首件检验单
橡胶垫首件检验记录单
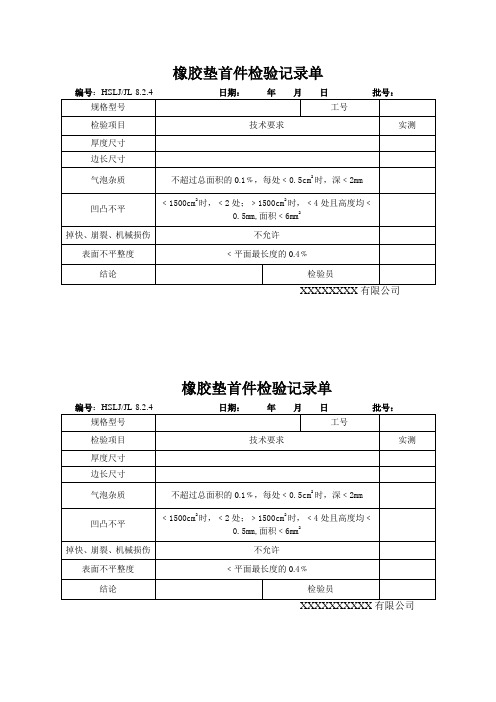
不允许
表面不平整度
﹤平面最长度的0.4﹪
结论
检验员
XXXXXXXXXX有限公司
橡胶垫首件检验记录单
编号:HSLJ/JL-8.2.4日期:2013年4月5日批号:120405
规格型号
200*200*20
工号
03
检验项目
技术要求
实测
厚度尺寸
20+2.0mm
20.5mm
边长尺寸
200+0..5mm、200+0..5mm
不允许
表面不平整度
﹤平面最长度的0.4﹪
结论
检验员
XXXXXXXX有限公司
橡胶垫首件检验记录单
编号:HSLJ/JL-8.2.4日期:年月日批号:
规格型号
工号
检验项目
技术要求
实测
厚度尺寸
边长尺寸
气泡杂质
不超过总面积的0.1﹪,每处﹤0.5cm2时,深﹤2mm
凹凸不平
﹤1500cm2时,﹤2处;﹥1500cm2时,﹤4处且高度均﹤0.5mm,面积﹤6mm2
橡胶垫首件检验记录单
编号:HSLJ/JL-8.2.4日期:年月日批号:
规格型号
工号
检验项目
技术要求
实测
厚度尺寸
边长尺寸
气泡杂质
不超过总面积的0.1﹪,每处﹤0.5cm2时,深﹤2mm
凹凸不平
﹤1500cm2时,﹤2处;﹥1500cm2时,﹤4处且高度均﹤0.5mm,面积﹤6mm2
掉快、崩裂、机械损伤
200.1mm、
200.2mm
气泡杂质
不超过总面积的0.1﹪,每处﹤0.5cm2时,深﹤2mm
装配首件检验点检表(装配品质专用)

11
生产时装配线是否按SOP要求使用防呆防混料检具/销钉垂直度检具全 检适配产品
12
待装配区是否只有一个编码的产品?易混物料、相似型号是否实施物 理隔离后分开生产?
备注:1、此表由装配品质班长线长或指定专人进行点检,点检时符合要求在“OK”栏填写“OK”;不符合要求在“NG”栏填写“NG”,同时在“异常情况描述”栏填写具体NG情况。 2、首件点检按要求确认合格后,由品质部LQC对首件样品进行确认按首件样品进行检验,发现异常情况,品质部有权停线,要求生产线整改OK后再生产。 3、对于生产线首件异常情况,必须由品质部组长级以上人员跟踪异常情况的处理结果,首件检验确认合格后方可进行开线生产。
首检人签名:
审核签名:
装配首件检验点检表
装配线号: 线
年/月/日果 OK NG
1
首件检验前首先确认测量工具是否良好/销钉垂直度检验工装是否损坏 或丢失,检验合格标签是否在校验有效期内
2
首件检验前首先确认装配产线物料版本号是否与最新版本物料结构一 致/版本号一致/ECN变更设变要求相符一致,
准备装配开线生产产品的SOP/SIP是否为最新有效版本,对变更位置是
3 否描述清楚,SOP/SIP是否与图纸要求/质量控制要点要求不一致的地
方
4
首件检验时是否按【质量控制要点】/【开模会议纪要】/其它技术要 求进行一一核对确认
5
首件检验时按2D图纸确认不清楚的位置是否找装配品质工程师/项目工 程师看3D图纸进行再次确认
6
试制物料第一次及量产物料第一次是否找对应品质工程师/项目工程师 进行首件检验确认,工程师与你本人首件确认是否一致
7
单独打包的附件装配生产是否按客户要求核对附件型号/图号/包装方 式一致
关键工序首件检验记录单

关键工序首件检验记录单
编号:JT-Q-5-76 生产批号工件名称
工序名称规格尺寸
加工设备或工装:
操作人员首件自检记录:
签字:日期:
检验员复检记录:
签字:日期:
关键工序首件检验记录单
编号:JT-Q-5-76 生产批号工件名称
工序名称规格尺寸
加工设备或工装:
操作人员首件自检记录:
签字:日期:
检验员复检记录:
签字:日期:
半成品质量抽检记录
编号:JT-Q-5-77 生产批号加工数量
规格尺寸构件名称
加工工艺内容工艺图号
抽检数量操作人员
检验情况记录:
检验员:日期:
检验结论:
签字:日期:
不合格处理意见:
签字:日期:
审批意见:
签字:日期:。
首件检验报告3张
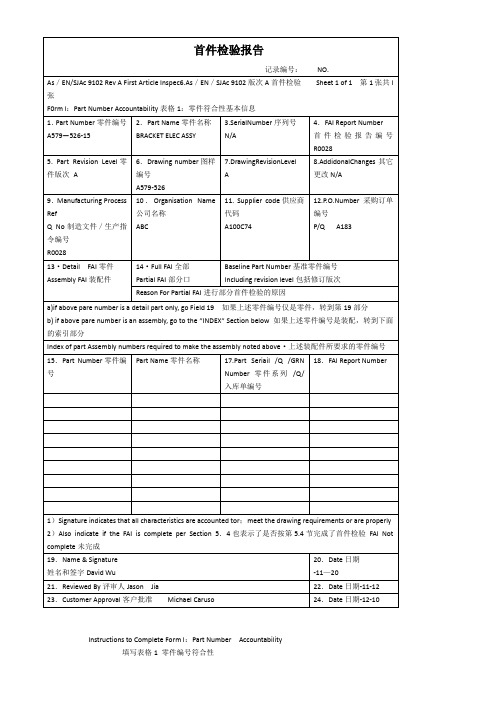
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。
首件检验报告
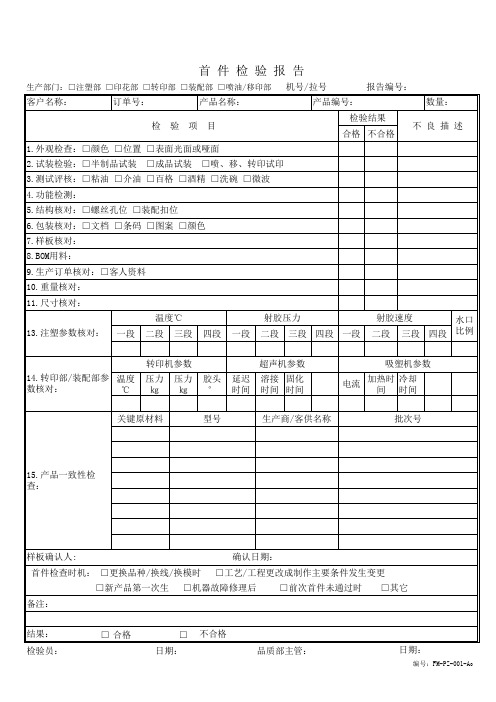
生产部门:□注塑部 □印花部 □转印部 □装配部 □喷油/移印部 机号/拉号
报告编号:
客户名称:
订单号:
产品名称:
产品编号:
数量:
检验项目
检验结果 合格 不合格
不良描述
1.外观检查:□颜色 □位置 □表面光面或哑面
2.试装检验:□半制品试装 □成品试装 □喷、移、转印试印
3.测试评核:□粘油 □介油 □百格 □酒精 □洗碗 □微波
转印机参数
超声机参数
14.转印部/装配部参 温度 压力 压力 胶头 延迟 溶接 固化
数核对:
℃ ㎏ ㎏ ° 时间 时间 时间
吸塑机参数
电流
加热时 冷却 间 时间
关键原材料
型号
生产商/客供名称
批次号
15.产品一致性检 查:
样板确认人:
确认日期:
首Hale Waihona Puke 检查时机: □更换品种/换线/换模时 □工艺/工程更改成制作主要条件发生变更
4.功能检测:
5.结构核对:□螺丝孔位 □装配扣位
6.包装核对:□文档 □条码 □图案 □颜色
7.样板核对:
8.BOM用料:
9.生产订单核对:□客人资料
10.重量核对:
11.尺寸核对:
温度℃
射胶压力
射胶速度
水口
13.注塑参数核对: 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 四段 比例
□新产品第一次生 □机器故障修理后 □前次首件未通过时 □其它
备注:
结果: 检验员:
□ 合格
□ 不合格 日期:
品质部主管:
日期:
编号:FM-PZ-001-A0
首件检验报告
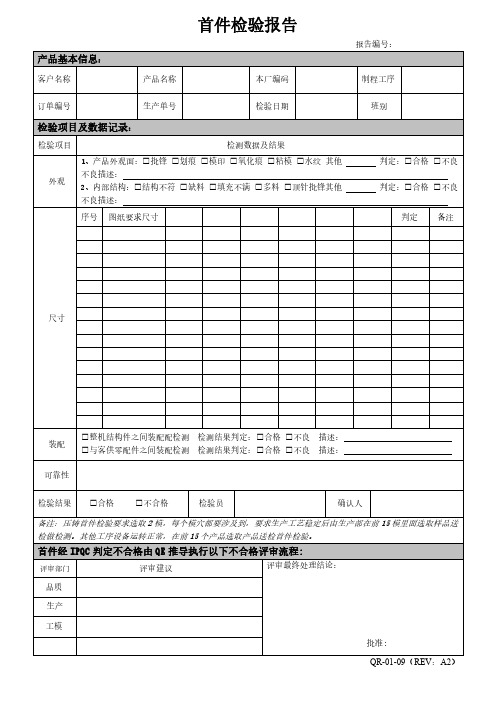
序号 图纸要求尺寸
ห้องสมุดไป่ตู้班别
判定:□合格 □不良 判定:□合格 □不良
判定 备注
尺寸
装配
□整机结构件之间装配配检测 检测结果判定:□合格 □不良 描述: □与客供零配件之间装配检测 检测结果判定:□合格 □不良 描述:
可靠性
检验结果 □合格 □不合格
检验员
确认人
备注:压铸首件检验要求选取 2 模,每个模穴都要涉及到,要求生产工艺稳定后由生产部在前 15 模里面选取样品送
检做检测。其他工序设备运转正常,在前 15 个产品选取产品送检首件检验。
首件经 IPQC 判定不合格由 QE 推导执行以下不合格评审流程:
评审部门
评审建议
评审最终处理结论:
品质
生产
工模
批准:
QR-01-09(REV:A2)
产品基本信息:
客户名称
首件检验报告
产品名称
本厂编码
报告编号: 制程工序
订单编号
生产单号
检验日期
检验项目及数据记录:
检验项目
检测数据及结果
外观
1、产品外观面:□批锋 □划痕 □模印 □氧化痕 □粘模 □水纹 其他 不良描述: 2、内部结构:□结构不符 □缺料 □填充不满 □多料 □顶针批锋其他 不良描述:
公司首件检验报告模板
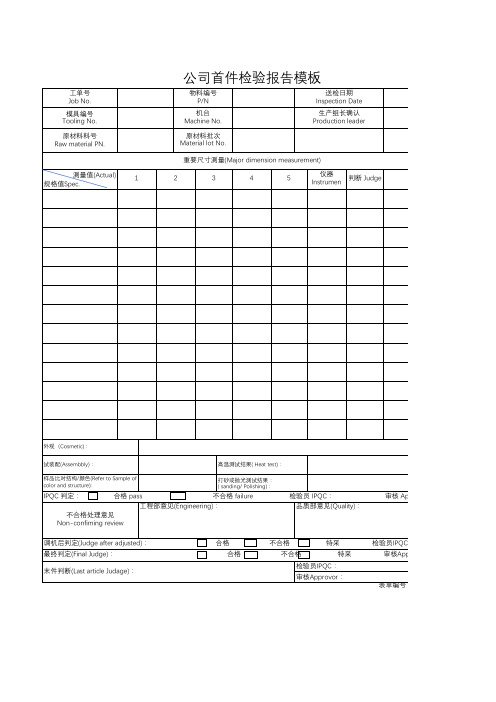
工单号 Job No.
模具编号 Tooling No.
原材料料号 Raw material PN.
测量值(Actual)
1
规格值Spec.
公司首件检验报告模板
物料编号 P/N
机台 Machine No.
送检日期 Inspection Date
生产组长确认 Production leader
原材料批次 Material lot No.
重要尺寸测量(Major dimension measurement)
2
3
4
5
仪器 Instrumen
判断 Judge
备注 Remark
外观(Cosmetic):
试装配(Assembbly):
高温测试结果( Heat test):
样品比对结构/颜色(Refer to Sample of color and structure):
末件判断(Last article Judage):
合格 合格
不合格
特采
不or:
检验员IPQC : 审核Approvor:
表单编号:DG-GW-QC-08
备注 Remark
审核 Approvor: 检验员IPQC :
审核Approvor: 表单编号:DG-GW-QC-08
打砂或抛光测试结果: ( sanding/ Polishing):
IPQC 判定:
合格 pass
不合格 failure
工程部意见(Engineering):
不合格处理意见 Non-confiming review
检验员 IPQC: 品质部意见(Quality):
审核 Approvor:
调机后判定(Judge after adjusted): 最终判定(Final Judge):
首件检验记录表
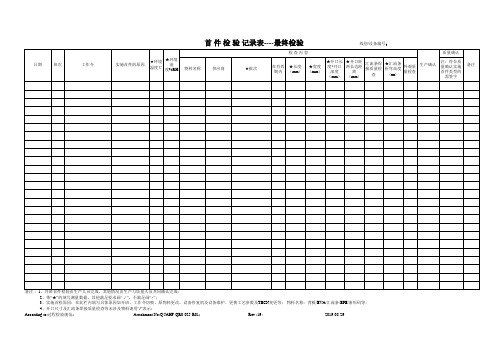
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。