000DWT散货船(建造厂:靖江船厂) 30000DWT散货船(建造厂:浙江五洲船舶修造有限公司) 32000DWT散货船(建造厂:江都粤海造船有限公司) 32500DWT散货船(建造厂:广东江门南洋船舶有限公司) 32500DWT散货船(建造厂:天津新港船厂) 50000DWT散货船(建造厂:舟山五洲船舶修造有限公司) 51000DWT散货船(建造厂:浙江船厂) 51000DWT散货船(建造厂:靖江船厂) 57300DWT散货船(建造厂:渤海船舶重工有限责任公司) 74500DWT散货船(建造厂:沪东中华造船(集团)有限公司) 150000DWT散货船(建造厂:大连新船重工有限责任公司) 22000DWT双舷侧散货船(建造厂:浙江宏信船舶建造有限公司) 23000DWT双舷侧散货船(建造厂:浙江江南船舶有限公司) 37600DWT双舷侧散货船(建造厂:天津新港船厂) 37600DWT双舷侧散货船(建造厂:天津新港船厂) 56500DWT双舷侧散货船 90000DWT双舷侧散货船 174000DWT双舷侧散货船(建造厂:渤海船舶重工有限责任公司) 210000DWT双舷侧散货船 27000DWT大湖型散货船(建造厂:广州文冲船厂) 30000DWT大湖型散货船(建造厂:山海关船厂) 35000DWT大湖型散货船(建造厂:江苏新世纪造船股份有限公司) 35200DWT大湖型散货船(建造厂:天津新港船厂) 44000DWT双用途散装货船 50000DWT大开口散货船(建造厂:江南造船(集团)有限公司) 75500DWT优选型散货船 175000DWT好望角型散货船(建造厂:上海外高桥造船有限公司) 315000DWT矿砂船
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L——————— \ ——————————
/
—_ J
图1 牺 牲 阳极 节点 1
1 压 载 舱 牺 牲 阳 极 设 计
1 . 1 牺 牲 阳 极 选 型 因 本 油 船 规 格 书 要 求 压 载 舱 使 用 锌 阳 极 , 以及 按 照C C S《 船 舶结 构 防腐蚀 检 验 指 南2 0 0 9 》 中对 于 牺 牲 阳极 电化 学 性 能 的要 求 ,如 实 际 电容 、电 流 效 率 等 。故 选 用 符 合 标 准G B / T 4 9 5 0 — 2 0 0 2《锌 一 铝一 镉 的 牺 牲 阳极 》 的材 质 ,而参 照 1 1 5 0 0 0 D WT 原 油 船
P 为压 载率 ,按 照规 格书 取值 为0 . 5 。 牺牲 阳极 的用 量 可按下 式计 算 :
N :丝
L I
m
块
1 . 2 牺 牲 阳极 保 护 的计算
1 . 2 . 1 公 式 计算 根 据 所 选 用 的 阳极 尺 寸 ,可 计 算 出其
式 中: ,为保 护 电 流 密度 ,mA / m ,有 保 护 涂 层 的压 载 舱 取 值 为 3 ~ 1 0, 船 级 社 认 可 为5 ; S : 为被 保护 部位 的 面积 ,m 。 以上 为 N 1 的算 法 ,还 有 一 个 公 式 是 根 据 牺 牲 阳极 的 总 质 量 M2 算 出 数 量N 2 ,然 后 最 终 选 取Nl 与N 2 中的大值 。M 2 与N 2 的 计 算 公式 如下 :
D E TAl L 0 F AN0D
弹簧垫圈 G B 9 3 — 8 7 1 4材质 不锈钢
图2 牺 牲 阳极节 点2
图 中 阳极 与 支 架 采 用 螺 栓 连 接 的 固 定 形 式 。 阳极 离 结构 的距 离 为1 5 0 mm 是考 虑 涂 装 打 磨 空 间 。采 用 单 侧 双阳极 时 ,出 现无 法 对 正 螺 孔 ,导 致 阳极 无 法 安 装 ,进 而 返 工 的情 况 。支 架 的 位 置 离 壁 板 不 能 太 近 , 因 阳 极 比支 架 宽 ,应 有 足 够 空 间保 证 阳 极 装 上 后 ,不 会
碰 到结构 。
为0 . 9 0 ;
1 1 5 0 0 0 DW T 成 品 油/ 原 油 船 压 载 舱牺 牲 阳极设 计
蔡 海 戴 清华
( 广 船 国际 技术 中心 )
摘 要 :本 文 介 绍 了S E A H U L L 1 1 5 0 0 0 D W T 成 品油/ 原 油船 压 载 舱 牺 牲 阳极 的选 型 、 计 算和 布 置方 法 ,并 对传 统 的设 计 方 法进 行优 化 。 关 键 词 :锌 阳极 计 算 布 置
发 生 电流 量 ( 以下 系 列公 式 取 值 除 了 阳极 自身 尺 寸 外 ,基 本 参 照 《 船 舶 结 构 防腐 蚀 检验 指南2 0 0 9 》中推荐取 值 ):
^
I,= = Xl 0 0 0
Ra
mA
式中: , 为 牺牲 阳极 发生 电流 量 ,mA △ 中为 牺 牲 阳极 的驱 动 电位 ,v,对 锌合金 阳极取0 . 2 0 为牺 牲 阳极 的接 水 电 阻 ,n ,对 与 被保 护 物 之 间不 接 触 的长 条 形 阳极 ,当L ≥ 4 r 时 ,其 接水 电 阻R 可 按 下 式 计算 ,如 阳极 体 距 离被 保 护体 在 1 5 — 3 0 c m 之 间应 对此 公 式 取 修 正 系数 1 . 3 ,即 用 公 式 计 算 结 果 乘 以
D OI :1 0 . 3 9 6 9 / j . i s s n . 2 0 9 5 — 4 5 0 6 . 2 0 1 4 . 0 5 . 0 0 7
0 引 言
船 舶 压 载 舱 处 于 干 湿 交 替 的 工 作 环 境 ,受 海 水 和 海 水 盐 雾 的侵 蚀 ,腐 蚀 是 比 较 严 重 的 ,尤 其 是 局 部 腐 蚀 和 焊 缝 腐 蚀 更 为 严 重 。 为 有 效 控 制 船 舶 钢 结 构 的 腐 蚀 损 坏 ,延 长 结 构 使 用 寿 命 ,压 载 舱 牺 牲 阳极 布 置 就 显 得 尤 为 重 要 。 而美 孚 标 准 要 求 , 也 明确 了 牺 牲 阳极 应 布 置 在 平 台 上 方 不 超 过1 . 8 m的位 置 。所 以 牺 牲 阳极 除 了在 功 能 上 满 足 防 腐 外 ,还 应 该 满 足 规 格 书 、规 范
动。
广船科技 2 0 l 4 年 第5 期 ( 总第1 2 8 期)
般 阳 极 支 架 为 分 段 预 装 , 阳极 为 船 上 安 装 。 因 支 架 为 两 个 单 独 分 离 支 腿 ,且 支 腿 上 的 螺 孔 为 预 开 ,考 虑 到施 工误 差 , 支腿上 的螺孑 L 为 长 圆型 。这 样 便 可 避 免 在
选 用 了 相 同 的 长 条 形 阳 极 板 , 阳 极 型 号 为 :3 0 0 X( 8 0 + 1 0 0 ) X 7 0 , 1 2 . 3 k g , i n s t a l l a t i o n b y b o l t s a n d n u t s( 通过 螺栓 螺母 安装 ) 外形 尺 寸见 图1 和 图2 。
要 求
舱壁 或 骨 结构
u u }、 { 、H l L J 、u L 1 u 、L 1
广— — — — —— — — —— —
。 、 \
、 _ — —— — — — ——
p,
I — ]
\
卜 } J 厂 \ 一 ————— 百 _ ]