首件单
生产首件确认表

客户: □转型号 □ 新工序□ 工装夹具变更OK NG 生产班长5机种名:□新产品□ 合格 □ 不合格生产工程师签名 生产主管2生产条件焊接状态3确认内容现场温湿度管制及ESD对应是否依标准作业。
对应机种设备/治工具是否点检确认。
人员对所工作内容(SOP/WI)是否理解及技能认定是否符合所需。
备注:1.NA代表此项不需要检查。
2.新产品若无样机,请工程师提供首件。
3.量产时首件只需生产部和 生产主管签名确认即可。
4.试产时需三方签字确认。
确认状态6包装状态备注彩盒外观(丝印、划伤、清洁度)等是否符合要求本体保护膜是否符合包装要求(包装方向/包装封口等)产品本体LABEL贴标位置及丝印是否正确附件是否漏失/错料等1 广州博冠光电技术有限公司 FM-D039 V1.0首件确认表 Page 1 of 首 件 类 型□ 测试程序变更生产首件确认表制作时间: 制作部门: 包装方式:生产任务单号:订单数: 第一次检查:□ 第二次检查 :□检查情况生产工位是否对应作业者所作业的SOP/WI。
(含临时性SOP)机种所对应的BOM/ECN/样机等。
检验标准类文件是否有发行最新版。
(测试规范)PCB板丝印是否清楚/正确、有无划伤、PAD氧化及表面是否清洁等。
元件面元件是否有欠品/偏移/多件/错件/反向等状态□ 物料变更所有物料是否与SOP/WI对应标示及合理摆放测试状态测试软件是否为最新版本产品测试数值是否可量化及方便判定(OK/NG)产品功能/性能状态文件准备现场6S管理是否符合标准。
焊点是否桥接、漏焊、虚焊、偏移等。
产品软件是否符合客户所要求标准。
(芯片)4组装状态机构件表面丝印、清洁度及划伤、磨痕等是否符合标准组装间隙段差是否在标准内点胶状态等是否符合组装件螺丝是否歪斜/滑牙/泛白/错料等。
机械产品FPQ首件鉴定清单

11
Code Compliance 符合法令
12
Material Test Reports 材料试验报告
13
Welding Procedures 焊接规程
14
Nondestructive Testing无损探伤
15
Castings and Forgings铸件和锻件
16
Mechanical Testing and Heat Treating机械试验和热 处理
Provide a copy of the Supplier Manufacturing Process Plan (MPP), signed and dated by the Manufacturing Representative and/or the Subtier Suppliers used 提供有制造代表签字并注明日期的和/或次级供应商使用的制造商制 造过程计划的副本
Provide a copy of the Flushing procedure and cleanliness procedure used to verify cleanliness per GE spec. (362A2412) or any other GE Renewables business specification提供按照 GE规范(362A2412)或 任何其他 GE可再生能源业务规范来检验清洁度所使用的冲洗规程和清 洁度规程的副本
机械产品FPQ首件鉴定资料提交要求
Section 章节
Quality Form Name质量表格名称
N/A Cover Sheet封面
N/A Table Of Contents目录
1
GE Purchase Order GE采购订单
首件确认通知单

产品型号
产品名称
订单号
客户名
生产车间
生产数量
首件类型
组装样品 包装成品
操作员
首件说明
QC确认(不良描述)
接收首件时间
质检员
外观:
判定:
结构:
判定:
功能:判定:ຫໍສະໝຸດ 包装:判定:最终判定
OK,可批量生产 NG,不可生产
备注
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构;
2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复;3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担;
4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
首件检验报告表单-模板

NG □ NG □ NG □ NG □
4.T-Flash卡座及手感:
OK □
NG □
5.SIM卡座外观及手感:
OK □
NG □
6.电池盖缝隙及外观:
OK □
NG □
7.金属件外观:
OK □
NG □
8.天线外观:
OK □
NG □
备注
9.滑盖弹性:
B﹑耳机插座外观及手感:
1.开机画面是否符合要求:
12.MP3功能检测:
13.MP4功能检测:
14.REC检测:
15.SPK检测:
16.MIC检测:
17.T-Flash (MSD/SD)功能检测:
□简体 □繁体 □英文 □其它 是否与更新后的版本一致
OK □ OK □ OK □ OK □ OK □ OK □ Oபைடு நூலகம் □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □
OK □
NG □
⑦丝印是否与BOM要求一致?
OK □
NG □
⑧各部件结构是否符合样办标准?
外
观
⑨按键外观是否符合标准?功能是否良好?
检
2、各部件(丝印、颜色、LOGO等)组装搭配是否符合生产要求?
查
3.按键字体及外观:□简体 □繁体 □英文 □其它 是否与BOM要求一致
OK □ OK □ OK □ OK □
首件检验报告
表单编号:
客户
机型
颜色
送检时间
线别
软件版本
首件数量
完成时间
首件类型 □每班初次首件 □新产品 □新订单 □4M1E变更 □其它
产品首件检验单模板稿
货品名称: 压机号: 模具编号: 左下 右上 右下 凹心 大头 宽度 中间 弦长 小头
编号:YZ0001 编号:YZ0001
填表日期: 月 日 时 分
是否上拐
毛刺是否合格
图纸要求
班长实测
主任实测
检验结果:
车间主任审核: 车间主任审核:
班长签字: 班长签字:
操作员工: 操作员工:
注:1、车间产品新开工必须有首件检验,经检验产品合格后填写此单,不合格不填写此单,检验结果一栏填写“检验合格可以开工”,必须经车间主任审核 签字后此单生效。 2、首件检验单暂定为由压制车间交朱总审核后存档。 3、产品批次生产数量应本次开工后预计的生产数量即可。
首件、末件单

OK□ NG□ 技术 员:
OK□ NG□
AOI程序名
AOI:
回
A
AOI测试项
有无碎件、虚焊、偏移、错位、多件、少件、连焊等不良。
OK□ NG□
流
O
炉
I
后
状
20P卧式插座确认 (仅限A客户)
1144002/HX1.25-20P-W-K \侧视卡勾位置一个孔,实物是否与描述相符 是□ 否□ 1175887/HX1.25-20P-W-K2\侧视卡勾位置两个孔,实物是否与描述相符 是□ 否□
2保.存BO 期
有□ 无□
变更内容:(三个月内 ) OK□
NG□
青岛方舟机电有限公司
OK□ NG□
检验 员:
ARK/
QEW-
0
SMT 首□末□件检验记录表(锡膏)
承认
确认
作成
日期:
PCB板号/版本:
/
(工程师) (技术员) (生产)
组件号:
线别/班别:
区分:换班□
新品试作 □
机型转换 □
程序变更 □
BOM单备注栏内容确认:
MES内容确认:
辅 料 / 网 板 状 况
印
刷
印
状 质刷
况
品
S
回 流 炉 前
P I 参 数
状
况
贴程 片序 状确 况认
BOM版次 判定
物料号/描述/位号 机型号/软件版本 物料号/描述/位号 物料号/描述/位号 物料号/描述/位号 物料号/描述/位号 物料号/描述/位号 物料号/描述/位号
贴装位置与BOM中备注内容一致 ,BOM中备注物料信息与实际来料标识一致
首件确认表
编制:
审核:
编号:XXXX/QR-QC-01
客户
XXXXXXXX有限公司
首件确认表
单号
灯串款式
日期: 制作部门
头数+颜色
线距+线色
订单数
送样数
第一次检查 □
第二次检查 □
第三次检查 □
序号
检验项目
外观: 一.外观检查 电源线规格:
二.重要元件
检测数据
不良描述 合格 不合格
色号: 三.功能测试 功能性:
电流:
确认结论
备注:
□合格 可生产
□不合格 重新送检
注:1、首件的自检由生产部完成后,交由品质部审核,审核不通过时,须重新试样。 2、首件复核在第三次品质部确认仍不可生产时,需转生产主管处理,并通知经理了解状况。 3、部门主管及稽查人员依实际需要做定期或不定查核。
编制:
Байду номын сангаас
审核:
编号:XXXX/QR-QC-01
客户
XXXXXXXX有限公司
首件确认表
单号
灯串款式
日期: 制作部门
头数+颜色
线距+线色
订单数
送样数
第一次检查 □
第二次检查 □
第三次检查 □
序号
检验项目
外观: 一.外观检查 电源线规格:
二.重要元件
检测数据
不良描述 合格 不合格
色号: 三.功能测试 功能性:
电流:
确认结论
备注:
□合格 可生产
□不合格 重新送检
注:1、首件的自检由生产部完成后,交由品质部审核,审核不通过时,须重新试样。 2、首件复核在第三次品质部确认仍不可生产时,需转生产主管处理,并通知经理了解状况。 3、部门主管及稽查人员依实际需要做定期或不定查核。
9-首件检验报告单
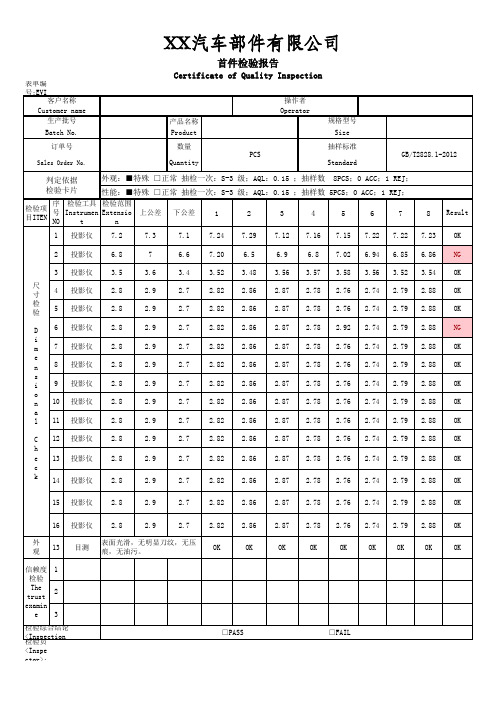
序 号 NO
检验工具 Instrumen
t
检验范围 Extensio
n
上公差
下公差
1
2
3
4
5
6
7
8
Result
1 投影仪 7.2
7.3
7.1
7.24 7.29 7.12 7.16 7.15 7.22 7.22 7.23 OK
2 投影仪 6.8
7
6.6
7.20
6.5
6.9
6.8 7.02 6.94 6.85 6.86 NG
XX汽车部件有限公司
表单编 号:EVI
客户名称 Customer name
生产批号
Batch No.
首件检验报告
Certificate of Quality Inspection
产品名称 Product
操作者 Ope Sales Order No.
数量 PCS
Quantity
OK
OK
OK
OK
OK
信赖度 1
检验
The trust
2
examin
e3
检验综合结论 检 <I验ns员pection <Inspe ctor>:
□PASS
□FAIL
C 12 投影仪
2.8
2.9
2.7
2.82 2.86 2.87 2.78 2.76 2.74 2.79 2.88 OK
h
e 13 投影仪
2.8
2.9
2.7
2.82 2.86 2.87 2.78 2.76 2.74 2.79 2.88 OK
c
k 14 投影仪
2.8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实测值
判定(合格√,不良×)12来自345
6
7
8
9
10
11
12
13
14
15
首件不良处理意见(工艺或质量填写)
生产接收人
检验员
审核人
备注:A游标卡尺、B卷尺、C万用角度尺、其它检具:
首件确认单
第一部分:(由生产人员填写)
品名
批号
图号
加工日期
作业员
订单号
机台号
工序
批数量
班组长
第二部分:(由检验员填写)
首件定义(勾选):新投产、开机或换班、更换操作人、材料、产品、工装、设备
判定(合格√,不良×)
外观检验
目视
参考标准:
其它异常:
功能检验
仪器
测试项目:
其它异常:
检具
检具编号:
尺寸检验
检具