PCB板首件确认表
合集下载
首件确认通知单

产品型号 客户名 首件类型
首件确认通知单
产品名称
订单号
生产车间
生产数量
组装样品
包装成品
操作员:
质检员
QC确认 (不良描述) 功能:
判定:
包装:
判定:
备注
判定:
判定:
最终判定
OK,可批量生产
NG,不可生产
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构; 2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复; 3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担; 4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
首件确认通知单
产品名称
订单号
生产车间
生产数量
组装样品
包装成品
操作员:
质检员
QC确认 (不良描述) 功能:
判定:
包装:
判定:
备注
判定:
判定:
最终判定
OK,可批量生产
NG,不可生产
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构; 2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复; 3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担; 4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
产品首件确认表--

产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产线清线情况确认 (有无与生产无关物品)
机器、设备、操作人员卫生 、着装等是否符合公司相关
规定
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综合判来自定检查结果检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码信息错误
致
喷
码 喷码位置错误
致
喷码歪斜
致
拉 手
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产线清线情况确认 (有无与生产无关物品)
机器、设备、操作人员卫生 、着装等是否符合公司相关
规定
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综合判来自定检查结果检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码信息错误
致
喷
码 喷码位置错误
致
喷码歪斜
致
拉 手
首件确认报表

元器件、切坏PCB板。
半
项目
空载 电压
负载 电压
负载 条件
短路 测试
纹波
效率
高压 测试
过流 保护
测试结果确认
成 规格值
品半Biblioteka 功 能测 测试成 品
试值 成
品
□OK 确 认:
□OK 确 认:
□NG □NG
成
检验要求
品
外 1、检验产品外观、尺寸、结构是否符合标准
观 检
2、检验产品超声焊接是否正常、螺丝是否符合规格
是否有漏贴、多贴、少贴、贴错、贴偏、极性元件贴反等现象。
物
料
核对PCB板上所插元件是否与物料清单要求一直,确认元器件是
清 否插错、漏插、多插、浮高及极性元件插反等不良现象。
单
核对安规产品所插安全元器件厂牌、型号、规格或其他参数是
核 否与物料清单一致。
对
检查元器件的引脚是否切得过高影响组装或过低导致切伤贴片
验 3、检验产品标签内容及标签贴法是否正确无误
检验结果 □OK □NG □OK □NG □OK □NG
检验员
确认
首件结果判定
□合格,可批量生产
□不合格,原因: 品
□合格,可批量生产
□不合格,原因: 工
质 备注:
程 备注:
部 审核:
核准:
部 审核:
核准: 表单号:QR-05-041
AOSIMAI®
深圳市奥斯迈科技有限公司
Shenzhen Austin technology co., LTD
首件确认报表
产品型号: 客户名称: 线 别:
规 格: 订单号: 送检人:
生产日期: 订单批量: 送检时间:
首件确认记录(组装)QS-001A
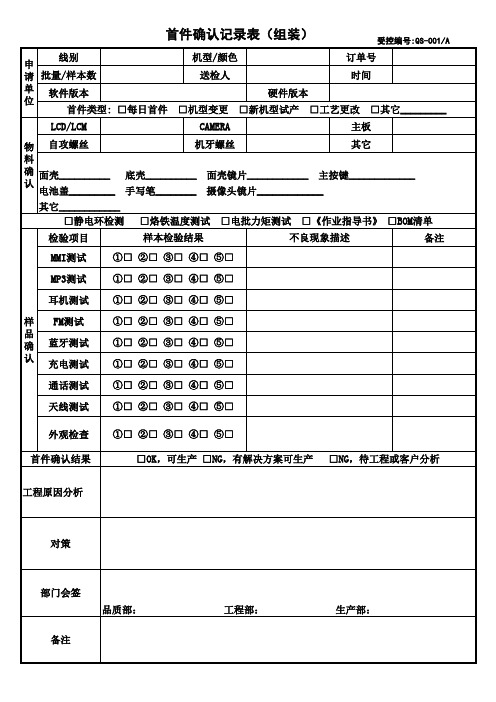
首件确认记录表(组装)
线别 申 请 批量/样本数 单 软件版本 位 首件类型: □每日首件 LCD/LCM 物 自攻螺丝 料 确 面壳__________ 认 电池盖_________ 其它____________ □静电环检测 检验项目 MMI测试 MP3测试 耳机测试 样 品 确 认 FM测试 蓝牙测试 充电测试 通话测试 天线测试 外观检查 首件确认结果 工程原因分析 机型/颜色 送检人 硬件版本 □机型变更 CAMERA 机牙螺丝 底壳__________ 手写笔________ 面壳镜片____________ □新机型试产 □工艺更改 订单号 时间
受控编号:QS-001/A
□其它_________
主板 其它 主按键_____________
摄像头镜片_____________ □电批力矩测试 □《作业指ห้องสมุดไป่ตู้书》 □BOM清单 备注
□烙铁温度测试 样本检验结果
不良现象描述
①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ □OK,可生产 □NG,有解决方案可生产 □NG,待工程或客户分析
对策
部门会签 品质部: 备注 工程部: 生产部:
线别 申 请 批量/样本数 单 软件版本 位 首件类型: □每日首件 LCD/LCM 物 自攻螺丝 料 确 面壳__________ 认 电池盖_________ 其它____________ □静电环检测 检验项目 MMI测试 MP3测试 耳机测试 样 品 确 认 FM测试 蓝牙测试 充电测试 通话测试 天线测试 外观检查 首件确认结果 工程原因分析 机型/颜色 送检人 硬件版本 □机型变更 CAMERA 机牙螺丝 底壳__________ 手写笔________ 面壳镜片____________ □新机型试产 □工艺更改 订单号 时间
受控编号:QS-001/A
□其它_________
主板 其它 主按键_____________
摄像头镜片_____________ □电批力矩测试 □《作业指ห้องสมุดไป่ตู้书》 □BOM清单 备注
□烙铁温度测试 样本检验结果
不良现象描述
①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ □OK,可生产 □NG,有解决方案可生产 □NG,待工程或客户分析
对策
部门会签 品质部: 备注 工程部: 生产部:
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
首件检验报告表单-模板

NG □ NG □ NG □ NG □
4.T-Flash卡座及手感:
OK □
NG □
5.SIM卡座外观及手感:
OK □
NG □
6.电池盖缝隙及外观:
OK □
NG □
7.金属件外观:
OK □
NG □
8.天线外观:
OK □
NG □
备注
9.滑盖弹性:
B﹑耳机插座外观及手感:
1.开机画面是否符合要求:
12.MP3功能检测:
13.MP4功能检测:
14.REC检测:
15.SPK检测:
16.MIC检测:
17.T-Flash (MSD/SD)功能检测:
□简体 □繁体 □英文 □其它 是否与更新后的版本一致
OK □ OK □ OK □ OK □ OK □ OK □ Oபைடு நூலகம் □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □
OK □
NG □
⑦丝印是否与BOM要求一致?
OK □
NG □
⑧各部件结构是否符合样办标准?
外
观
⑨按键外观是否符合标准?功能是否良好?
检
2、各部件(丝印、颜色、LOGO等)组装搭配是否符合生产要求?
查
3.按键字体及外观:□简体 □繁体 □英文 □其它 是否与BOM要求一致
OK □ OK □ OK □ OK □
首件检验报告
表单编号:
客户
机型
颜色
送检时间
线别
软件版本
首件数量
完成时间
首件类型 □每班初次首件 □新产品 □新订单 □4M1E变更 □其它
SMT首件确认表
点检日期 型号名 LINE REV NO 区分 FPC FPC FPC FPC
REV
S.M.T 工程
CHECK项目
初中终物Check sheet
1 2 3 规 格
改正日期 2014.05.04 2014.11.06 初物
改正内容 新规制定 修改通用 中物Βιβλιοθήκη 作成检讨承认
终物
变形及形态有无异常? 磕伤及折痕发生有无? 板圆形部位线路不可,缺损,空洞,断线,裂纹) 焊接面异物及突起镀金部污染等异常有无?
确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本
FPC 焊接部有无铁片变形? FPC 黑漆及屏蔽印刷有无掉漆及弯曲时无掉落
→FPCB料号确认: → CHIP RES/CAP确认 用量标准值: 料号: → CHIP RES/CAP 确认 用量标准值: 料号: →CON料号确认 → IC 确认部品[组装状态] SMT贴片确认:少锡,多锡,反向,缺件,多件等现象有无? SMT炉后确认:少锡,多锡,反向,缺件,多件,假焊,冷焊现象。 0201部品推力强度是否满足TEST? 0402部品推力强度是否满足TEST? 驱动IC部品推力强度是否满足TEST? PLCC/CON部品推力强度是否满足TEST? 30W-100W部品推力强度是否满足TEST? 200W-500W部品推力强度是否满足TEST? 500W以上部品推力强度是否满足TEST? 印刷是不有不良现象?
点检日期rev改正日期作成检讨20140504line20141106修改通用rev确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本丝印外观确认检查基准改正内容承认型号名新规制定check项目fpc变形及形态有无异常
REV
S.M.T 工程
CHECK项目
初中终物Check sheet
1 2 3 规 格
改正日期 2014.05.04 2014.11.06 初物
改正内容 新规制定 修改通用 中物Βιβλιοθήκη 作成检讨承认
终物
变形及形态有无异常? 磕伤及折痕发生有无? 板圆形部位线路不可,缺损,空洞,断线,裂纹) 焊接面异物及突起镀金部污染等异常有无?
确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本 确认检查基准及限度样本
FPC 焊接部有无铁片变形? FPC 黑漆及屏蔽印刷有无掉漆及弯曲时无掉落
→FPCB料号确认: → CHIP RES/CAP确认 用量标准值: 料号: → CHIP RES/CAP 确认 用量标准值: 料号: →CON料号确认 → IC 确认部品[组装状态] SMT贴片确认:少锡,多锡,反向,缺件,多件等现象有无? SMT炉后确认:少锡,多锡,反向,缺件,多件,假焊,冷焊现象。 0201部品推力强度是否满足TEST? 0402部品推力强度是否满足TEST? 驱动IC部品推力强度是否满足TEST? PLCC/CON部品推力强度是否满足TEST? 30W-100W部品推力强度是否满足TEST? 200W-500W部品推力强度是否满足TEST? 500W以上部品推力强度是否满足TEST? 印刷是不有不良现象?
点检日期rev改正日期作成检讨20140504line20141106修改通用rev确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本确认检查基准及限度样本丝印外观确认检查基准改正内容承认型号名新规制定check项目fpc变形及形态有无异常
PCBA首件确认记录表
□ OK □ OK □ OK □ OK □ OK □ OK □ OK
回流焊
19)是否按要求测绘出最新炉温曲线,并有签名确认。 20)是否使用氮气及氮气含量是否符合要求。 21)回流焊接后焊点是否符合《焊接检查判定标准》要求,有无其它缺陷。
温区 温度 上温区 下温区
1
2
3
4
5
6
7
8
9
10
峰值(Peak)/℃ ﹥220℃/S
贴片文件编号 □ BOT □ TOP □ 锡膏 BOM 编号 □ 红胶 确认内容 班别
生产日期 □ A □ B
20
年
月
日 线
线别
确认结果
PCB版本:
□ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK
贴片
Max: Min: 问题记录: 接受时间 完成时间 问题记录: 接受时间
胶纸板
锡膏板 _____________
线长确认:
工程师确认:
IPQC确认:
13)是否有替代料,替代料是否依据《代用物料请单》及BOM执行使用是否有人签名确认。 14)贴片位置、规格、数量是否符合贴片文件及BOM要求。 15)贴片是否有错件、漏贴、飞件、反向、偏移等问题。 16)是否按要求执行工程变更(ECN)及工艺要求。 17)是否按照首件生产流程规范要求生产作业。 17)回流炉炉温是否符合产品工艺及客户要求。 18)回流炉各温区参数设置是否符合标准参数指导书要求。 ECN编号:
惠州市XXX电子有限公司
SMT首件检查记录表
机种型号 PCB板面 制程工艺 检查项目 1)PCB/PCBA板版本符合BOM要求。 2)PCB来料真空包装,湿度指示卡未变色,无露铜划伤等不良。 3)锡膏品牌、型号符合客户及工艺要求。 印刷
首件跟踪记录表
检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“○”;本表单保留一年。
重点检查项
检 □合格 □不合格 量 产 □是 □否 制单人 检验员 审 核
1、产品开线生产时,由最终工序连续准备2个样件置于待检区,并通知IPQC检验 员,检查判定合格后批量生产。核对首件中需要样品清单与标准样品其中一份 2、IPQC判定合格后从样品中随机挑选1个样件,进行首件标识。并连同首件记录表 一起置于产线最终检查工位。
首件跟踪记录表
管理编号 首 件 信 息 生产线别 产品名称 产品型号 首件记录日期 首件记录时间 检查项 生产检查项目 首件检查内容 主芯片 电流传感器 PCB板型号 软件版本
编号:QX/PG-JL-001 版本: A/001
首 □开机首检 □转产首件 □修模首件 件 □生产参数变更 □材料变更 类 □其他: 型 检 □BOM清单名称及更改号: 验 □标准样件编号: 依 □制程检验标准 □产品标准 □其它: 据 核对 品管检验结果 1 2 判定 备注
首件 样板确认检验表(格式-简化181206)
□不符合 □不符合
2 装配 3 尺寸 4 材料
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
5 功能 6 零配件 7 包装
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
8
□符合
□符合
□不符合 □不符合
抽样方案 1.首件:生产确认合格后,在量产前5件中随机取1PCS送品检进行首件检验;2.其它:根据具体类型安排抽样。
标准依据 本公司来料/半成品/成品品质检验管控标准及相应的作业标准文件、工程确认板、客户确认板、客户要求或特别要求。
序 检验项目 号
不良品描述
样板或 客户要求
检验标准
1 外观
□符合
□符合
首件确认检验表
报告编号: QC-FS-
2
CAR编号: CAR-____________
客户
订单号/PI单号
生产工序
产品名称
批量数
送检人
产品编号
样品数
送检日期
检验类型 □试/量产首件 □船头板 □打样 □工程试样
抽样方案 1.首件:生产确认合格后,在量产前5件中随机取1PCS送品检进行首件检验;2.其它:根据具体类型安排抽样。
备注:
生 □合格 □不合格 □其它 . 品 □合格 □不合格 □其它
产 拉长
主管
质 检验员
主管
备注
.
SHD-QR-006 A0 第一联: IQC 留底 第二联: 生产 留底
检测报告编号:_____________
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收音功能OK□NG□GPS功能测试OK□NG□
空调功能OK□NG□GPRS小板功能测试OK□NG□
TV/胎压/OBD功能测试OK□NG□PCB板制造工艺是否合格OK□NG□
PCB板贴片工艺是否良好:OK□NG□
不良现象描述:
工程更改内容记录:合格□不合格□
填写人:主管确认:日期:
PE分析与对策:合格□不合格□
填写人:主管确认:日期:
结果判定:
合格□不合格□
组长确认:日:
知会人员签名:
填写人
填写日期
线别
板号
批次号
生产数量
组长确认
PE确认
软件日期
首件确认原因
主要测试功能:
DVD功能OK□NG□IPOD功能OK□NG□
MP3/EQ功能OK□NG□后台功能OK□NG□
CDC功能OK□NG□USB/辅助功能OK□NG□
CAN功能OK□NG□方向盘功能OK□NG□
大灯/刹车/倒车OK□NG□蓝牙通话测试OK□NG□
空调功能OK□NG□GPRS小板功能测试OK□NG□
TV/胎压/OBD功能测试OK□NG□PCB板制造工艺是否合格OK□NG□
PCB板贴片工艺是否良好:OK□NG□
不良现象描述:
工程更改内容记录:合格□不合格□
填写人:主管确认:日期:
PE分析与对策:合格□不合格□
填写人:主管确认:日期:
结果判定:
合格□不合格□
组长确认:日:
知会人员签名:
填写人
填写日期
线别
板号
批次号
生产数量
组长确认
PE确认
软件日期
首件确认原因
主要测试功能:
DVD功能OK□NG□IPOD功能OK□NG□
MP3/EQ功能OK□NG□后台功能OK□NG□
CDC功能OK□NG□USB/辅助功能OK□NG□
CAN功能OK□NG□方向盘功能OK□NG□
大灯/刹车/倒车OK□NG□蓝牙通话测试OK□NG□