高频变压器工艺作业标准RG
(整理)高频变压器生产工艺
在顶部,并缠绕 1.5 圈。
表一
线径
单线引出
双线引出
三线引出
挡板高 2mm 挡板高 2--5mm 挡板 2mm 挡板 2--5mm 挡板高 2mm 挡板高 2--5mm
精品文档
精品文档
0.2 以下 0.21--0.3 0.31-0.4 0.45-0.6 0.65-0.8 0.8 以上
1.5TS 1.0TS 1.0TS
拟制 审核
名称 高频变压器
批准
第4 页
共 10 页
文件编号
版本
FWT-0101
1.0
精品文档
精品文档
<四>.一次焊锡 1.将锡炉温度调到 450---500 度,刮去锡面氧化物,将配完线的线包针脚沾上助焊剂向下放 入锡炉焊锡中 2--4S 垂直取出。 2.焊锡时间不可过长以防将线包烫坏,助焊剂不可粘上线包影响外表清洁。 3.焊过锡的线包骨架应无变形、破损;引脚焊锡光亮,无虚焊、假焊、连焊现象,线包及骨 架不可粘有焊锡。不可将线包胶带烫坏,如有胶带破损现象应立即返回给绕线班修补。
<十一>. 外观检测 1.外观检测是检测变压器整体外表工艺性能、外观清洁光亮度及外型尺寸是否在符合要求, 也就是说外观检测是测试变压器的做工怎么样,一般采用目测法。 2.磁芯:要求安装位置正确,不倾斜,不松动;任何部位不能有裂痕、破损、掉块面积不应 超过磁芯产品标准。 3.骨架:要求骨架无破损、无缺针、无明显变形,针脚长短一致焊锡光亮,无连焊、虚假焊、 黑点、倒钩毛刺;配线高度不超过挡墙的高度。超高的用烙铁压下。 4.铜带:安装位置正确,不偏下;表面无破损、氧化及影响外观的其他现象;焊点光亮,无 堆锡、少锡,无虚焊。 5.浸漆:整个变压器表面浸漆均匀,无堆漆、漆瘤及部分部位不上漆现象。 6.变压器表面干净整洁,无污物、杂质,特别是不能有任何部位不能有锡粒,如有应用刀片 将其刮掉,但不能损伤变压器表面。
变压器生产品质工艺标准
五、磁芯组装、包胶布: a、组装前确认磁芯有无明显破损、变形; b、如SPEC有要求,则按要求作业,若无要求则将GAP磁芯组装于初级绕 组侧(卧式BOBBIN)、PIN侧(立式BOBBIN);
c、磁芯用2-3层胶布缠绕固定,胶布整齐、紧密,胶布起始于PIN侧(立式)、初 级侧(卧式),结束于PIN侧(立式)、初级侧(卧式)转角处,胶布宽度以 实物外观或小于磁芯宽度0.3-0.5mm为佳;
四、焊锡 a、确认锡炉温度处于恒温状态,温度保持在430℃-480℃之间,焊锡时间因 线径不同而定:
b、作业步骤: 1、用治具装上整排产品或手动操作,以PIN沾助焊剂(1/3PIN); 2、用刮锡刀将锡面刮干净(每次焊锡前须刮一次); 3、立式BOBBIN焊锡时,将PIN脚直接垂直插入锡槽内,焊锡深度以锡面 平齐PIN缠线部分,焊锡后垂直取出BOBBIN,确保锡尖无歪斜; 4、卧式BOBBIN将PIN脚倾斜30º 插入锡槽内,焊锡深度以锡面平齐PIN缠线 部分,焊锡后将产品PIN脚以旋转方式取出,若PIN有锡尖倒钩,则须以立 式BOBBIN焊锡方式,将倒钩锡尖清楚; (如下图)
第六讲 变压器的安全规格
一、标准规格 磁性原件用于交换式电源供应器的结构中,必须遵守一定国家或是 国际上的安全标准.如U.L(Underwriter Laboratories)为北美合众国标准 规格,此规格比较集中防止失火的危险,耐压为1.5KV AC,在隔离式 变压器结构中U.L与C.S.A规格限制线圈温升至65℃以上需用105等级的 绝缘; C.S.A(Candanian Standards Association)则为加拿大的标准规格; V.D.E(Verband Deutsher Elektronotechniker)为欧洲所使用的德国 标准规格,目前V.D.E已成为较受欢迎的标准,其安全标准考虑较为严 格,其规格设计着重为保护操作人员的安全,其安全标准对线圈绕线方 法与输入与输出的隔离有较严格的要求,需耐高压3750V AC.
高频变压器制作标准

高频变压器制作标准高频变压器是一种能够将输入的电压转换为不同电压输出的电器元件。
在现代电子设备中,高频变压器被广泛应用于各种电源和通信设备中。
为了确保高频变压器的性能稳定和安全可靠,制作过程中需要遵循一定的标准和规范。
本文将介绍高频变压器制作的一般标准,以供参考。
首先,高频变压器的制作需要选择合适的材料。
在选材时,需要考虑材料的介电常数、磁导率、损耗等因素,以确保高频变压器具有良好的电磁性能。
常见的高频变压器材料包括硅钢片、铜线、绝缘材料等。
这些材料的选择对于高频变压器的性能有着重要的影响。
其次,高频变压器的制作需要严格控制工艺流程。
在制作过程中,需要确保绕线的匝数、绝缘层的厚度、铁芯的包覆等工艺参数符合设计要求。
特别是在绕线过程中,需要保证匝间绝缘良好,绕线均匀紧密,以减小电磁损耗和焦耳热。
此外,还需要注意绕线的接线方式和焊接工艺,确保接触良好、可靠。
另外,高频变压器的制作还需要进行严格的测试和检验。
在制作完成后,需要进行绝缘电阻测试、匝间电阻测试、耐压测试等,以确保高频变压器在使用过程中不会出现绝缘击穿、匝间短路等故障。
同时,还需要进行磁通泄漏测试、温升测试等,以验证高频变压器的磁性能和热特性。
最后,高频变压器的制作需要符合相关的标准和规范。
在国内,高频变压器的制作需要符合《高频变压器制作通用技术条件》(GB/T 15288-94)等国家标准。
而在国际上,高频变压器的制作需要符合IEC等国际电工委员会的标准。
综上所述,高频变压器的制作需要选择合适的材料,严格控制工艺流程,进行严格的测试和检验,并符合相关的标准和规范。
只有在严格遵循这些标准和规范的前提下,才能制作出性能稳定、安全可靠的高频变压器,满足现代电子设备对于电源和通信的需求。
希望本文能为高频变压器制作提供一些参考和帮助。
高频变压器设计规范
高频变压器设计规范目录1.目的 (2)2.适用范围 (2)3.引用/参考标准或资料 (2)4.术语及其定义 (2)5.规范要求 (2)6.附录 (12)1.目的为了实现高频变压器设计的标准化,为我司工程师在设计变压器过程中提供参考,特制订此规范。
2.适用范围本规范适用于公司所有正激变压器及反激变压器的设计。
3.引用/参考标准或资料无。
4.术语及其定义正激变压器:因其初级线圈被直流电压激励时,次级线圈正好有功率输出而得名。
反激变压器:又称单端反激式变压器或Buck-Boost转换器。
因其输出端在原边绕组断开电源时获得能量故而得名。
5.规范要求5.1高频变压器磁芯材料与几何机构在大多数开关电源的高频变压器中,常用的软磁材料有铁氧体,铁粉芯,恒导合金,非晶态合金及硅钢片。
主要应用软磁材料四个特性:磁导率高、矫顽力小及磁滞回线狭窄、电阻率高、具有较高饱和磁感应强度。
现我司高频变压器通常采用锰锌铁氧体材料。
磁芯厂家都生产了一系列不同材质的磁芯,各厂家有自己的命名规范。
以常用的PC40(TDK命名规范)材质为例,东磁表示为DMR40,天通则表示为TP4,实际性能差异几乎可忽略不计。
通常我们关注的磁芯参数主要有初始磁导率,饱和磁通密度Bs,剩磁Br,矫顽力Hc,功耗Pv,居里温度Tc,在高频变压器的设计以及日后应用过程中,这些参数往往起到非常重要的作用。
图1所示各种磁芯的几何形状有EE型、ETD型、PQ型等多种。
EE型、ETD型、PQ型也是我司高频变压器设计时通常采用的磁芯结构。
每种规格磁芯对应多种尺寸可供选择。
一般每种类型及尺寸的磁芯,其对应的骨架是一定的,变动一般在于pin数和pin针间距的不同,设计者可根据实际应用需求选择,也可以联系骨架厂商进行开模定制。
图5.1 各种几何结构的变压器磁芯图1 磁芯的几何形状5.2高频变压器常用材料介绍上节主要介绍了高频变压器的磁芯特性及结构,除此以外,要构成一个完整的高频变压器,主要材料还有:导线材料,压敏胶带,骨架材料。
高频变压器作业指导书
Model NO. 工作站点
90E165000-10H
版本记录
B-02
发行日期
生产工艺要求,注意事项
第一版 2021/4/14 12:07
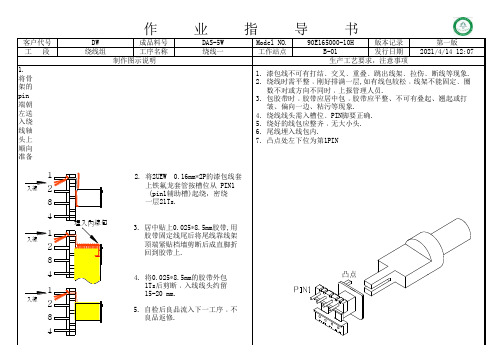
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出 线架﹑拉伤﹑断线等现象.
2. 绕线时需平整,如有线包较松﹐线架不能 固定﹑圈数不对或方向不同时﹐上报管 理人员.
3. 包胶带时﹐胶带应居中包﹐胶带应平整 、不可有翘起、叠起或打皱、偏向一边 、粘污等现象.
4
股至 4股以上 1~3/4 1~3/4 1~3/4 1~3/4
線頭長
骨架
線頭長
平面
不合格 骨架 平面 不合格
作 业 指 导 书 12121.1.21.1..先.将先用将先将将用先启用标用将启锡标测启骨0黑启动锡贴.帝镀动炉贴试动架0色动综炉粘2闻锡高综配粘好电高的5油测合配于*提压合制于O的感压p6性K试测制 产im供机 测 刮 产的变测机nm环仪试刮品端的红试锡品线﹐压试﹐保﹐仪锡朝P周色仪刀顶包调器仪调I笔校﹐刀左N转的部装试﹐,进﹐试4在刮对校,送-盘玛磁上好校行校好刮5产去测对入侧装拉芯磁准对外对准去品锡试测绕磁产胶中芯备测观测备锡底液仪试线芯品带心﹐测试检试测液5346部表1设456仪1轴中2.。固.位平试仪测2.仪试3.表452.2点面.置设.头心.将定将绕自置面.设﹑绕将自设.将面在1上的在条置贴上位将自0将在2完检.胶磁置T骨清完0检置骨的线 .U两氧PE件.条上顺置0检 22包E后带芯条IX架 理后 0条架氧.U架2UW先点化N-.2件0向胶后E05E胶良﹐上的件1外E将5良件.的化2W*PW0用标物-*.0准带5良8I机.品贴装﹐观40p线8品.2p物*0.N01校记或侧.i5i备上8品.5端.上6流在铁3n-头5流(*n或.1m1m脚杂.P5端用m8端绕﹐5流6m先6的m入0线芯I胶m入技.杂m的m*.钳质Nm朝碎的5朝线字m入用m定1下0包外端*带下术m质*的胶*P2层把1左布胶m左.头下201位一的5顶包1先P翻一员胶层P胶.带P*变,.的送抹带送朝一的0的盘工漆8端保有贴回工操带,带2外.压将三入去外入保工漆5漆上序包5持21,序作后外*包mT器产P层绕折包绕持序包3包,线m﹐锡s﹐)将包m1打胶玛的品绝线回1线锡﹐mT线按不液T不尾12的s开带拉上缘轴在s轴液T不后槽良光后良线s胶后的线头头后良品亮 11.11.11..1.1.1配1.严1..1.示漆每.焊漆1标线要.1装格要严产标漆校.配.波包次漆接1包签入求漆配依求格品.签包好锡线焊高器线包点线要槽测包磁据测依表标要线的点入接的不胶线要不求位试线芯压操试据面签求不产无槽点电可机不求可字要前不时作前操不要字可品虚位要源危有完可光有迹正与可要规与作能求迹有P焊要求线打成有亮打I清确测有用险则测规有字清打N、正光不结外打、结脚楚,试打力进试则凡迹楚结漏无确亮能﹐﹑包结无﹑不、后结适行后进立清、﹑焊错,、有交动﹑堆交可正产﹑无当注作产行水楚正交、脚无接叉作交积叉有确品交错﹐业品作块、确叉断位堆地意﹑后叉杂﹑划,摆叉脚有.摆业﹐正,﹑线配积P重只﹑质重伤贴放﹑位线I安放.锡确贴重、线杂N叠拿重、叠﹑标重配包.整珠,标叠焊.质测取﹑全叠无﹑漏签线叠过齐锡贴签﹑点、试下跳﹑毛跳铜时﹑.大﹗渣.标时跳高无时模出跳所刺出或不跳时。签不出、毛示上线出有;线内应出不时应线焊刺波的架线产焊架八有线可不有架点;器产﹑架品面﹑歪架强应歪﹑赃焊不品拉﹑的要拉外斜﹑行有斜拉、面能伤.拉测圆伤八、拉装歪、不要接﹑伤试滑﹑伤光圆任断﹑端、断单﹑亮滑何线断要线断、、地等线良等线焊平现好现等点整象接象、..
高频变压器作业指导书4

作 业 指 导 书聚脂膠帶作 业 指 导 书作 业 指 导 书作 业 指 导 书作 业 指 导 书作 业 指 导 书作 业 指 导 书用 量400/盤90E5W0012-D6H 設 備 工 治 具材料名称料 号型 號 及 規 格變壓器制作图示说明生产工艺要求,注意事项第一版工 段組合工序名称成品包裝工作站点D-9发行日期2008/1/11 20:42客户代号DW 成品料号DAS-5W-12Model NO.90E5W0012-D6H 版本记录1. 用帝聞提供的周轉盤裝產品。
2. 周轉盤的每個小格裝4個產品,產品PIN腳朝上,產品擺放方向需一 致.3. 每個周轉盤裝400個產品.4. 裝滿后將周轉盤疊放在一起﹐每五個周轉盤為一個單位﹐在最上 層需用硬紙皮封蓋住后用封箱膠帶將五個周轉盤固定在一起﹐在 最上一個周轉盤的紙皮上注明廠商、料號、數量。
在每次出貨時需貼一張 白紙注明所交產品的明細(料號、數量、種類)。
完成包裝工序.5送檢入庫1. 每裝滿一個周轉盤要檢查一遍,产品不可漏装、错装,擺放要統 一。
2. 每個周轉盤上需貼一張IPQC OK 標簽. 標簽需填寫線別、日期 、料號、數量等內容.3. 每五個周轉盤需貼一張物料管制卡及一張環保標簽. 物料管制 卡上的相關內容需按要求填寫。
4. 出貨前注意檢查包裝方式,標簽內容是否正確.5. 送貨時需填寫帝聞的專用送貨單.需填寫交貨日期1. 環保標簽此環保標簽跟物料標簽貼在一起﹐每五個周轉盤貼一張用 量1P帝聞提供 OR自購型 號 及 規 格設 備 工 治 具環保標簽材料名称料 号制作图示说明生产工艺要求,注意事项第一版工 段組合工序名称標簽三工作站点D-12发行日期2008/1/11 20:42作 业 指 导 书客户代号DW 成品料号DAS-5W-12Model NO.90E5W0012-D6H 版本记录。
高频变压器的工艺要求
• 注意:不能将标签贴反。 注意:不能将标签贴反。 • 将合格品小心放入包装盒或包装盘,按 将合格品小心放入包装盒或包装盘,
要求封装。 要求封装。
• 确保封装后的产品,在跌落实验后,不会 确保封装后的产品,在跌落实验后,
受任何损伤。 受任何损伤。
• 检查成品的绕组脚是否正确,线头线尾所 检查成品的绕组脚是否正确, 入槽位是否正确,白线是否过长, 入槽位是否正确,白线是否过长,脚仔是否 漏铜,产品是否污染, 漏铜,产品是否污染,磁芯是否有裂纹或掉 所包胶纸是否符合要求,等等。 屑,所包胶纸是否符合要求,等等。
Visual inspection Visual inspection
Fuhua Electronics Co.,Ltd.
浸锡Soldering terminal
注意事项: 注意事项:
1). 要求上锡表面光洁、无锡渣、上锡不良的现象。 2). 漆皮线或胶皮线不能回烧过长,否则将出现外 观不良,或Hi-pot坏。 3). 脚仔浸锡后若需要清洗,只能用酒精清洗,不 能用水洗,否则将导致CWW、Hi-pot坏。
Fuhua Electronics Co.,Ltd.
绕端脚 Wrapping terminal
1. 绕端脚时线头要紧贴针脚根部,不 得松散和朝出胶芯的支座。 2.对于胶皮线,应先剥胶皮,再绕端 脚,以保障后序的浸锡质量。
Fuhua Electronics Co.,Ltd.
Fuhua Electronics Co.,Ltd.
绕线 Winding
• 定义 把铜线,胶纸和铜箔按要求绕到胶芯上. • 绕线机 Winder 种类 机头位置 CNC-210(半自动) (单头)朝右 手摇绕线机(手动) (单头)朝左 Bench (手动) (单头)朝右 Tanac (全自动) (多头)朝前
高频变压器工艺介绍
变压器发展史
二,世界上第一个有实用价值的变压器
变压器发展史
低频变 压器 50Hz
高频变 压器 10kHz~ 25kHz
高频变 压器 25kHz~ 75kHz
高频变 压器 75kHz~ 200kHz
高频变 压器 200kHz ~1MHz
变压器分类
滤波器 脉冲变压器 电源变压器 驱动变压器 磁放大器 干扰抑制滤波器 矽钢片变压器 高频直插式变压器 高频贴片变压器 平面变压器 压电陶瓷变压器
变压器发展史
二,世界上第一个有实用价值的变压器
1850年德国技师鲁姆科尔夫制 年德国技师鲁姆科尔夫制 成第一只感应线圈 (Inductorium).1851年, . 年 他提出第一个感应火花线圈(变 他提出第一个感应火花线圈 变 压器)的专利 压器 的专利 .
变压器发展史
二,世界上第一个有实用价值的变压器
OK
NG
绕线要求: 绕线要求:
五 内铜箔工艺
1. 目 的:满足客户设计要求 基本要求: 2. 基本要求: 铜箔之起绕边应尽量避免置于BOBBIN 转角处. ① 铜箔之起绕边应尽量避免置于BOBBIN 转角处. 引线之焊锡处应避免重迭, 引线之焊锡处应避免重迭, 防止铜箔之间因挤压 而刺破胶带,造成短路. 而刺破胶带,造成短路. 单片铜箔作业使用时, ② 单片铜箔作业使用时,不可用两截铜片以焊接方 使用. 式替代单片铜箔 使用. 铜片作保护遮敝(SHIELDING) (SHIELDING)时 ③ 铜片作保护遮敝(SHIELDING)时, 头尾端需重迭 至少2mm, 且为内铜箔时, 头尾端不可短路. 至少2mm, 且为内铜箔时, 头尾端不可短路. 铜箔引线焊接处焊锡须良好、平整, 不可有尖刺. ④ 铜箔引线焊接处焊锡须良好、平整, 不可有尖刺. 为内铜箔时焊接处之正背面须贴上一层胶带, 为内铜箔时焊接处之正背面须贴上一层胶带, 以 防首尾端短路. 防首尾端短路.
高频变压器通用工艺文件
一、工艺流程图:—— 表示关键工序二、工艺说明:‹一›绕制绕线前准备:1、按照作业指导书准备原材料(骨架:幅宽、脚距、有无破损、毛刺;线:线径、型号、根数、无黑点打结等现象;胶带:颜色、宽窄度、粘结度等);2、绕线夹具紧密固定在绕线机主轴上,防止绕线圈数与起绕点变动;3、在上线时,线轴之间应保持一定的距离并用塑料袋套住作为保护,防止在绕线过程中线与线之间出现缠绕与打结等现象;4、铜线不能与金属或硬度过大的介质相接触,需要在必要的地方加海绵垫,并保证线的张力适中即可。
(当线直接与金属接触时,会损伤线的绝缘层,张力过大时会将线径拉小,影响产品的电气性能;张力过小时,线包不易绕平整且容易松散,会导致线包饱满,影响后继工序进行。
);5、保持工作台面干净、整齐,周转盒应摆放在规定位置。
与工作无关物品不得摆放在工作台上。
要求及注意事项:1、为保证工作效率,剪刀应随时握在右手里。
脚踏板放在自己合适的位置,踩踏后,脚应迅速离开脚踏板,避免在挂线时受伤。
2、认准骨架方向,骨架在上到绕线机夹具上时应保证接触紧密、方向一致、不得松动或脱落。
3、铜线在针脚上的缠绕方向与圈数应严格按照作业指导书执行。
4、绕制前检查前工序的脚位、槽位、线的根数、线圈胶带平整度等是否符合要求,不合格的产品应及时退回上工序返工,发现批量性的错误时应及时停止生产并上报相关负责人,进行错误隔离。
5、严格按照作业指导书要求来执行绕制步骤(进出线脚位、槽位、圈数、绕线方向)6、有挡墙(或有套管)的绕组必须依照作业指导书要求确定挡墙的宽度、厚度、层数与位置(或套管的露出长度、大小、位置与流线长度),线圈不能上挡墙。
7、有层间绝缘的绕组按照要求的层数进行层间绝缘,胶带的圈数应按照作业指导书进行操作。
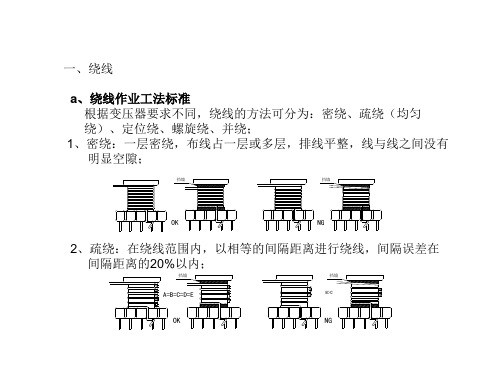
8、要求散绕的绕组,左右留空,各线圈之间应保证均匀的间隙,并绕满整个绕线要求的幅宽;密绕的绕组,线与线之间不能留空,层与层之间不能留缝,不能出现交叉、堆积现象。
高频变压器作业流程
2.4定位绕线:布线指定在固定的位置,一般分五种情况(如图 6.3)
2.5并绕:两根以上的WIRE同时平行绕同一个绕组或不同的绕 组绕线不可交叉.此绕法大致可分为四种情况:(如图6.4)
3.注意事项: 3.1当起绕和结束出入线在BOBBIN同一侧时,结束端回线前须
贴一块横越胶布作隔离。 3.2出入线于使用BOBBIN之凹槽出线时,原则上以一线一凹
高频变压器制作工艺
图6.7
图6.8
图6.9
图6.10
高频变压器制作工艺
三.包胶带 1.包胶带的方式一般有以下几种.(如图6.12) 2.NOTE:胶带须拉紧包平,不可翻起刺破,不可露铜线.最外层胶带不宜包得太紧,ຫໍສະໝຸດ 免影响产品美观.图6.12
高频变压器制作工艺
四.理线
1,将铜线理直理顺并缠在相应的脚位上. 2,压脚:用斜口钳将铜线缠紧并压至PIN脚底部. 3,剪除多余线头(如图6.13) 4,缠线圈数依线径根数而定.(如图6.14) 5,注意:铜线须紧贴脚根,预计焊锡后高度不会超过凸点;不可
槽方式出线,若同一PIN有多组可使用同一凹槽或相邻的凹
槽出线,唯在焊锡及装套管时要注意避免短路。
高频变压器制作工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用库存的漆包线余料时,要确认线轴上的各标识与实需一致。
漆包线知识一铜杆φ8.0大拉机中拉机小拉机微拉机小线漆包机φ0.1-0.35 中线漆包机φ0.35-1.0 细线漆包机φ0.05-0.13 涂漆调配漆烘干往返5-8次冷却漆包线表面润滑剂产品检验包装入库产品出厂铜线为裸线铜线喷绝缘漆漆包线生产工艺流程1.漆包线在绕线中,剪钳,剪刀不能碰到漆包线,否则刮伤,碰伤绝缘膜,造成电性,电气等不良;2.漆包线在绕制过程中骨架毛刺,金属棱角等等刮伤漆包膜造成电性,电气等不良。
裸铜线漆包膜不要碰伤我哦!漆包线知识二1.聚胺脂漆包线可分为日规和美规二种,日规表示方法为UEW ,例如2UEW φ0.18,美规为AWG 例如:AWG33就是φ0.18;2.通常漆包线按照漆皮厚度可分为:1UEW 2UEW ,3UEW 或SINGLE,DOUBLE.3.漆包线耐温等级可分为B=130度,F=155度,H=180度等等.2UEW漆包膜裸铜线1UEW 0UEW第二层漆包膜第一层漆包膜裸铜线第三层漆包膜第二层漆包膜第一层漆包膜裸铜线我的名字叫0UEW,1UEW 2UEW,内部结构就是这样子的,操作时不可损坏我的哦,要记住!不要再来伤害我!线经过瓷滑轮凹槽OKOKOK线经过滑轮、瓷珠OKOKOK瓷珠完好光滑OK不良线未经过瓷珠不良不良线未经过滑轮不良不良瓷珠破不良线经过瓷滑轮凹槽,掉夹缝里不良不良漆包线经过的途径(一)漆包线经过的途径(二)绕线张力的大小是通过调节羊毛毡压得紧或松来实现,羊毛毡太脏会直接损伤到漆包膜,对产品品质留下隐患。
哇噻!好脏啊!我不喜欢哦羊毛毡干净OK羊毛毡脏NG 羊毛毡脏NG 羊毛毡脏NG骨架知识一骨架可分为热固性和热缩性二种:1.电木属于热固性,特点:1.不易变形;2.耐高温及高温焊锡;强度较高。
缺点:较脆容易破损。
如:T375J,PM9630,AM-113,等等,2.PET属于热缩性,特点:1.不易变形;2.高温焊锡有一定熔损;3.强度较高;4.成本较如:T102,T102G30,FR530L(F1),FR-515等等電木材質特性圖片說明骨架在台面上掉落地面(破損)焊锡前焊锡后(无变形)PET材特性圖片說明骨架在台面上掉落地面(无破損)焊锡前焊锡后(烫伤变形)骨架知识二PIN1凸點PIN7數PIN 方向凸點PIN1PIN4數PIN 方向注:骨架一般為有凸點(或缺口或斜边)側之PIN 腳為PIN1腳,且PIN 腳朝自己順時針數.(如上圖示)骨架特殊規格品及BASE 數PIN 方法詳見规格书或作业指导书.骨架脚位一般识别方法斜边PIN1PIN4数PIN 方向检查清楚,一人疏忽百人忙,人人细心更顺畅骨架检查一绕线前要检查骨架有没破裂,脚位是否正确,针脚有没长短,骨架有没变型和骨架有没有披峰的噢!骨架OK 骨架定位柱破损骨架针脚长短不一披峰骨架无披峰骨架有披峰端控胶带按照作业指导书要求检查端控带型号,规格,端控胶带材质等.通常材质有:3M#44,3M#44D -A,无纺布等.3M#44无纺布多防一步少出事故多看一眼安全保险1298等12983M1350F-1宁愿事前检查不可事后返工套管按照作业指导书要求检查套管型号,规格,材质等.1.套管有铁氟龙套型号和热缩套管等等2.铁氟龙套型号有L 型和T 型铁氟龙套管L 型薄T 型厚防微社渐警钟长呜套管热缩套管执行自检互检专检包端控胶带包端控胶带OK包端控胶带NG 没靠边包端控胶带NG 包错位包端控胶带工艺作业标准要求:1.规格型号依照作业指导书要求;2.端控匝数依照作业指导书要求;3.包端控时可不重叠,允许起头收尾相差0.5-5mm 之间;4.包端控时,不允许包错位,不允许没有靠骨架边包端控带的现象.GOODOKOKOK我就是端控胶带安规基础知识产品安规标准的设立,主要是防止“人”在使用信息产品时,受到以下危险:雷击伤害火灾伤害防人身受过高温危害防人身受辐射危害防人身受爆炸危害防人身受机械不稳定和运动部件危害安规意义:安规作用:⑴它是为保障因为器件的漏电或起火而引起对人身安全和财物安全造成的危害;⑵它是出入各国境内的通行证;⑶它是一个产品的质量认证。
安规符号:-加在带电部件上提供防止触电基本保护的绝缘安规基础知识爬电距离(Cl)-带电部件之间或带电部件与可接触表面之间沿绝缘体表面的最短距离空间间隙(Cr)-带电部件之间或带电部件与可接触表面之间的最短距离安规基础知识电击或触电安规基础知识虽然输出电压很低, 但假设输出端的导体发生短路, 有可能产生过量的能量释放, 乃至发生爆炸.2J(电容)的能量相当于一个3300μF的电容, 贮能35V电击或触电电容变压器绕线----密绕密绕就是线与线之间紧密的靠在一起,在绕制中线不可分层和交叉等现象,例如:密绕一层时,不允许有第二层出现,不允许有线与线之间有缝隙和交叉等现象。
1.排线均匀紧密;2.排线无打结,无交叉,无重叠,上一层无陷入下一层现象.我这就是密绕标准1.排线不均匀紧密;2.排线出现线没有紧密的靠在一起,拒收绕线----均绕均绕就是线与线之间距离大致相等,绕满整个绕线区域,起收线要靠近端控胶带,但不允许线上端控胶带.1.绕线绕满整个绕线区域;2.线与线之间距离大致相等;3.起收线都靠端控胶带绕线,且没有上端控.1.绕线没有绕满整个绕线区域;2.线与线之间距离不相等,绕线绕在绕线区域中间.我就是均绕标准拒收一个坚持一个承诺决不做不良品绕线----双线并绕双线并线就是多个绕组多根铜线一起并绕,绕线要均匀,不可将收线挂错脚位,进出线要成直角。
本色线红色线1.同层绕线就是二个绕组或者二个以上绕组绕在同一层上,各个绕组之间起收线都是独立的绝缘,2.绕线要均匀,排线紧密,绕线时,线不可爬上端控胶带,进出线要成直角,具体要求要符合作业指导书要求.胶带隔离二个绕组的起收线,以及进行了跨线绝缘居中密绕居中均绕AB1.居中绕线就是在骨架绕线区域中绕在绕线区域中间,如图所示A ,B 尺寸大至相等,即“A”=“B”,2.绕线要均匀,进出线要成直角,具体依照作业指导书要求采用居中密绕还是居中均绕.绕线起线时,不可用剪刀去压起线来靠边绕线,这样做会将漆皮刮破刮伤导致电气不良NG绕线----贴反折包胶带基准1.贴反折胶带作用是起加强绝缘作用,故要盖住整个引出线骨架脚位和槽位;2.定位胶带要伸入到线包内最少7mm,盖住骨架槽位最少8mm,贴反折胶带OK反折胶带NG 反折胶带没有盖住铜线和铜线槽位最少8mm 最少7mm绕线----绕线端控基准绕线时,绕满整个绕线区域,而且线没有上端控及线与端控胶带并齐,确保端控安规距离绕线没有爬上端控胶带端控胶带端控胶带绕线时线爬上端控胶带绕线----穿套管基准1.绕线在穿套管时,套管长度要伸入到端控胶带内3mm 最小,才确保了安规距离要求,外端平齐槽口或者依据作业指导书要求,因骨架有立式和卧式;2.套管不能悬空,要紧贴端控胶带和骨架壁,而且要从槽口位平行出来导成直角。
直角端控胶带套管伸入端控带内3mm 最小穿套管OK穿套管短NG套管末伸入端控胶带内NG我是端控胶带绕线----穿套管基准1.绕线在穿套管时,套管长度要伸入到端控胶带内3mm 最小,才确保了安规距离要求,外端平齐槽口或者依据作业指导书要求,因骨架有立式和卧式;2.套管不能悬空,要紧贴端控胶带和骨架壁,而且要从槽口位平行出来导成直角。
穿套管OK穿套管短NG 直角套管平齐槽口没有成直角直角标准绕线----穿套管基准穿套管OK直角套管平齐槽口1.绕线在穿套管时,套管长度要伸入到端控胶带内3mm 最小,才确保了安规距离要求,外端平齐槽口或者依据作业指导书要求,因骨架有立式和卧式;2.套管不能悬空,要紧贴端控胶带和骨架壁,而且要从槽口位平行出来导成直角。
端控胶带套管伸入端控内3mm 最小套管短槽口位绕线时,所有进出线要成直角,从槽口位平行出来导成直角,而且线不能悬空.直角90度收线成直角OK收线没有成直角NG没有成直角作业标准能遵守品质效率不用愁起线套管要伸入到端控带内而且要成直角套管没有伸入端控带内NG端控带绕线----跨线绝缘绕完线后胶带需伸入收尾线下10-15mm 做跨线绝缘,收尾胶带要盖住收尾10-15mm.胶带伸到线尾下10-15mm跨线绝缘OK 胶带没有伸入到线尾下10-15mm最小跨线绝缘NG绕线----层间绝缘层间绝缘胶带起到隔离绕组上一层与下一层绕组的隔离层间绝绕组上一层绕组下一层缘胶带层间绝缘胶带没有重叠(至少10-15mm)包胶带一收尾胶带盖住收尾线10mm-15mm收尾线1.包胶带时规格型号,材质要求按照作业指导书;2.包胶带时匝数按照作业指导书要求;3.包胶带时胶带不可包皱,不可包错位,胶带不可有破损现象;4.包胶带时胶带要伸入到线尾下10-15mm 最小,收尾胶带要盖住收尾线10-15mm;5.剪胶带时,剪刀要超过绕线槽位剪,以免胶带被刺破.收尾胶带没有盖住收尾线,不符合安规要求收尾线1.包胶带时规格型号,材质要求按照作业指导书;2.包胶带时匝数按照作业指导书要求;3.包胶带时胶带不可包皱,不可包错位,胶带不可有破损现象;4.包胶带时胶带要伸入到线尾下10-15mm最小,收尾胶带要盖住收尾线10-15mm;5.剪胶带时,剪刀要超过绕线槽位剪,以免胶带被刺破.剪胶带时,剪刀要超过绕线槽位剪胶带OK 剪胶带时,剪刀伸入到线包内剪胶带,有可能将层间胶带刺破NG1.包胶带时规格型号,材质要求按照作业指导书;2.包胶带时匝数按照作业指导书要求;3.包胶带时胶带不可包皱,不可包错位,胶带不可有破损现象;4.包胶带时胶带要伸入到线尾下10-15mm最小,收尾胶带要盖住收尾线10-15mm;5.剪胶带时,剪刀要超过绕线槽位剪,以免胶带被刺破.胶带破损胶带包皱,露线包胶带四6.包胶带时,线包内不能包有线头或者锡渣,锡头,头发,以及其它杂物等等,否则会导致其它电性不良,放大图线包内毛料类杂物线包内有头发线包内有头发和其它杂物包胶带五6.包胶带时,线包内不能包有线头或者锡渣,锡头,头发,以及其它杂物等等,否则会导致其它电性不良,线包内包有锡头,将胶带刺破线包内包有锡头,将胶带刺破以及将三层绝缘线刺破,导致耐压不良,不符合安规要求。