模具检验报告.doc
模具验收单范本

模具验收单范本
模具验收单范本
一、概述
模具验收单是指在模具制造完成后,由质检部门进行的检测,并出具的一份检测报告。
该报告是对模具质量的评估,也是对模具是否符合设计要求的证明。
本文将提供一份模具验收单范本,以供参考。
二、模具基本信息
1. 模具名称:
2. 模具编号:
3. 模具型号:
4. 模具材料:
5. 模具重量:
三、外观检查
1. 外观缺陷:无
2. 表面光洁度:良好
3. 喷涂情况:符合要求
4. 产品尺寸:符合设计要求
四、结构检查
1. 零件拼装情况:无误差
2. 零件间隙情况:符合要求
3. 动态配合情况:正常运转
4. 固定方式:牢固可靠
五、试模情况
1. 试模次数:10次
2. 试模材料:ABS塑料
3. 产品表面质量:良好
4. 产品尺寸偏差:小于0.05mm
5. 塑件表面气泡和痕迹情况:无明显气泡和痕迹
六、结论
1. 该模具符合设计要求,可以投入生产使用。
2. 模具制造单位:XXX公司
3. 检验员:XXX
4. 验收日期:XXXX年XX月XX日
七、备注
1. 模具制造过程中,存在一些小问题,但对模具的质量没有影响。
2. 模具使用寿命需要定期检查和维护。
八、总结
通过以上内容的详细介绍,我们可以了解到模具验收单的基本信息和要求。
在进行模具制造时,必须按照要求进行检测和验收,以保证模具的质量和使用效果。
同时,在使用过程中也需要定期检查和维护,以延长其使用寿命。
模具开模评估报告

模具开模评估报告
有专业水准
一、报告目的
本报告旨在评估模具开模的情况,以确保模具开模的质量符合客户的
要求。
二、模具介绍
本次评估的模具是由英国马萨诸塞州拉瓦克公司制造的。
模具的规格为:模具长宽高分别为1250mm、750mm、350mm,模具质量重量约为 1.8T,模具内部空腔精度为±0.05mm。
模具熔炼温度为1250°C,冷却时间必
须在30分钟之内,模具结构材料皆为铸铁,有特殊需求的部分为钢铁。
三、模具开模工序
1、首先,在模具开模之前,先将模具表面清洗干净,避免表面有污
染物造成划伤;
2、在模具开模时,要确保模具表面有足够的润滑油,以减少模具在
开模过程中的摩擦;
3、模具开模时,用扳手将模具依次打开,以避免模具损坏;
4、模具开模完成后,要及时清理模具内部的杂质;
5、最后,要进行模具尺寸的检验,以确保其尺寸精度符合客户要求。
四、模具开模评估
1、此次模具开模过程中,所有任务均按规定时间完成,且模具的内部摩擦力得到了有效抑制,确保模具完整性;
2、模具开模后,模具的精度偏差在±0.05mm以内,确保了模具精度符合客户要求;。
模具检验报告1页 -回复

模具检验报告1页-回复该如何撰写模具检验报告。
模具检验报告是对制造的模具进行检验和评估的重要文件,以确保其质量和可靠性。
写一份完整的模具检验报告需要遵循以下几个步骤:第一步:报告的标题和基本信息在报告的开头部分,首先需要标明报告的标题,例如“模具检验报告”。
接下来,写明该模具的基本信息,包括模具的名称、型号、制造日期、制造商等。
这些信息对于之后的检验结果和评估都具有重要的参考价值。
第二步:检验目的和范围在报告的第二部分,需要明确本次模具检验的目的和范围。
例如,可以写明本次检验的目的是评估模具的装配性能、检验其加工精度和表面质量等。
同时,还要说明本次检验的范围,包括需要检验的模具部件、检验方法和检验标准等。
第三步:检验方法和过程在报告的下一部分,需要详细描述模具的检验方法和过程。
这部分内容应该包括对模具各个关键部件的逐一检验,如模具的外观检查、加工精度测量、装配性能测试等。
同时,要描述每个检验步骤的具体操作流程和使用的仪器设备。
第四步:检验结果和数据分析在报告的接下来的部分,需要列出模具检验的结果和相关的数据,并进行分析和评价。
对于每个检验项,应该给出具体的检验结果,如通过、不通过或待修复等,并解释其原因和影响。
若有相关的检测数据,应附在报告中,并进行必要的图表和统计分析。
第五步:问题和修复建议如果在模具检验中发现了问题或存在不合格项,报告需要详细描述这些问题,并提出相应的修复建议。
修复建议应包括具体的修复方法和过程,并说明修复后对模具性能和质量的影响。
第六步:检验结论在报告的结尾,需要给出一个简明扼要的检验结论。
结论应总结本次模具检验的结果,给出模具的整体评价,并对模具的使用性能和质量进行综合评估。
以上是撰写模具检验报告的基本步骤,当然,在实际的撰写过程中,还需要根据具体情况进行补充和调整。
撰写模具检验报告需要准确、全面地反映模具的检验结果,并给出合理的评估和建议,以保证模具的质量和可靠性。
模具出厂检验报告(注塑模具)

五
模具资 2.模具移交时模具、热流道、温控箱必须有相关铭牌和标示,热流道、液压系统、气缸等特殊配件 料确认 应提供规格型号及供货商名称、联系方式
3.模具最终验收时模具厂家须向我司和模具使用厂家提供最终产品3D/2D图、模具3D/2D图备份光盘
逐套核查 综合评价意见 综合评价 序号 模具 名称 模具问题简述 整改措施及意见 推进人 要求完成时间 整改效果确认
注塑模具出厂检验报告
项目名称 项目 分类 项目编号 项目工程师 模具名称(模具编号) 序号 核查内容
1.模具上所有模板周边、内模件非配合孔/边须有1~2mmX45°倒角,倒角一致;模架各模板基准角 须加工10X10mm倒角 2.前后模表面须平整、无凹坑、无锈迹等影响外观的缺陷 3.模具表面须喷涂蓝色油漆进行表面防锈;模具锁模片须喷红色警示颜色,锁模片数量、安装方式 须符合要求;吊环螺丝孔旁边须用白色油漆喷上吊环螺纹孔尺寸
项目编号
项目工程师 模具名称(模具编号)
核查时间
序号
核查内容
一
二
模具工 作状态
6.上下模插穿位不存在烧死或断裂现象 7.产品注塑成型周期和工艺范围合理 8.试样不存在顶白、顶高、顶裂、顶穿或撕裂现象 9.试样不存在不可接受的缺胶、困气发白、烧黑或飞边 10.试样不存在严重变形 11.试样不存在表面拖花或拖胶屎现象 12.试样不存在不可接受的收缩痕、夹水线、气纹/射纹/波浪纹、料花等外观缺陷
核查时间
四
模具 外观
ห้องสมุดไป่ตู้
4.模具铭牌格式、内容、固定方式和模具安装方向标识须符合美的标准要求,并安装在操作人员侧 5.冷却水嘴须采用快速接头,采用¢10外接水管,同时凹进模板 6.冷却水嘴须按照进水为IN,出水为OUT,上模用A,B,C表示,下模用1,2,3顺序号进行标记, 标记字迹清晰、美观整齐、间距均匀 7.气管接头须按照进气为G (气)IN ,出气为G (气)OUT ,GIN 、GOUT 后加顺序号进行相应的 进出标记,标记字迹清晰、美观整齐、间距均匀 8.油管接头须按照进油为 O(油)IN ,出油为O(油)OUT ,OIN 、OOUT 后加顺序号进行相应的 进出标记,标记字迹清晰、美观整齐、间距均匀;多组时加工集油块或在模板油路 1.模具移交时模具制造厂家须同时向模具使用厂家提供详细的《模具清单列表》和每一套模具的《 模具出厂检验报告》、最新的《试模报告(含试模工艺参数表)》、经确认合格附带水口料的试模 样件,结构复杂的模具须提供《模具使用说明书》
模具出厂检验报告

模 具 浇 注 系 统
热 流 道
3 4 5 6 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 1 2
含前 镶后 件模 )
其他未注明项目或客户已提供出厂检验标准的均先按照客户的要求或标准执行检查,然后再按此份报告重新检查一遍。 综合判定: □合格,可以出货 备注: □不合格,稍修正后即可出货 □不合格,不可出货
规格:﹍﹍ 数量:﹍﹍
3 4 5 6 7 8 9
质量部经理审批:
第 2 页,共 2 页
品牌:﹍﹍ 型号:﹍﹍
油嘴品牌:﹍﹍ 型号:﹍﹍ 油管品牌:﹍﹍ 型号:﹍﹍
品牌:﹍﹍ 型号:﹍﹍
定位圈直径:φ ﹍﹍ 球径:R﹍﹍ 硬度﹍﹍ 浇口套入口直径:φ ﹍﹍
模 具 外 观
9 10 11 12 13 14 15 16 17 18 19 1
顶 针
前模:M﹍﹍ 后模:M﹍﹍
品牌:﹍﹍
2 3 4 1 2
合格 不合格
检
唧嘴、流道抛光符合要求。
备
抛光至(
注
) #砂纸
三板模前模板限位有限位拉杆。 拉料杆Z形倒扣已加工圆滑过渡。 热嘴、热流道板的品牌、型号符合客户要求。 热流道接线布局合理,接线有序号一一对应;电线在模板的转角处都已加 工R位过渡,外露电线是否做有线槽保护。 热流道配置有插座的,插座已安装牢固,插座品牌、型号符合客户要求。 模具出厂前已对热流道系统进行测试确认正常工作。 热流道接线按要求捆扎,并用压板盖住保护。 如有两个以上同样规格插座,已有明显标记,以免插错。 前后模表面无不平整、锈迹等外观缺陷。 已加工排气槽,排气槽深度符合设计要求。 成型部位抛光符合客户要求。 蚀纹纹号、区域或喷砂、刻字内容、大小、区域符合客户要求。 所有模具材料及热处理状态符合客户要求。 合模及开模平稳且定位准确。 前、后模表面无烧焊痕迹。 分型面干净、整洁,无手提砂轮机打磨避空,型腔已擦拭干净。 配件名称 数量
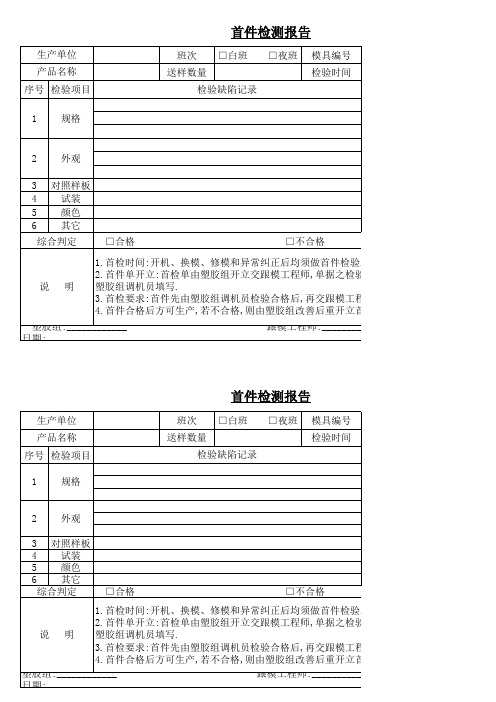
首件检测报告
塑胶组:____________
时 判 □合格 定 □不合格分□合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格
检验. 之检验栏由跟模工程师填写,其它栏内容由
模工程师检验并签样,首检数量每次2啤. 开立首检单,通知跟模工程师重检. 日期:______________
首件检测报告生产单位班次白班夜班模具编号产品名称送样数量检验时间序号检验项目检验缺陷记录规格合格不合格外观合格不合格对照样板合格不合格试装合格不合格颜色合格不合格其它合格不合格综合判定合格不合格首件检测报告生产单位班次白班夜班模具编号产品名称送样数量检验时间序号检验项目检验缺陷记录1
首件检测报告
生产单位 产品名称 序号 检验项目 1 规格 班次 送样数量 检验缺陷记录 □白班 □夜班 模具编号 检验时间
_________
时 判 □合格 定 □不合格
分
□合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格
检验. 之检验栏由跟模工程师填写,其它栏内容由
模工程师检验并签样,首检数量每次2啤. 开立首检单,通知跟模工程师重检. 日期:______________
_______
塑胶组:____________
首件检测报告
生产单位 产品名称 序号 检验项目 1 规格 班次 送样数量 检验缺陷记录 □白班 □夜班 模具编号 检验时间
2 3 4 5 6
外观 对照样板 试装 颜色 其它 综合判定
□合格
□不合格
说
明
1.首检时间:开机、换模、修模和异常纠正后均须做首件检验. 2.首件单开立:首检单由塑胶组开立交跟模工程师,单据之检验栏由跟模工程师填写,其它栏内 塑胶组调机员填写. 3.首检要求:首件先由塑胶组调机员检验合格后,再交跟模工程师检验并签样,首检数量每次2啤 4.首件合格后方可生产,若不合格,则由塑胶组改善后重开立首检单,通知跟模工程师重检. 跟模工程师:____________
模具质量检验报告

推管动作
机床试验
定、动模装吊孔
目视
支承柱高度
机床试验
整付吊
吊车
顶块动作
机床试验
全部吊环拧到底
目视
滑
动
力
部
位
检
验
导柱配合间隙
千分卡
机孔大小及位置
图纸
导柱硬度
锉刀
按装方向(天)
目视
导柱垂直、光洁度
角尺 目视
模具铭牌
目视
顶杆孔垂直度
角尺
外形涂漆
目视
顶杆配合间隙
手感
分模机构
目视
滑块间隙
窥尺
保险块(倒角、喷漆)
模具质量检验报告
客户名称:模具名称:负责人:
检验内容
检验方法
自检
复验
检验内容
检验方法
自检
复验
模
具
外
形
检
验
注射机模具安装
图纸
顶
出
系
统
检
验
顶出回退动作
机床试验
模板(零件)倒角
目视
顶出限位
目视Biblioteka 模板无锈迹、伤痕目视行程开关
机床试验
标准件无编码
目视
顶出油缸
机床试验
模板(零件)光洁度
目视
弹簧回退
机床试验
外型、滑动部件上油
槽
压条、顶块、滑块氩化
锉刀
型腔
目视
型芯
目视
耐磨块、调整块淬火
锉刀
顶块、滑块
目视
排气
型腔
目视
热流道系统
机床试验
型芯
目视
硬度
模具确认报告

模具确认报告报告编号:XXXX报告日期:XXXX年XX月XX日报告目的:本模具确认报告旨在确认模具质量和符合规格。
报告内容覆盖了模具的制造过程、模具的功能和模具的检验结果。
报告内容:1. 模具制造过程本模具是由XXX公司制造并提供给客户使用。
模具材料采用优质XXX钢材料,模具的加工采用先进的数控机床,制造过程经过了严格的质量控制,保证了模具的制造质量和稳定性。
制造过程中的材料、加工、热处理等的各项质量检测符合相关标准。
2. 模具的功能经验证明,本模具可以正常运行,达到了设计目的。
模具的设计符合规范要求和客户的需求。
模具具有以下功能:(1)模具可以精确地切割每个工件。
(2)模具采用自动冷却系统,能够在连续生产中保持一定的生产效率并降低出错率。
(3)模具采用了防尘系统和轨道自动清洁系统,减少了维护和保养人工。
3. 模具的检验结果为了保证模具的质量和符合规格,对模具进行了各项质量检测。
检测的结果如下:(1)模具的尺寸符合设计要求,没有测量误差。
(2)模具的硬度符合设计要求,能够承受高压力和高温度。
(3)模具的磨损测试结果表明模具能够正常工作,不会出现过早磨损和其他问题。
(4)模具的摩擦系数测试结果表明模具能够正常工作,不会出现超过规定摩擦系数和其他问题。
结论:本次模具确认报告的检测结果表明,模具的制造质量和性能符合相关规范和客户需求。
在正常使用情况下,模具可以获得较好的工作效果,可以稳定地工作,且易于维护和保养。
编写人:XXX公司注意:本报告仅适用于所涉及客户,不得转让给第三方或其他机构使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
17.冷战也好,委屈也罢,不管什么时候,只要你一句软话,一个微笑或者一个拥抱,我都能笑着原谅
18.不要等到秋天,才说春风曾经吹过;不要等到分别,才说彼此曾经爱过
19.从没想过,自己可以爱的这么卑微,卑微的只因为你的一句话就欣喜不已
模具检验报告
产品型号:模号:名称:制模:年月日
注塑机型号:
锁模压力:
射胶压力:
材料:
成型周期:
冷却介质
前模:模温:
后模:模温:
行位:模温:
检验项目
检验结果(OK“√” NG“Х”)
模胚
□产地▁▁ □标牌 □防锈漆 □模板字唛 □撬模坑 □吊环孔
□机台定位 □锁模片 □码模孔 □面板夹厚 □导套排气
成型零件
6.我莫名其妙的地笑了,原来只因为想到了你
7.会离开的都是废品,能抢走的都是垃圾
8.其实你不知道,如果可以,我愿意把整颗心都刻满你的名字
9.女人谁不愿意青春永驻,但我愿意用来换一个疼我的你
10.我们和好吧,我想和你拌嘴吵架,想闹小脾气,想为了你哭鼻子,我想你了
11.如此情深,却难以启齿。其实你若真爱一个人,内心酸涩,反而会说不出话来
工模:
产品外形
及结构
开发:
核准
情感语录
1.爱情合适就好,不要委屈将就,只要随意,彼此之间不要太大压力
2.时间会把最正确的人带到你身边,在此之前,你要做的,是好好的照顾自己
3.女人的眼泪是最无用的液体,但你让女人流泪说明你很无用
4.总有一天,你会遇上那个人,陪你看日出,直到你的人生落幕
5.最美的感动是我以为人去楼空的时候你依然在
□分型面无伤痕 □分型面排气槽 □模腔穴号 □呵面省光 □行位滑顺
□斜顶滑顺 □铲基刚性 □保护定位 □润滑油槽
顶出装置
□顶出顺畅 □顶出距离 □顶出限位 □顶针防转 □低呵面0.1 □复位正常
浇注系统
□唧咀固定 □唧咀球面 □流道大小.形状 □浇口大小.形状
□流道R角 □流道省光 □水口拉杆 □水口勾针 □电镀吊环
20.当我为你掉眼泪时,你有没有心疼过
冷却系统
□运水组数 □运水字唛 □喉咀位置 □喉牙规格 □密封性
辅助装置
□弹簧 □弹弓胶 □开闭器 □油缸 □电机 □限位制
整体
□开模顺序 □开模动作 □开模距离 □滑动面无伤痕
加压10%模具承受能力: 好 □ 一般 □ 差 □滑动件热处理
开模时的噪音程度: 大 □ 一般 □ 小 □ 模玉热处理
备注
12.生命中有一些人与我们擦肩了,却来不及遇见;遇见了,却来不及相识;相识了,却来不及熟悉,却还要是再见
13.对自己好点,因为一辈子不长;对身边的人好点,因为下辈子不一定能遇见
14.世上总有一颗心在期待、呼唤着另一颗心
15.离开之后,我想你不要忘记一件事:不要忘记想念我。想念我的时候,不要忘记我也在想念你