螺丝来料检验作业指导书
来料检验作业指导书
来料检验作业指导书一、引言来料检验是生产过程中的重要环节,通过对原材料和零部件的检验,可以确保产品质量的稳定性和可靠性。
本作业指导书旨在规范来料检验的操作流程,确保检验结果的准确性和可靠性。
二、检验范围本次来料检验的范围包括但不限于以下几个方面:1. 原材料的外观、尺寸、材质等检验;2. 零部件的装配情况、功能性能等检验;3. 来料检验所需的设备和工具准备;4. 检验记录的填写和保存。
三、检验流程1. 来料检验前的准备工作1.1 确定检验所需的样品数量和检验标准;1.2 准备好检验所需的设备和工具;1.3 检查设备和工具的状态,确保其正常工作;1.4 确定检验的环境条件,如温度、湿度等。
2. 来料检验的操作步骤2.1 根据检验标准,对样品进行外观检查,包括表面质量、颜色、形状等方面的检验;2.2 使用相应的测量工具对样品的尺寸进行测量,并与标准值进行比对;2.3 对样品的材质进行检验,可以使用化学分析、物理性能测试等方法;2.4 对样品的装配情况进行检验,确保零部件的连接坚固、无松动等;2.5 对样品的功能性能进行检验,如电气性能、机械性能等;2.6 检查样品的包装情况,确保无损坏和污染;2.7 根据检验结果,判定样品的合格与否,并记录检验结果。
四、数据分析与处理1. 对于合格的样品,按照规定的流程进行入库操作;2. 对于不合格的样品,应即将通知供应商,并进行退货或者重新加工等处理;3. 对于检验结果的统计和分析,可以采用图表、报表等方式进行展示,并及时通知相关部门。
五、检验记录与保存1. 检验记录应详细、准确地记录检验过程和结果,包括样品信息、检验项目、检验方法、检验结果等;2. 检验记录应由检验人员签字确认,并及时归档保存,以备查阅。
六、安全注意事项1. 在进行来料检验时,应确保操作人员的人身安全,如佩戴防护设备、遵守操作规程等;2. 对于有毒、有害或者易燃易爆物品的检验,应采取相应的安全措施,如通风设备、防爆措施等。
【精编范文】螺丝作业指导书-范文模板 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:VA生效日期:201X/6/23 页码:共3页编制:XX日期: 201X/6/21 审核: XX日期: 201X/6/23批准:XX 日期:201X/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
螺丝作业指导书

螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:V A生效日期:2014/6/23 页码:共3页编制:XX日期:2014/6/21 审核:XX日期:2014/6/23批准:XX 日期:2014/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
来料检验作业指导书

来料检验作业指导书一、引言来料检验是一个重要的质量控制步骤,用于确保原材料和供应商提供的产品符合公司的质量要求。
良好的来料检验程序能够减少不合格品的进入生产流程,确保最终产品的质量和可靠性。
本作业指导书旨在帮助检验员了解和执行正确的来料检验程序,以确保产品的质量和可靠性。
二、检验员的职责1. 熟悉相关的产品质量要求和标准,了解每个材料的特点和要求。
2. 了解公司的来料检验程序和规定,确保按照规定执行。
3. 负责检验进货物料的样品并记录检验结果。
4. 及时报告不合格品或发现的质量问题,并采取适当的措施进行处理。
5. 与供应商保持良好的沟通,解决质量问题并确保改进措施得到有效实施。
三、来料检验流程1. 来料检验的计划在每次进货之前,检验员应根据产品要求和供应商的质量历史记录制定来料检验计划。
计划应包括样本的数量、抽样方法和检验项目。
2. 样品的采集与检验根据来料检验计划,检验员应在进货时采集样品,并进行相关的检验。
样品应代表整个批次,以确保结果的可靠性。
检验的项目可以包括外观检查、尺寸测量、功能测试等,具体根据产品要求确定。
3. 记录和报告检验员应将检验结果记录在来料检验报告中,并将报告归档。
报告应包括样品的标识信息、检验结果及合格/不合格的判定依据。
如果有不合格品,应及时通知供应商并采取适当的措施,如退货、重新测试等。
同时,还需要向相关部门提供不合格品的报告,以确保及时处理。
4. 质量问题的处理和改进如果发现质量问题,检验员应立即通知相关部门,并参与问题的分析和解决。
根据问题的性质,采取相应的措施,如更换供应商、改进采购程序等。
同时,还应进行持续改进,通过与供应商的合作和技术支持,提高原材料的质量和性能。
四、注意事项1. 检验员应确保检验设备和仪器的准确性和可靠性,并定期进行校准和维护。
2. 检验员应保持客观和公正,遵循内部和外部的质量标准和要求。
3. 在与供应商的沟通中,检验员应保持礼貌和耐心,积极解决问题并建立良好的合作关系。
螺钉、螺母检验作业指导
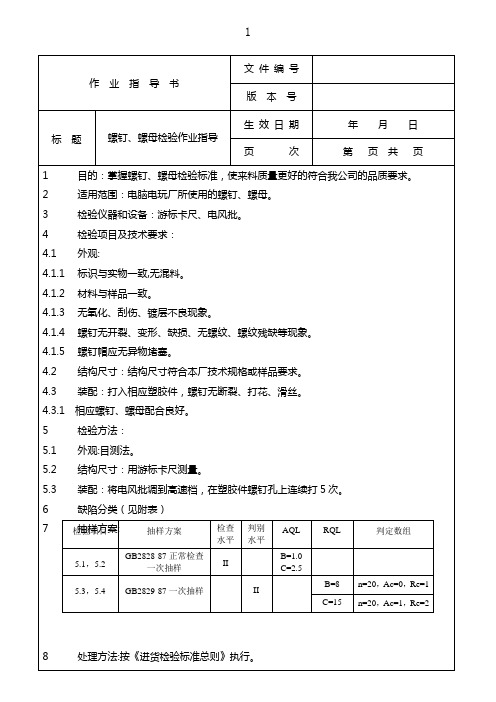
B=1.0 C=2.5
B=8 n=20,Ac=0,Re=1 II
C=15 n=20,Ac=1,Re=2
8
处理方法:按《进货检验标准总则》执行。
拟制
审核
批准
2
作业指导书
标题
螺钉、螺母检验作业指导
文件编号
版本号
生效日期
页
次
年月日 第 页共 页
序号 1
2 3
附表
检验项目
缺陷内容
判定
标识与实物不一致,混料
5
检验方法:
5.1 外观:目测法。
5.2 结构尺寸:用游标卡尺测量。
5.3 装配:将电风批调到高速档,在塑胶件螺钉孔上连续打 5 次。
6
缺陷分类(见附表)
7
检抽验样项方目案:
抽样方案
检查 判别 水平 水平
AQL
RQL
判定数组
GB2828-87 正常检查
5.1,5.2
一次抽样
II
5.3,5.4 GB2829-87 一次抽样
4.1.2 材料与样品一致。
Hale Waihona Puke 4.1.3 无氧化、刮伤、镀层不良现象。
4.1.4 螺钉无开裂、变形、缺损、无螺纹、螺纹残缺等现象。
4.1.5 螺钉帽应无异物堵塞。
4.2 结构尺寸:结构尺寸符合本厂技术规格或样品要求。
4.3 装配:打入相应塑胶件,螺钉无断裂、打花、滑丝。
4.3.1 相应螺钉、螺母配合良好。
B
外观
材料与样品不一致
B
氧化、镀层不良
C
开裂、缺损
B
结构尺寸 结构尺寸不符合技术规格或样品要求(超出公差范围,且
B
【推荐下载】螺丝作业指导书-实用word文档 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:VA生效日期:201X/6/23 页码:共3页编制:XX日期: 201X/6/21 审核: XX日期: 201X/6/23批准:XX 日期:201X/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
来料检验作业指导书

*********有限公司零配件来料检验作业指导书
产品名称螺母产品图号********文件编号
产品型号G1-/12*****-G1-1/2-01注意事项检验项目检验工具规格检验作业内容及标准检验频次
1.该指导书适用于其他同型号的产品检验作业,材质和尺寸要求参照图纸要求。
2.检查各个量具是否在校检期内
3.尺寸要求以图纸要求为准,无要求的自由公差按GB/T1804-M 计算。
4.检验完毕后要做好标记并及时、正确填写检验记录
5.发现不合格品要及时处理,严禁私自放行转入下道工序
6.检验人员对首件进行检验;50只配件以内全检;50只以上抽检20%。
表面质量目测表面无毛刺、无磕碰压伤零配件检验组批规程
材料检验便携式光谱仪符合图纸要求材料的化学成分零配件检验组批规程
尺寸检验游标卡尺0-150符合图纸要求的尺寸要求零配件检验组批规程
通止规检验螺纹塞规G1-1/2通规通,止规止零配件检验组批规程
图纸重要尺寸检验工具实测尺寸判定备注
D0=52.5(+0.1~0.2)游标卡尺☐合格☐不合格
S=68游标卡尺☐合格☐不合格
e=74.7游标卡尺☐合格☐不合格
L1=18±0.5游标卡尺☐合格☐不合格
L2=21±0.5 游标卡尺☐合格☐不合格
L=25±0.5游标卡尺☐合格☐不合格
f:G1-1/2(TZ)螺纹塞规☐合格☐不合格
表面质量目测☐合格☐不合格
编制:校准:审核:。
螺丝类检验指导书
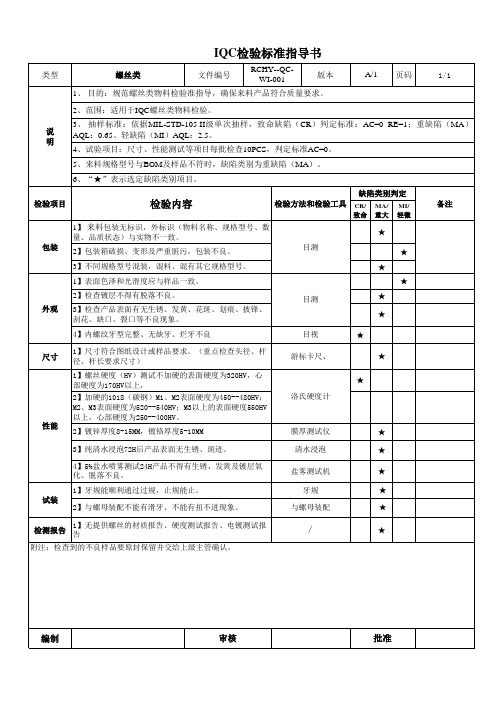
检验内容
1】 来料包装无标识,外标识(物料名称、规格型号、数 量、品质状态)与实物不一致。
检验方法和检验Βιβλιοθήκη 具CR/ 致命MA/ 重大
MI/ 轻微
备注
★ 目测 ★ ★ 目测 ★ ★ 目视 游标卡尺、 ★ 洛氏硬度计 ★ ★ ★
包装
2】包装箱破损、变形及严重脏污,包装不良。 3】不同规格型号混装,混料、混有其它规格型号。 1】表面色泽和光滑度应与样品一致。 2】检查镀层不得有脱落不良。
性能
2】镀锌厚度8-15MM,镀铬厚度5-10MM 3】纯清水浸泡72H后产品表面无生锈、斑迹。 4】5%盐水喷雾测试24H产品不得有生锈、发黄及镀层氧 化、脱落不良。 1】牙规能顺利通过过规,止规能止。
膜厚测试仪 清水浸泡 盐雾测试机 牙规 与螺母装配 ∕
★ ★ ★ ★ ★ ★
试装 2】与螺母装配不能有滑牙、不能有扭不进现象。 检测报告 1】无提供螺丝的材质报告、硬度测试报告、电镀测试报 告
附注:检查到的不良样品要原封保留并交给上级主管确认。
编制
审核
批准
IQC检验标准指导书
类型 螺丝类 文件编号 RCHY--QCWI-001 版本 A/1 页码 1/1 1、 目的:规范螺丝类物料检验准指导,确保来料产品符合质量要求。 2、范围:适用于IQC螺丝类物料检验。 说 明 3 、 抽样标准:依据 MIL-STD-105 II 级单次抽样,致命缺陷( CR )判定标准: AC=0 RE=1 ;重缺陷( MA ) AQL:0.65、轻缺陷(MI)AQL:2.5。 4、试验项目:尺寸、性能测试等项目每批检查10PCS,判定标准AC=0。 5、来料规格型号与BOM及样品不符时,缺陷类别为重缺陷(MA)。 6、“★”表示选定缺陷类别项目。