检验卡片模板
设备电子档案模板

壳体材质
金属总重
管束型式
管束重量
t
密封形式、部件、材质:
设备卡片(机泵类)
设备名称
设备型号
制造厂名
出厂编号
购置价格
制造日期
设备特性
流量
米3/时升/分
扬程
转数
转/分
允许吸入高度
轴功率
千瓦
叶轮直径(毫米/第几级)
毫米/级
罐径(毫米/第几级)
允许最高使用温度
℃
行程
允许最高压力(常温)
Mpa
冲程数
外形尺寸(长×宽×高)
腐蚀余度
Mm
塔盘形式
从层至层
壳体材料
每层塔盘数量
头盖形式
塔顶塔底
塔盘形式
从层至层
保温材料
每层塔盘数量
保温厚度
mm
挡板形式
塔位置
保温体重
Kg
挡板数量
试压
Mpa
破沫网形式
塔位置
安全阀定压值
MPa
破沫网数量
金属总重
Kg压Biblioteka 容器卡片设备名称汽包
容器类别
Ⅲ
制造单位
四川锅炉厂
制造年月
1999.4
容器图号
出厂编号
主要配件目录
名称
规格
图号
材质
件数/台
单重
总重
检修登记表
检修日期
检修类别
检修内容及消除缺陷
检修负责人
2001.3.5
正式投用
2009.4.28
检修
拆人孔内部检查,情况良好
王云南
2013.4
检修
内污垢大量囤积,主要原因就是南侧定期排污管堵塞,清理。
注塑件QC工程表(模板)

目视 目视
作业员 巡检员
不合格品处 理流程
仓管员
物料标识卡 入库单 发货单
《AQL抽样计划 》抽样
目视
OQC 业务员
成品记录检验表
不合格品处 理流程
③包装盒
√√
①产品标识
产品规格型号数量状态标识
14
入库 出入仓库管理程序
②库位
按照指定库位放置
√
③产品防护
搬运及存储时防止产品受损/受潮而引起品质变异
பைடு நூலகம்
①产品检验与不合格品管
①产品外观、型号
15
出货检验 理程序 OQC ②抽样计划
②标识
符合工程规格要求(参照样品)
③检验要领书
③包装
件QC工程表
类物料
生效日期: 首自 检检
IQC抽检
√ √
√√
①外观尺寸
符合工程规格尺寸和外观要求(参照样品)
①工艺卡片
5
抛光
抛光机 ②作业方法
按照操作要领书规定作业步骤进行作业
√√
②作业要领书(SOP)
③作业技能
能够熟练掌握生产合格品的作业方法
①样品
①外观尺寸
符合工程规格尺寸和外观要求(参照样品)
6
外观检验 ②检验要领书(SOP)
①外观 ②性能
符合工程规格尺寸、性能、外观要求
③尺寸
12
试水
试水机
√√
④数量
生产数量,不良数量,不良项目记录
②产品工艺卡片
⑤设备参数
符合产品要求的参数(水压)
⑥检验技能
能够熟练掌握对良品与不良品的判定方法
①样品
①产品外观
13
包装 ②作业要领书(SOP)
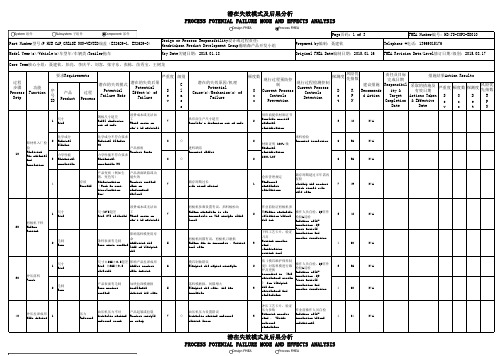
PFMEA(中英文标准模板)
2
8
◇
3
3
72
N/A
1 冲压切边冲孔 Trimming and Punching
尺寸 Size
导致后序翻边尺寸 超差 尺寸φ 214±0.5超差 Leading to Size φ 214±0.5 subsequent rejected flanging size rejected 6×φ 8.7孔相对A,B 基准位置度超差 6×φ 8.7 relative to A, B reference location degree rejected
Hale Waihona Puke FMEA Number编号:HD/JS-COP2-BD010 Telephone #电话:13969015176 FMEA Revision Date/Level修订日期/级别:2015.08.17
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3) Model Year(s)/Vehicle(s)车型年/车辆类:Trailer拖车
FMEA Number编号:HD/JS-COP2-BD010 Telephone #电话:13969015176 FMEA Revision Date/Level修订日期/级别:2015.08.17
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3) Model Year(s)/Vehicle(s)车型年/车辆类:Trailer拖车
Core Team核心小组:聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙 要求Requirements 过程 步骤 Process Setp 功能 Function 序 号 ID 潜在的失效后果 潜在的失效模式 Potential Potential Effect(s) of 过程 Failure Mode Failure Process 严重度 级别 S e v C l a s s 潜在的失效原因/机理 Potential Cause(s)/Mechanism(s) of Failure 频度数 O c c 探测度 D e t 风险优 先指数 R P N 责任及目标 措施结果Action Results 完成日期 风险优 建议措施 Responsibil 采取的措施及 严重度 频度数 探测度 先指数 Recommende ity & 有效日期 d Action Target Actions Taken S O D R Completion & Effective e c e P Date Date v c t N
装配sop工艺卡片的制作和管理维护

装配sop工艺卡片的制作和管理维护装配SOP工艺卡片的制作和管理维护一、引言SOP(Standard Operating Procedure)工艺卡片是一种标准化的操作指导文件,用于规范和统一生产过程中的操作步骤,确保产品质量和生产效率。
本文将详细介绍装配SOP工艺卡片的制作和管理维护。
二、制作SOP工艺卡片的步骤制作SOP工艺卡片需要经过以下步骤:1. 确定目标:明确制作SOP工艺卡片的目的和应用范围,例如装配某个特定产品或进行某项特定操作。
2. 收集信息:收集与目标相关的所有信息,包括产品规格、装配流程、操作步骤、安全注意事项等。
3. 绘制流程图:根据收集到的信息,使用流程图软件或手工绘图将装配流程可视化。
流程图应包括各个操作步骤、所需材料和设备、检验点等。
4. 编写操作指导:根据流程图中的每个操作步骤,编写详细的操作指导。
指导内容应包括每个步骤的具体要求、注意事项、关键点等。
5. 审核和修订:将编写好的操作指导提交给相关人员进行审核,根据审核结果进行修订和完善。
6. 设计工艺卡片模板:根据公司的规定和标准,设计SOP工艺卡片的模板。
模板应包括公司名称、工艺卡片编号、有效期、修订记录等信息。
7. 填写工艺卡片:将编写好的操作指导按照模板的格式填写到工艺卡片上。
确保填写准确无误,并加盖相关部门或人员的签名和日期。
8. 定期更新:SOP工艺卡片需要定期进行更新和维护,以确保其与实际操作步骤的一致性。
更新时应及时调整流程图、操作指导和工艺卡片,并通知相关人员。
三、SOP工艺卡片的管理维护管理维护SOP工艺卡片是确保其有效性和可持续性的重要环节。
下面是管理维护SOP工艺卡片的具体措施:1. 文件管理:建立完善的文件管理系统,对每个SOP工艺卡片进行编号、分类和归档。
确保文件易于查找和使用,并定期检查文件完整性。
2. 培训与培训记录:组织相关人员进行SOP工艺卡片的培训,包括操作步骤、安全注意事项等内容。
工艺流程图模板(中英文)

70-03
《返工指导书》 《Rework Instructions》
70-04
《检验记录》 《Inspection record》
移至工序70 Move Product to process 70
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
软件自测报告模板
√
5.2.7.2
应通过经编排的文档清单为理解用户文档集提供便利。
符合要求
√
5.2.8
产品质量——功能性
用户文档集中应陈述产品说明中所列的所有限制。
符合要求
√
5.2.9
产品质量——兼容性
5.2.9.1
用户文档集应提供必要的信息以标识使用该软件的兼容性要求。
——
√
5.2.9.2
用户文档集应以适当的引用文档指明RUSP在何处依赖于特定软件和(或)硬件。
符合要求
√
5.2.17
使用质量——满意度
5.2.17.1
用户文档集应能帮助用户达到产品说明陈述的使用质量满意度的目标。
符合要求
√
5.2.17.2
用户文档集应提供供方的联系方式,以便用户反馈满意度信息。
符合要求
√
5.2.18
使用质量——抗风险
用户文档集应能帮助用户达到产品说明陈述的使用质量抗风险的目标。
符合要求
√
5.2.3.4
用户文档集应标识该软件能完成的预期工作任务和服务。
符合要求
√
5.2.4
完备性
5.2.4.1
用户文档集应包含使用该软件必需的信息。
符合要求
√
5.2.4.2
用户文档集应说明在产品说明中陈述的所有功能以及最终用户能调用的所有功能。
符合要求
√
5.2.4.3
用户文档集应列出已处理处置、会引起应用系统失效或终止的差错和缺陷,特别是列出那些最终导致数据丢失的应用系统终止的情况。
可用性
用户文档集对于该产品的用户应是可用的。
符合要求
√
5.2.2
金属铸造工艺过程卡片及铸造工序模板
金属铸造工艺过程卡片及铸造工序模板引言本文档旨在介绍金属铸造工艺过程卡片及铸造工序模板的完整版内容。
金属铸造是一种重要的制造工艺,用于生产各种零部件和产品。
工艺过程卡片和工序模板是记录和管理金属铸造过程中的关键工艺参数和操作步骤的重要工具。
工艺过程卡片工艺过程卡片是用于记录金属铸造过程中各个工艺参数和相关信息的卡片。
每个工艺过程卡片包含以下内容:1. 铸造工件信息:包括工件名称、编号和图纸、材料等详细信息。
2. 铸造工艺参数:包括铸型材料、浇注温度、浇注速度、保温时间等参数。
3. 熔炼和浇注设备:包括熔炼炉、浇注设备和其他辅助设备的型号和规格。
4. 检验和质量控制:包括对铸件的检验方法、质量标准和质量控制措施。
5. 工艺操作步骤:详细描述金属铸造过程中的各个操作步骤和注意事项。
工艺过程卡片的编写应遵循准确、完整和规范的原则,以确保工艺参数和操作步骤的准确记录和传递。
铸造工序模板铸造工序模板是用于规范金属铸造过程中每个工序的操作步骤和要求的模板。
每个铸造工序模板包含以下内容:1. 工序名称和编号:标识每个工序的名称和唯一编号,方便管理和记录。
2. 操作步骤和要求:详细描述每个工序中的具体操作步骤和操作要求。
3. 安全注意事项:提供每个工序中需要特别注意的安全事项和防护措施。
铸造工序模板的编写应遵循简明、清晰、易于操作的原则,以方便操作人员准确执行和掌握每个工序的要求。
总结金属铸造工艺过程卡片和铸造工序模板是金属铸造过程中重要的管理工具,它们能够帮助记录和规范工艺参数和操作步骤,提高产品质量和生产效率。
编写和使用这些工具时,务必保持准确和规范,并与实际生产过程相结合,以确保工艺的稳定性和一致性。
以上是金属铸造工艺过程卡片及铸造工序模板的完整版内容。
希望本文档能对金属铸造工艺相关人员提供帮助和指导。
检验卡片模板
设计(日期) 标记 处数 文件更改号 签字 日期 标记 处数 文件更改号 签字 日期
审核(日期)
标准化(日期)
会签(日期)
检验卡片
工 序 号 简 图 工 序 名 称 外 协 检 验 车 间
重要尺寸检验项目ຫໍສະໝຸດ 产品型号 产品名称 技术要求
零(部)件图号 零(部)件名称
料号:
检测手段
检测方案
共1页 第1页 检验操作要求
外观检验
尺寸检验 1 2 3
图纸尺寸
4 5 6 7 8 9 10 11 12 13 14 序号标出*的尺寸为重要尺寸,测量严格按检测方案执行,检验记录只记录偏离最大的5组数据; 没有序号标出的尺寸为非重要尺寸,非重要尺寸按每批1只抽取试装或测量,可不做记录;
C认证内审检查表
CCC 认证内审检查表FM-FCMS P822-001-003受审部门 办公室 内审员 审核时间6.9陪同人员 刘沛沛内审组长签字 审核条款条款主要内容:职责 1. 质量负责人 2. 标志管理3. 与质量有关的各级人员的质量职责 审核方法: 与质量活动有关的各类人员的职责和相互关系是否已规定,规定的充分性、适宜性、协调性如何; 工厂是否指定了质量负责人,是否有任命书 ,其是否以文件的形式被赋予了 1.1 a )〜d )规定的职责和权限,如有则文件名是什么?通过对相关对质量负责人资格的考核 ,查其是否可以满足对其资格的要求 ,可考核其相关的资格证书等; 1) 2) 3) 4) 5) 6) 通过对相关过程和活动的审核,评定各类人员职责的履行情况。
考查是否建立了 <标志管理程序 >.并考核其内容是否符合细则的要求 现场审核其标志的保管和使用是否符合细则的要求.审核结果 审核结论1) 2) 3) 查与各部门人员的职责和相互关系,已有明确规定,规定的充分、适宜;查任命文件,办公室已下发了质量负责人的任命书,并以文件的形式规定了职 责和权限。
通过对质量负责人的询问, 质量负责人符合资格的考核,可以满足对其资格的 要求;1.符合2.符合3.符合 4) 5) 查在人员培训方面的相关过程和活动,各相关人员职责的履行符合要求。
查有《认证产品的一致性、变更和强制性认证标志保管和使用控制程序》 内容符合细则的要求。
4.符合,其5.符合 6)查现场标志的保管和使用否符合细则的要求。
6.符合CCC认证内审检查表FM-FCMS P822-001-003受审部门品管部内审员李松昌、徐思审核时间 6.9 陪同人员寿发展内审组长签字审核条款 1.2条款主要内容:资源提供1.生产设备、检测设备、人力资源的配置和管理是否符合产品质量保障要求。
2.生产、检测、储存环境是否符合质量保障要求。
审核方法:1)2)3)4) 工厂是否确定了对认证产品质量有影响的各岗位人员的能力要求,目前各岗位人员的能力是否符合要求;抽取一到二个对质量有影响人员,查看是否符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计(日期) 标记 处数 文件更改号 签字 日期 标记 处数 文件更改号 签字 日期
审核(日期)
标准化(日期)
会签(日期)
检验卡片
工 序 号 简 图 工 序 名 称 外 协 检 验 车 间
重要尺寸
检验项目
产品型号 产品名称 技术要求
零(部)件图号 零(部)件名称
料号:
检测手段
检测方案
共1页 第1页 检验操作要求
外观检验
尺寸检验 1 2 3
图纸尺寸
4 5 6 7 8 9 10 11 12 13 14 序号标出*的尺寸为重要尺寸,测量严格按检测方案执行,检验记录只记录偏离最大的5组数据; 没有序号标出的尺寸为非重要尺寸,非重要尺寸按每批1只抽取试装或测量,可不做记录;