自卸车生产流程图ppt课件
合集下载
汽车生产流程PPT(共 55张)
•
18、在人生的舞台上,当有人愿意在台下陪你度过无数个没有未来的夜时,你就更想展现精彩绝伦的自己。但愿每个被努力支撑的灵魂能吸引更多的人同行。
•
19、积极的人在每一次忧患中都看到一个机会,而消极的人则在每个机会中看到了某种忧患。莫找借口失败,只找理由成功。
•
20、每一个成就和长进,都蕴含着曾经受过的寂寞、洒过的汗水、流过的眼泪。许多时候不是看到希望才去坚持,而是坚持了才能看到希望。
•
13、认识到我们的所见所闻都是假象,认识到此生都是虚幻,我们才能真正认识到佛法的真相。钱多了会压死你,你承受得了吗?带,带不走,放,放不下。时时刻刻发悲心,饶益众生为他人。
•
14、梦想总是跑在我的前面。努力追寻它们,为了那一瞬间的同步,这就是动人的生命奇迹。
•
15、懒惰不会让你一下子跌倒,但会在不知不觉中减少你的收获;勤奋也不会让你一夜成功,但会在不知不觉中积累你的成果。人生需要挑战,更需要坚持和勤奋!
从喷漆车 间中,利用传 送链条,将喷 好漆的车壳吊 装到总装车间 的内饰工段, 进行内饰的安 装。
安 装 门 内 密 封 条 等 内 饰 件
安装后门锁扣等以及B、C柱的内装饰。
涂胶
安装发动机舱隔音防火墙
安装整车控制电路,在底板上预埋 线束,安装仪表台总成等
安装全车底板隔音、门板和安全带 等
由于油漆 含有大量有毒 物质,而且人 工喷漆效率低 、浪费油漆, 因此喷漆工艺 已经由机器人 来完成了。
至此 车身涂装 工艺就结 束了,喷 涂完毕的 车身将被 送到总装 车间进行 最后一道 工序。
第四道:总装工艺
目的:将 车身、底盘和 内饰等各个部 分组装到一起 ,形成一台完 整的车
安装后驱动桥壳体
《自卸车基础知识》PPT课件

——液压倾卸装置各零件不得出现任何损坏(易损件除外); ——车箱自降量应符合本标准3.21的规定。 8、车箱空载举升到最大举升角的时间不超过20s。 9、车箱空载从最大举升角下降到与副车驾贴合的时间不超过20s。
整理课件
返回 27
第五节 自卸车改装部分问答
1、举升后为何会停不住? 答:因为油缸筒与活塞之间有一定的泄漏量,所以车箱有 轻微的下降是正常现象,按中华人民共和国机械工业部自 卸汽车技术条件标准规定,车箱在超载10%的状态下,分别 举升10°和20°时,停留5分钟,车箱自降量不超过3°均 为合格。
自卸车的基础知识培训
作者:赵晶
整理课件 东风汽车有限公司重型车厂专研所
1
主要内容
概述 普通自卸车的结构 汽车法规简介 自卸车部分标准 自卸车改装部分问答 答疑
2 整理课件
第一节 概述
§1.1 自卸车的定义 自卸汽车是利用本车发动机动力驱动
液压举升机构,将其车厢倾斜一定角度卸 货;并依靠车厢自重使其复位的专用汽车。
如下降太快,对EQ3242、EQ3166车,一般为分配阀有问题, EQ3162、EQ3094等车主要为转阀或单向阀有问题。
4.2.2.6 车辆后下部防护装置端部不得弯向汽车后方,尖锐部分不得朝后。横梁的横向 端部成圆角状时,端头圆角半径不小于2.5mm,横梁的截面高度不小于100mm。 车辆后下部防护装置应具有足够的抗弯强度。
23 整理课件
5、车辆的最大允许轴荷限值
5. 1 单轴 汽车及挂车单轴的最大允许轴荷不得超过下表规定的最大限值。
后翻式
侧翻式
三开、五开式
底板翻式
5 整理课件
后翻式
整理课件
侧翻式
6
五开式
整理课件
返回 27
第五节 自卸车改装部分问答
1、举升后为何会停不住? 答:因为油缸筒与活塞之间有一定的泄漏量,所以车箱有 轻微的下降是正常现象,按中华人民共和国机械工业部自 卸汽车技术条件标准规定,车箱在超载10%的状态下,分别 举升10°和20°时,停留5分钟,车箱自降量不超过3°均 为合格。
自卸车的基础知识培训
作者:赵晶
整理课件 东风汽车有限公司重型车厂专研所
1
主要内容
概述 普通自卸车的结构 汽车法规简介 自卸车部分标准 自卸车改装部分问答 答疑
2 整理课件
第一节 概述
§1.1 自卸车的定义 自卸汽车是利用本车发动机动力驱动
液压举升机构,将其车厢倾斜一定角度卸 货;并依靠车厢自重使其复位的专用汽车。
如下降太快,对EQ3242、EQ3166车,一般为分配阀有问题, EQ3162、EQ3094等车主要为转阀或单向阀有问题。
4.2.2.6 车辆后下部防护装置端部不得弯向汽车后方,尖锐部分不得朝后。横梁的横向 端部成圆角状时,端头圆角半径不小于2.5mm,横梁的截面高度不小于100mm。 车辆后下部防护装置应具有足够的抗弯强度。
23 整理课件
5、车辆的最大允许轴荷限值
5. 1 单轴 汽车及挂车单轴的最大允许轴荷不得超过下表规定的最大限值。
后翻式
侧翻式
三开、五开式
底板翻式
5 整理课件
后翻式
整理课件
侧翻式
6
五开式
汽车生产流程图文详解PPT课件
第3页/共68页
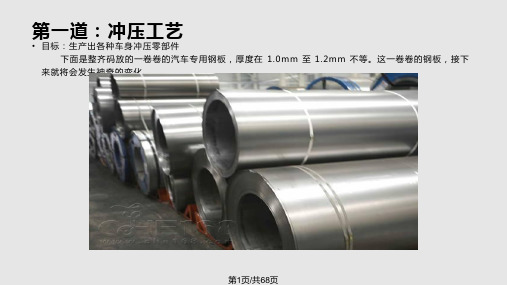
平整的钢材经过冲压机重新塑造,被压制成车身上的 各种冲压部件。
第4页/共68页
压制好的前翼子板,整齐放在成品区待用。
第5页/共68页
压制成型的车辆侧车身
第6页/共68页
至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。接下来他们就被送 到了焊接车间,进入了下一道工序。
第7页/共68页
第11页/共68页
车身焊接完成后,还要再进一步检查焊接情况。
第12页/共68页
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下 一道工序。
第13页/共68页
第三道:涂装工艺
• 目标:防止车身锈蚀,使车身具有靓丽外表 • 组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
第14页/共68页
第55页/共68页
第五道:检测
• 目标:发现生产装配过程中潜在的质量问题,尽最大可能拒绝不合格产品出厂 • 已经基本上是一台完整的车了,但是工人师傅们还要保证它不能带病出厂。因此要打开发动机仓,把里面
的部件检查一遍
第56页/共68页
第57页/共68页
然后加注防冻液、助力油、玻璃水和润滑油等必需液体
第49页/共68页
第50页/共68页
安装方向盘和其他内饰件
第51页/共68页
安装前门内芯板等
第52页/共68页
安装前排扶手箱
第53页/共68页
安装前排座椅,这个步骤要放到后面,这样才有利于前排工作时 空间的利用
第54页/共68页
• 这样一来,内饰部分基本上就完工了。现在已经是一台完整的车了,但它并不能现在就走上运输的板车, 还有一些工序等着它。
第15页/共68页
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下 一步即将到来的喷漆做准备。
平整的钢材经过冲压机重新塑造,被压制成车身上的 各种冲压部件。
第4页/共68页
压制好的前翼子板,整齐放在成品区待用。
第5页/共68页
压制成型的车辆侧车身
第6页/共68页
至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。接下来他们就被送 到了焊接车间,进入了下一道工序。
第7页/共68页
第11页/共68页
车身焊接完成后,还要再进一步检查焊接情况。
第12页/共68页
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下 一道工序。
第13页/共68页
第三道:涂装工艺
• 目标:防止车身锈蚀,使车身具有靓丽外表 • 组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
第14页/共68页
第55页/共68页
第五道:检测
• 目标:发现生产装配过程中潜在的质量问题,尽最大可能拒绝不合格产品出厂 • 已经基本上是一台完整的车了,但是工人师傅们还要保证它不能带病出厂。因此要打开发动机仓,把里面
的部件检查一遍
第56页/共68页
第57页/共68页
然后加注防冻液、助力油、玻璃水和润滑油等必需液体
第49页/共68页
第50页/共68页
安装方向盘和其他内饰件
第51页/共68页
安装前门内芯板等
第52页/共68页
安装前排扶手箱
第53页/共68页
安装前排座椅,这个步骤要放到后面,这样才有利于前排工作时 空间的利用
第54页/共68页
• 这样一来,内饰部分基本上就完工了。现在已经是一台完整的车了,但它并不能现在就走上运输的板车, 还有一些工序等着它。
第15页/共68页
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下 一步即将到来的喷漆做准备。
自卸汽车PPT课件
第四章 自卸汽车
第一节 自卸汽车的用途与分类 第二节 整车型式与主要性能参数 第三节 自卸汽车倾卸机构 第四节 自卸汽车液压系统设计 第五节 车厢的结构 第六节 高位自卸汽车
1
定义
自卸汽车—利用本车发动机动力驱动液压 举升机构,将其车厢倾斜一定角度卸货; 并依靠车厢自重使其复位的专用汽车。
特点:带自举升机构、车厢倾卸货物 →载运不易破损货物,装卸方便快捷2
58
3.限位阀 自卸汽车的车厢升至预定的角度后,应有限 位装置限制车厢继续升起,以免损伤零部 件,造成事故。 自卸汽车是靠设置在液压举升系统中的限位 阀来限制车辆的最大倾角。限位阀大都设 在举升液压缸内或其附近,车辆举升至预 定的角度时,限位阀接通高、低压油路, 使液压缸的活塞停止在该位置,起到限位 作用。
y G
JB A
B0
x
ቤተ መጻሕፍቲ ባይዱ
A0
C
KH
F
θ
C0 D O
E
43
2020/1/13
44
45
46
第四节 自卸汽车液压系统设计 一、液压驱动举升机构(系统)的构成与布
置:
47
液压举升系统由三部分组成:动力部分,操 纵部分和执行部分。 动力部分有:取力器,油泵以及连接两者的 传动机构。 操纵部分用来控制举升油缸实现车厢倾翻, 应该具有举升,举升中停,降落,降落中停 这4个动作。手动气控或手动机械控制阀 执行部分有:举升油缸和货厢。
7
后倾式自卸汽车
侧倾式自卸汽车
8
2.按自卸汽车的最大总质量可分为轻型自卸汽 车、中型自卸汽车和重型自卸汽车。
轻型自卸汽车:最大总质量1.8~6 t; 中型自卸汽车:最大总质量6 ~ 14 t; 重型自卸汽车:最大总质量大于14 t。
第一节 自卸汽车的用途与分类 第二节 整车型式与主要性能参数 第三节 自卸汽车倾卸机构 第四节 自卸汽车液压系统设计 第五节 车厢的结构 第六节 高位自卸汽车
1
定义
自卸汽车—利用本车发动机动力驱动液压 举升机构,将其车厢倾斜一定角度卸货; 并依靠车厢自重使其复位的专用汽车。
特点:带自举升机构、车厢倾卸货物 →载运不易破损货物,装卸方便快捷2
58
3.限位阀 自卸汽车的车厢升至预定的角度后,应有限 位装置限制车厢继续升起,以免损伤零部 件,造成事故。 自卸汽车是靠设置在液压举升系统中的限位 阀来限制车辆的最大倾角。限位阀大都设 在举升液压缸内或其附近,车辆举升至预 定的角度时,限位阀接通高、低压油路, 使液压缸的活塞停止在该位置,起到限位 作用。
y G
JB A
B0
x
ቤተ መጻሕፍቲ ባይዱ
A0
C
KH
F
θ
C0 D O
E
43
2020/1/13
44
45
46
第四节 自卸汽车液压系统设计 一、液压驱动举升机构(系统)的构成与布
置:
47
液压举升系统由三部分组成:动力部分,操 纵部分和执行部分。 动力部分有:取力器,油泵以及连接两者的 传动机构。 操纵部分用来控制举升油缸实现车厢倾翻, 应该具有举升,举升中停,降落,降落中停 这4个动作。手动气控或手动机械控制阀 执行部分有:举升油缸和货厢。
7
后倾式自卸汽车
侧倾式自卸汽车
8
2.按自卸汽车的最大总质量可分为轻型自卸汽 车、中型自卸汽车和重型自卸汽车。
轻型自卸汽车:最大总质量1.8~6 t; 中型自卸汽车:最大总质量6 ~ 14 t; 重型自卸汽车:最大总质量大于14 t。
自卸汽车 ppt课件

1.总结自卸汽车设计中涉及哪些学科? 2.总结重型自卸汽车的制造过程。 3.与普通汽车制造的异同?
PPT课件
19
专用汽车技术
第二节 普通自卸汽车
PPT课件
20
专用汽车技术
PPT课件
21
专用汽车技术
一、自卸汽车整车型式与主要性能参数
1.整车型式
驱动型式 布置型式
4×2 6×2/6×4
FF 驾驶室
A.普通 B.矿用 C.专用
4.按传动系
A.机械传动 B.液力机械
C.电传动
PPT课件
18
专用汽车技术
思考题
一、在完整观看德国Kipper Meiller公司视频的基础上 1.总结自卸汽车的举升方式? 2.总结制造过程 3.与普通汽车制造的异同?
二、在完整观看卡特彼勒公司自卸汽车制造流程视频的基础上
管路系统
2.二类汽车底盘 液压系统
液压缸
PPT课件
油泵、控制阀
11
专用汽车技术
普通自卸汽车
四、自卸汽车的构成
倾卸杆系机构
倾卸机构
车厢
1.倾卸装置
倾卸动力 系统
倾卸机构 附件
副车架
安全撑杆 限位装置 开合机构
管路系统
2.二类汽车底盘 液压系统
液压缸
PPT课件
油泵、控制阀
12
专用汽车技术
普通自卸汽车
倾卸杆系机构
倾卸机构
车厢
1.倾卸装置
倾卸动力 系统
倾卸机构 附件
副车架 安全撑杆 限位装置 开合机构
管路系统
2.二类汽车底盘 液压系统
液压缸
PPT课件
油泵、控制阀
10
PPT课件
19
专用汽车技术
第二节 普通自卸汽车
PPT课件
20
专用汽车技术
PPT课件
21
专用汽车技术
一、自卸汽车整车型式与主要性能参数
1.整车型式
驱动型式 布置型式
4×2 6×2/6×4
FF 驾驶室
A.普通 B.矿用 C.专用
4.按传动系
A.机械传动 B.液力机械
C.电传动
PPT课件
18
专用汽车技术
思考题
一、在完整观看德国Kipper Meiller公司视频的基础上 1.总结自卸汽车的举升方式? 2.总结制造过程 3.与普通汽车制造的异同?
二、在完整观看卡特彼勒公司自卸汽车制造流程视频的基础上
管路系统
2.二类汽车底盘 液压系统
液压缸
PPT课件
油泵、控制阀
11
专用汽车技术
普通自卸汽车
四、自卸汽车的构成
倾卸杆系机构
倾卸机构
车厢
1.倾卸装置
倾卸动力 系统
倾卸机构 附件
副车架
安全撑杆 限位装置 开合机构
管路系统
2.二类汽车底盘 液压系统
液压缸
PPT课件
油泵、控制阀
12
专用汽车技术
普通自卸汽车
倾卸杆系机构
倾卸机构
车厢
1.倾卸装置
倾卸动力 系统
倾卸机构 附件
副车架 安全撑杆 限位装置 开合机构
管路系统
2.二类汽车底盘 液压系统
液压缸
PPT课件
油泵、控制阀
10
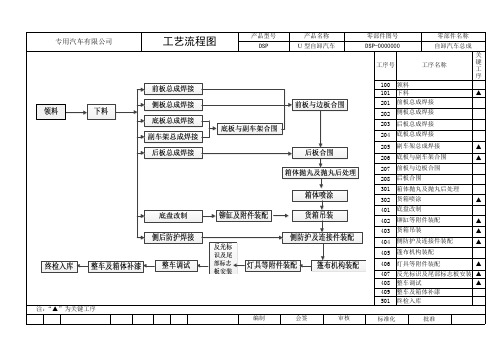
自卸车工艺流程图
▲
206 底板与副车架合围
▲
207 前板与边板合围
208 后板合围
301 箱体抛丸及抛丸后处理
302 货箱喷涂
▲
401 底盘改制
402 铆缸等附件装配
▲
403 货箱吊装
▲
404 侧防护及连接件装配
▲
405 篷布机构装配
40ቤተ መጻሕፍቲ ባይዱ 灯具等附件装配
▲
407 反光标识及尾部标志板安装 ▲
408 整车调试
▲
409 整车及箱体补漆
专用汽车有限公司
注:“▲”为关键工序
工艺流程图
产品型号 DSP
编制
产品名称 U 型自卸汽车
会签
审核
零部件图号
零部件名称
DSP-0000000
自卸汽车总成
关
工序号
工序名称
键 工
序
100 领料
101 下料
▲
201 前板总成焊接
202 侧板总成焊接
203 后板总成焊接
204 底板总成焊接
205 副车架总成焊接
501 终检入库
标准化
批准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
箱体总成喷漆、烘干
安装护栏、挡泥板等附件
安装边灯等附件
整个箱体总成补漆
终检入库
结束
1
下料 数控 机加
底漆 面漆
副车架拼装 底板拼装 前后板拼装 侧板拼装 小件制作
漆清处理
专用车有限公司 自卸车工艺流程卡
副车架焊接 底板焊接 前后板焊接 侧板焊接
检验/清渣
清渣打磨 校平
校平 清渣打磨
校平 校平
清渣打磨 清渣打磨
安装帽沿、爬梯、后锁钩及裙板
副车架与底板连接装配 清渣打磨
翻转/焊接底板中缝 前板拼装 侧板拼装
大厢焊接(角板/边底结合) 后门装配(支臂座焊接) 安装前顶油缸/焊接油缸座
安装油箱、备胎
上装
钻孔
调试
补漆ቤተ መጻሕፍቲ ባይዱ
检验
入库
2
开·始 领·料 各总成零件下料 护栏、挡泥板等散件制作 护栏、挡泥板等散件喷漆
自卸车生产流程图
前板总成焊装
侧板总成焊装
后门板总成焊装
底板总成焊装 副车架总成焊装 油缸支架等小件焊装
副车架与底板总成连接装配
各总成合箱成箱体总成 箱体总成修补、清理、检验
钻孔、连接副车架与车架
安装油缸连接管路
箱体总成与底盘装配