简单固定循环指令G90.ppt
合集下载
G90-简单固定循环指令
数控车削单一固定循环G90
1、快速定位:G00指令
格式:G00 X(U) Z(W) 2、直线插补:G01指令
格式:G01 X(U) Z(W) F
O0001; T0101; M03 S400; G00 X32 Z2;
G00 X 26 ; G0ቤተ መጻሕፍቲ ባይዱ Z-30 F0.1; X32; G00 Z2;
G00 X100; Z100; M05; M30;
动手练一练
提示:多次采用G90外圆循环切除余量
引入
利用G00与G01加工一个轮廓需要四个动作:
①快速进刀(G00指令) ②切削进给(G01指令) ③退刀(G01指令) ④快速返回(G00指令)
那么我们能否将这四个指令并成一个指令从而简化我 们的程序呢?
②
③
①
④
新课:
外圆切削循环指令(G90)
1.格式
G90 X(U)_ Z(W)_ F_
2.走刀路线
圆柱面的终点坐标值
X Z
W 4(R)
3(F)
1(R)
A
2(F)
2
XU
2
O
Z
1. R表示快速移动,F表示进给运动,加工顺序按1、2、3、4进行。 2. U、W表示增量值。
A
2工进
O0002;
3工进
4快退
T0101;
M03 S400;
G00 X32 Z2;
G90 X26 Z-30 F0.1;
G00 X100;
Z100;
M05;
M30;
1快进
O0003; T0101; M03 S400; G00 X32 Z2; G90 X27 Z-35 F0.1;
G90 X25 Z-15 F0.1;
1、快速定位:G00指令
格式:G00 X(U) Z(W) 2、直线插补:G01指令
格式:G01 X(U) Z(W) F
O0001; T0101; M03 S400; G00 X32 Z2;
G00 X 26 ; G0ቤተ መጻሕፍቲ ባይዱ Z-30 F0.1; X32; G00 Z2;
G00 X100; Z100; M05; M30;
动手练一练
提示:多次采用G90外圆循环切除余量
引入
利用G00与G01加工一个轮廓需要四个动作:
①快速进刀(G00指令) ②切削进给(G01指令) ③退刀(G01指令) ④快速返回(G00指令)
那么我们能否将这四个指令并成一个指令从而简化我 们的程序呢?
②
③
①
④
新课:
外圆切削循环指令(G90)
1.格式
G90 X(U)_ Z(W)_ F_
2.走刀路线
圆柱面的终点坐标值
X Z
W 4(R)
3(F)
1(R)
A
2(F)
2
XU
2
O
Z
1. R表示快速移动,F表示进给运动,加工顺序按1、2、3、4进行。 2. U、W表示增量值。
A
2工进
O0002;
3工进
4快退
T0101;
M03 S400;
G00 X32 Z2;
G90 X26 Z-30 F0.1;
G00 X100;
Z100;
M05;
M30;
1快进
O0003; T0101; M03 S400; G00 X32 Z2; G90 X27 Z-35 F0.1;
G90 X25 Z-15 F0.1;
G90循环指令
天津机电工艺学院
G90外径固定循环切削
1)圆柱车削循环: 指令格式:G90 X(U)—Z(W)—F—;
其中: X(U)—Z(W)—切削终点坐标 F—进给速度
讲授新课
天津机电工艺学院
W
U/2
Z
X
F值移动
G00移动
第一刀G00方式进刀 第二刀G01方式切削 第三刀G01方式切削 第四刀G00方式退刀
本指令的意义,在与刀具 起点与指定的终点间形成一个封闭 的矩形,刀具从起点先按x方向起 刀,走一个矩形循环。
N70 M30;
讲授新课
O0001; N10 G98 M03 S600 T0101 ; N20 G00 X42 Z2 ; N30 G00 X37 ; N40 G01 Z-45 F120; N50 G00 X42 ; N60 Z2 ; N70 X34 ; N80 G01 Z-20 F120 ; N90 G00 X42 ; N100 Z2 ; N110 X31; N120 G01 Z-20 F120 ; N130 G00 X42; N140 Z2; N150 G00 X26 Z0; N160 G01 X31 Z-20 F50; N170 G00 X42; N180 Z2; N190 G00 X21 Z0 ; N200 G01 X31 Z-20 F50 ; N210 G00 X42 ; N220 Z2 ; N230 G00 X20 Z0 ; N240 G01 X30 Z-20 F50 ; N250 G00 X36 ; N260 G01 Z-45 ; N270 G00 X42 ; N280G00 X100 Z100 ; N290 M30 ;
复习旧课
天津机电工艺学院
N30 G00 X37 ; N40 G01 Z-45 F120; N50 G00 X42 ; N60 G00 Z2 ;
数控车床编程G90指令PPT课件

(3) R正负号的判断
车削外圆锥度从小端车到大端时R为负值,反之取正值。
(4) R值的计算 R=(D- d)/2
起点
R-
终点
(5)加工路线:
X、Z 终点坐标尺寸位置不变,每个程序段只改变R的尺寸。
G00 X52 Z5; G90 X50 Z-30 R-4 F50;
R-8; R-11.67; G00 X100 Z100;
G00 X100 Z100; (换刀点)
X36 Z2;
(定位点)
G90 X32.5 Z-35 F80; (外圆切削)
X30 Z-23;
X27;
X24.5;
G00 X26 Z2; (定位车锥度)
G90 X24.5 Z-15 R-2 F80; (圆锥切削)
R-4.53;
G00 X50 Z50;
T0202;
思考:R、Z尺寸不变,每个程序段只改变X尺 寸的程序编写?
G00 X66 Z5; G90 X65 Z-30 R-11.67 F50;
X60; X55; X50; G00 X100 Z100;
(三)编程举例
加工工件如图所示,毛坯尺寸为φ35mm。
编写程序:
O9001; (程序号)
T0101 M03 S400; (1号刀及刀补,主轴正转)
1.操作练习综合训练图集中 (3)的图样。 2.看清图样要求,计算好各点 坐标尺寸。
3.根据毛坯件和图样要求的尺 寸,确定加工步骤。
4.粗加工后,再精加工,检查 尺寸合格后再切断。
5.上机操作要做好安全文明生 产。
四、小 结: 重 点:
1、G90指令用于车削外圆柱(锥)的格式。
G00X1—Z1—; G90 X(U) __ Z(W) __ R__F __; 2、上机操作要做好安全文明生产。
车削通孔(单一固定形状G90指令的应用)
数控车削加工技术与技能
车削通孔 —单一形状固定循环指令G90的应用
任务订单
100套带轮传动装置,要求半个月交货。
明确任务
已完成外轮廓粗加工和钻孔
任务:本节课完成通孔粗加工
分析任务
1.皮带轮加工前的底孔大小?
底孔φ 16
2.加工轮廓有哪些特点?
单一形状 、圆柱面、 余量不大、通孔
3.选用什么样的指令加工? 指令格式怎样? G90 X Z F
课后拓展 内孔的尺寸精度和表面粗糙度怎么保证
领悟
“简单的事情重复做,你就是专家。 重复的事情用心做,你就是赢家。”
———— 爱因斯坦
课堂小结
一、应用G90指令编制通孔加工程序; 指令格式: G90 X Z F
二、通孔车削切削三要素的选择; 1.原则 2.查表 3.计算( Vc=πdn/1000)
小试牛刀 编制G90加工程序,第一次粗加工通孔
1.要有
意识指令G90
(1)代码格式 G90 X_ Z_ F_
外轮廓G90循环
其中 X、Z为切削终点的绝对坐标值; F为切削进给速度。
内轮廓G90循环
问题探究
问题探究 选择和计算切削三要素
课堂小结 一、应用G90指令编制通孔加工程序; 二、通孔车削切削三要素的选择;
简单固定循环指令G90

退刀、返回四个动作。 2、循环起点要距离工件3~5mm.适用范围:简单圆锥面的切削。
简单固定循环指令G90
观看走到路径动画
简单固定循环指令G90
进行锥面粗加工时,圆锥的切削方法
1、X、Z终点坐标尺寸位置不变, 每个程序段只改变R的尺寸
2、R、Z尺寸不变,每个程序 段只改变终点的Z的尺寸。
简单固定循环指令G90
简单固定循环指令G90
一、G90指令格式 1、圆柱面车削循环 (1)代码格式 G90 X(U)_ Z(W)_F_ 其中 X、Z为切削终点的绝对坐标值; U、W为切削终点相对循环起点的增量值; F为切削进给速度。
切削终 点
X、Z
切削起点 循环起点
简单固定循环指令G90
(2)G90指令的走刀路径 X方向进刀,Z方向切削,按顺序1、 2、3、4进行,1、4为快速移动,2、 3为切削进给。
简单固定循环指令G90 2、圆锥面: G90 X(U)___ Z(W)___ R___ F___ ;
其中:X、Z为切削终点绝对坐标; U、W为切削终点相对坐标; R为锥面切削时的半径差;
R=(X切削起点- X切削终点)/2
切削终点 X、Z
F进给速度 快进速度
切削起点 循环起点
编程要点:1、G90循环可以完成进刀、加工、
简单固定循环指令G90
简单固定循环指令G90
技能之星大拼
探究新知
技能之星大拼
简单固定循环指令G90
归纳小结: 1、G90指令的格式怎样? 2、加工完毕刀具停留的位置在何处? 3、走刀路线怎样? 4、比较G90与G01指令的区别?
简单固定循环指令G90
注意事项
1.运用G90进行编程时,循环起点的确定是根据刀具 起点定义,因为G90用于粗加工,所以,在留有余 量的情况下,R=(D-d)/2。
简单固定循环指令G90
观看走到路径动画
简单固定循环指令G90
进行锥面粗加工时,圆锥的切削方法
1、X、Z终点坐标尺寸位置不变, 每个程序段只改变R的尺寸
2、R、Z尺寸不变,每个程序 段只改变终点的Z的尺寸。
简单固定循环指令G90
简单固定循环指令G90
一、G90指令格式 1、圆柱面车削循环 (1)代码格式 G90 X(U)_ Z(W)_F_ 其中 X、Z为切削终点的绝对坐标值; U、W为切削终点相对循环起点的增量值; F为切削进给速度。
切削终 点
X、Z
切削起点 循环起点
简单固定循环指令G90
(2)G90指令的走刀路径 X方向进刀,Z方向切削,按顺序1、 2、3、4进行,1、4为快速移动,2、 3为切削进给。
简单固定循环指令G90 2、圆锥面: G90 X(U)___ Z(W)___ R___ F___ ;
其中:X、Z为切削终点绝对坐标; U、W为切削终点相对坐标; R为锥面切削时的半径差;
R=(X切削起点- X切削终点)/2
切削终点 X、Z
F进给速度 快进速度
切削起点 循环起点
编程要点:1、G90循环可以完成进刀、加工、
简单固定循环指令G90
简单固定循环指令G90
技能之星大拼
探究新知
技能之星大拼
简单固定循环指令G90
归纳小结: 1、G90指令的格式怎样? 2、加工完毕刀具停留的位置在何处? 3、走刀路线怎样? 4、比较G90与G01指令的区别?
简单固定循环指令G90
注意事项
1.运用G90进行编程时,循环起点的确定是根据刀具 起点定义,因为G90用于粗加工,所以,在留有余 量的情况下,R=(D-d)/2。
数控铣床固定循环编程课件
(1)中心钻:T01,刀具的长度补偿 号为H01; (2)Φ5钻头:T02,刀具长度补偿号为H02; (3)M6丝锥:T03,刀具长度补偿号为H03
Nov-23
15
16
程序: N001 G90 G00 Z300.0 T01 M06 N002 G43 Z120.0 H01 S15 M03 N003 G99 G81 X40.0 Y-20.0 Z89.0 R93.0 F200 N004 G98 Y-50.0 N005 G99 G81 X70.0 Z99.0 R103.0 F200 N006 G98 Y-20.0 N007 G80 Z300.0 H00 M05 N008 G00 X130.0 T02 M06 N009 G43 Z120.0 H02 S15 M03
(4) 当用G00~G03 指令注销固定循环时,若G00~G03 指令 和固定循环出现在同一程序段,按后出现的指令运行;
(5) 在固定循环程序段中,如果指定了M,则在最初定位时送 出M 信号,等待M 信号完成,才能进行孔加工循环。
Nov-23
14
例1 编程如图所示零件。加工该零件所用的刀具 如下:
Nov-23
8
4)镗孔循环指令
① 镗孔循环指令G85 \G86 和G89
G85(G86) X_Y_Z_R_F_K_ G85 指令与G84 指令相同,但在孔底时主轴不反转。 G86 指令与G81 相同,但在孔底时主轴停止,然后快
速退回。 注意: (1) 如果Z 的移动位置为零,该指令不执行; (2) 调用此指令之后,主轴将保持正转。
5
G82:带停顿的钻孔循环
G82 X_Y_Z_R_P_F_K_
G82 指令除了要在孔底暂停外,其他动作与G81 相同。暂停时间 由地址P 给出。
Nov-23
15
16
程序: N001 G90 G00 Z300.0 T01 M06 N002 G43 Z120.0 H01 S15 M03 N003 G99 G81 X40.0 Y-20.0 Z89.0 R93.0 F200 N004 G98 Y-50.0 N005 G99 G81 X70.0 Z99.0 R103.0 F200 N006 G98 Y-20.0 N007 G80 Z300.0 H00 M05 N008 G00 X130.0 T02 M06 N009 G43 Z120.0 H02 S15 M03
(4) 当用G00~G03 指令注销固定循环时,若G00~G03 指令 和固定循环出现在同一程序段,按后出现的指令运行;
(5) 在固定循环程序段中,如果指定了M,则在最初定位时送 出M 信号,等待M 信号完成,才能进行孔加工循环。
Nov-23
14
例1 编程如图所示零件。加工该零件所用的刀具 如下:
Nov-23
8
4)镗孔循环指令
① 镗孔循环指令G85 \G86 和G89
G85(G86) X_Y_Z_R_F_K_ G85 指令与G84 指令相同,但在孔底时主轴不反转。 G86 指令与G81 相同,但在孔底时主轴停止,然后快
速退回。 注意: (1) 如果Z 的移动位置为零,该指令不执行; (2) 调用此指令之后,主轴将保持正转。
5
G82:带停顿的钻孔循环
G82 X_Y_Z_R_P_F_K_
G82 指令除了要在孔底暂停外,其他动作与G81 相同。暂停时间 由地址P 给出。
第4章 数控车床编程 (G90G94)ppt课件
G94 X60.0 Z-10. F0.5 ;
Z-20. ;
Z-30. ;
G00 X120.0 Z-28.0 ;
G94 X110.0 Z-30. R-10.0 ;
X100. R-18. ;
X90. R-26. ;
X80. R-34. ;
X70. R-42. ;
X60. R-50. ;
G00 X100. Z100. ; 最新课件
13
第4章 数控车床编程
要把程序应用到机床上,编程原点在机床坐标系中的 坐标是多少,必须让机床的数控系统知道,即建立 工件坐标系。方法是对刀。数控车床对刀方法有手 动对刀和自动对刀。
数控车床试切对刀步骤(外圆车刀): Z轴对刀 (1)刀具X向进刀切削工件端面; (2)刀具X向退刀离开工件; (3)形状刀补界面中输入Z0。 X轴对刀 (1)刀具Z向进刀切削工件外圆; (2)刀具Z向退刀离开工件; (3)测量工件外圆直径; (4)形状刀补界面中对最应新课件的刀补号上输入X测量值14 。
循环完成后刀具回到循环起点
最新课件
1
第4章 数控车床编程
外径、内径车削循环G90
✓ 指令格式:
圆柱面车削循环:G90 X(U)_ Z(W)_ F_;
单 一
圆锥面车削循环:G90 X(U)_ Z(W)_ R_ F_;
固
定
循
环
指
令
最新课件
2
第4章 数控车床编程
✓ 说明:
1)X、Z为切削终点绝对坐标,U、W为切削终点
1)X、Z为切削终点绝对坐标,U、W为切削终点
单 相对于循环起点坐标值的增量。
一 固
2)锥面车削循环中的R表示圆锥体大小端的差,
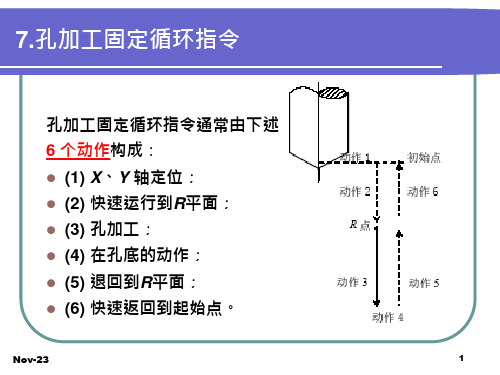
孔加工固定循环指令
G钻头
M03 S1000
G00 Z50
G98 G82 X0 Y0 Z-30 R1 P2000 F200 ;钻孔循环
G80 G00 Z50
;取消固定循环
M05
M30
3、深孔钻孔循环 G83 X___Y ___ Z___R___ Q ___ F___ ;
G80 G0 Z50
;取消固定循环
M05
M30
Q_:每次切削进给的切削深度,单位:mm
间歇进给,有利于断屑、排屑;钻削 深度到Q值时,退回到R平面;d值由 系统参数设定。
G54
;调用G54工件坐标系
M06 T01 ;换 Ø20钻头
M03 S1000
G00 Z50
G98 G83 X0 Y0 Z-30 R1 Q2 F200 ;深孔钻循环,每次钻2MM
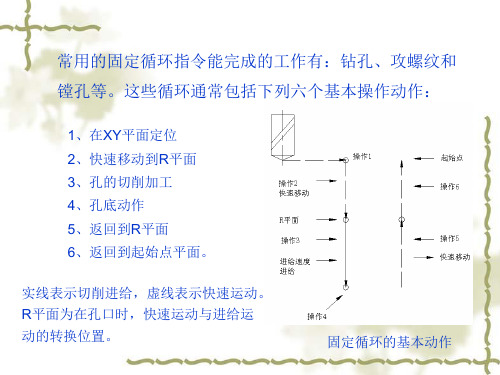
编程格式: G90 /G91 G98/G99 G73~G89 X~ Y~ Z~ R~ Q~ P~ F~
式中: G90 /G91--绝对坐标编程或增量坐标编程; G98--返回起始点; G99--返回R平面。 G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等; X、Y--孔的位置坐标; Z--孔底坐标; R--安全面(R面)的坐标。增量方式时,为起始点到R面的增量距离; 在绝对方式时,为R面的绝对坐标; Q--每次切削深度; P--孔底的暂停时间; F--切削进给速度;
固定循环由G80或01组G代码取消。
1、定点钻孔循环 G81 X___Y ___ Z___R___ F___ ;
G81 指令可用于一般的孔加工。
2、钻孔循环 G82 X___Y ___ Z___R___ P ___ F___ ;
P_:在孔底的暂停时间 (单位:毫秒)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控编程与加工
简单固定循环指令G90
“简单的事情重复做,你就是专家。 重复的 事情用心做,你就是赢家”
———— 爱因斯坦
爱因斯坦出任荷兰莱顿大学特邀教授时,给学生讲的第一堂课是:成功的秘诀。 关键词:爱因斯坦 简单 重复 摞骨牌 惠勒
任务展示: 某中型零件制造企业,接到500 件刀杆的生产任务订单,要求 三天内完成生产。订单提供刀 杆的零件图纸。作为数控车床 操作工,要根据刀杆的零件图 和工艺卡的要求进行首件试生 产,并检测加工精度,以便实 现批量生产
刀具起点位置,再执行下一个程序段。
(5)应用 用于外 圆柱面和内孔面毛 培余量较大的零件 粗车。
(6)说明 G90指 令及指令中各参数 均为模态值,一经 指定就一直有效。
技能之星大比拼
简单固定循环指令G90 2、圆锥面: G90 X(U)___ Z(W)___ R___ F___ ;
其中:X、Z为切削终点绝对坐标; U、W为切削终点相对坐标; R为锥面切削时的半径差;
复习提问
谁会用G00、G01编写此零 件加工程序,发现什么问题?
一、G90指令格式 1、圆柱面车削循环 (1)代码格式 G90 X(U)_ Z(W)_F_
其中 X、Z为切削终点的绝对坐标值; U、W为切削终点相对循环起点的增量值; F为切削进给速度。
切削终 点
X、Z
切削起点 循环起点
(2)G90指令的走刀路径 X方向进刀,Z方向切削,按顺序1、 2、3、4进行,1、4为快速移动,2、 3为切削进给。
1——快速进刀(相当于G00指令) 2——切削进给(相当于G01指令)
3——退刀(相当于G01指令) 4——快速返回(相当于G00指令)
观看走到路径动画
(3)刀具起点位置(G00定 位点)
如加工外圆时,X方向比准备加工的 直径大或等于准备加工的直径。Z方向 比准备加工长度长或等长
(4)加工完毕刀具停留位置: 每加工完一个程序段,刀具都回到G00
2、R、Z尺寸不变,每个程序 段只改变终点的Z的尺寸。
技能之星大拼
探究新知
技能之星大拼
归纳小结: 1、G90指令的格式怎样? 2、加工完毕刀具停留的位置在何处? 3、走刀路线怎样? 4、比较G90与G01指令的区别?
注意事项
1.运用G90进行编程时,循环起点的确定是根据刀具 起点定义,因为G90用于粗加工,所以,在留有余 量的情况下,R=(D-d)/2。
2.G90具返回循环起点。
课外作业(根据自身情况选作下图 中任何一题编程)
通过网络查找 G90指令的应 用,撰写学习 笔记,通过 QQ群,或微 信与同学共享。
如图所示为棒料毛坯 (直径为Φ55)的加工 示意图,钻孔后的内孔 直径是Φ26,编写其粗 加工程序。
如图所示为棒料毛坯 (直径为Φ50)的加工 示意图,钻孔后的内孔 直径是Φ18,编写其粗 加工程序。
“简单的事情重复做,你就是专家。 重复的情用心做,你就是赢家”
你记住了吗?
R=(X切削起点- X切削终点)/2
切削终点 X、Z
F进给速度 快进速度
切削起点 循环起点
编程要点:1、G90循环可以完成进刀、加工、
退刀、返回四个动作。 2、循环起点要距离工件3~5mm.适用范围:简单圆锥面的切削。
观看走到路径动画
进行锥面粗加工时,圆锥的切削方法
1、X、Z终点坐标尺寸位置不变, 每个程序段只改变R的尺寸
简单固定循环指令G90
“简单的事情重复做,你就是专家。 重复的 事情用心做,你就是赢家”
———— 爱因斯坦
爱因斯坦出任荷兰莱顿大学特邀教授时,给学生讲的第一堂课是:成功的秘诀。 关键词:爱因斯坦 简单 重复 摞骨牌 惠勒
任务展示: 某中型零件制造企业,接到500 件刀杆的生产任务订单,要求 三天内完成生产。订单提供刀 杆的零件图纸。作为数控车床 操作工,要根据刀杆的零件图 和工艺卡的要求进行首件试生 产,并检测加工精度,以便实 现批量生产
刀具起点位置,再执行下一个程序段。
(5)应用 用于外 圆柱面和内孔面毛 培余量较大的零件 粗车。
(6)说明 G90指 令及指令中各参数 均为模态值,一经 指定就一直有效。
技能之星大比拼
简单固定循环指令G90 2、圆锥面: G90 X(U)___ Z(W)___ R___ F___ ;
其中:X、Z为切削终点绝对坐标; U、W为切削终点相对坐标; R为锥面切削时的半径差;
复习提问
谁会用G00、G01编写此零 件加工程序,发现什么问题?
一、G90指令格式 1、圆柱面车削循环 (1)代码格式 G90 X(U)_ Z(W)_F_
其中 X、Z为切削终点的绝对坐标值; U、W为切削终点相对循环起点的增量值; F为切削进给速度。
切削终 点
X、Z
切削起点 循环起点
(2)G90指令的走刀路径 X方向进刀,Z方向切削,按顺序1、 2、3、4进行,1、4为快速移动,2、 3为切削进给。
1——快速进刀(相当于G00指令) 2——切削进给(相当于G01指令)
3——退刀(相当于G01指令) 4——快速返回(相当于G00指令)
观看走到路径动画
(3)刀具起点位置(G00定 位点)
如加工外圆时,X方向比准备加工的 直径大或等于准备加工的直径。Z方向 比准备加工长度长或等长
(4)加工完毕刀具停留位置: 每加工完一个程序段,刀具都回到G00
2、R、Z尺寸不变,每个程序 段只改变终点的Z的尺寸。
技能之星大拼
探究新知
技能之星大拼
归纳小结: 1、G90指令的格式怎样? 2、加工完毕刀具停留的位置在何处? 3、走刀路线怎样? 4、比较G90与G01指令的区别?
注意事项
1.运用G90进行编程时,循环起点的确定是根据刀具 起点定义,因为G90用于粗加工,所以,在留有余 量的情况下,R=(D-d)/2。
2.G90具返回循环起点。
课外作业(根据自身情况选作下图 中任何一题编程)
通过网络查找 G90指令的应 用,撰写学习 笔记,通过 QQ群,或微 信与同学共享。
如图所示为棒料毛坯 (直径为Φ55)的加工 示意图,钻孔后的内孔 直径是Φ26,编写其粗 加工程序。
如图所示为棒料毛坯 (直径为Φ50)的加工 示意图,钻孔后的内孔 直径是Φ18,编写其粗 加工程序。
“简单的事情重复做,你就是专家。 重复的情用心做,你就是赢家”
你记住了吗?
R=(X切削起点- X切削终点)/2
切削终点 X、Z
F进给速度 快进速度
切削起点 循环起点
编程要点:1、G90循环可以完成进刀、加工、
退刀、返回四个动作。 2、循环起点要距离工件3~5mm.适用范围:简单圆锥面的切削。
观看走到路径动画
进行锥面粗加工时,圆锥的切削方法
1、X、Z终点坐标尺寸位置不变, 每个程序段只改变R的尺寸