the 工作研究方法在生产作业过程优化中的应用guide download
优化工作计划的方法和工具

优化工作计划的方法和工具在工作中,一个好的计划是提高效率和实现目标的关键。
然而,制定一份高效的工作计划并不容易,需要合理的方法和工具。
本文将从不同方面探讨优化工作计划的方法和工具。
一、明确目标和优先级目标是工作计划的核心,只有明确了目标,才能合理安排任务和时间。
在制定工作计划之前,首先需要明确自己的长期和短期目标,并根据目标的重要性和紧迫性制定优先级。
例如,对于一个销售团队来说,提高销售额可能是一个长期目标,而每周的销售报告可能是一个紧迫的短期目标。
二、制定详细的计划一份好的工作计划需要有清晰的时间安排和详细的任务描述。
时间安排可以以日历或任务列表的形式展示,确保每个任务都有明确的开始和截止时间。
任务描述要包括具体的行动步骤和预计完成时间,这样可以避免模糊不清和拖延。
三、使用项目管理工具项目管理工具可以帮助我们更好地组织和安排工作。
例如,Trello是一款流行的项目管理工具,可以将任务分为不同的列表并设定不同的标签,使任务的进度一目了然。
另外,Asana、Microsoft Project等工具也提供了类似的功能,可以根据自己的需求选择合适的工具。
四、利用时间管理技巧合理利用时间是优化工作计划的重要环节。
一些常用的时间管理技巧有番茄工作法、四象限法和时间矩阵法。
番茄工作法将工作划分为25分钟的工作时间和5分钟的休息时间,通过短暂的休息提高工作效率。
四象限法将任务分为重要且紧急、重要但不紧急、不重要但紧急、不重要且不紧急四个象限,帮助我们合理安排任务优先级。
时间矩阵法则根据任务的紧急性和重要性进行分类,帮助我们确定应该先处理哪些任务。
五、考虑资源和能力在制定工作计划时,要充分考虑自身的资源和能力。
资源包括时间、人力和资金等,要根据资源的限制制定合理的计划。
能力指的是自身的技能和知识,要根据自己的能力合理安排任务。
如果任务超出自己的能力范围,可以考虑寻求他人的帮助或进行进一步的学习提升。
六、定期复盘和调整工作计划是一个不断调整和优化的过程。
工作研究在企业生产现场管理中的应用

工作研究在企业生产现场管理中的应用工作研究在企业生产现场管理中的应用应用工作研究(Work Study)作为企业管理中的一项重要工具,旨在优化生产流程,提高效率和生产能力。
本文将介绍工作研究在企业生产现场管理中的应用,探讨其作用和实践方法。
中英文摘要本文介绍了工作研究在企业生产现场管理中的应用方法和作用。
工作研究能够通过分析生产流程,提高效率,控制成本,优化员工工作环境等方法来帮助企业提高生产能力和竞争力。
关键词:工作研究,生产流程,效率,成本,员工工作环境Application of Work Study in Production Site Management in EnterprisesIntroductionWork Study is an important tool in enterprise management, which aims to optimize production processes, improve efficiency and production capacity. This paper will introduce the application of Work Study in production site management in enterprises, and explore its role and practical methods.AnalysisWork Study can be applied to production site management inenterprises in the following ways:1. Analysis of production processes: By analyzing production processes, Work Study can help identify areas for improvement and optimize these processes. This can lead to improved efficiency and reduced production costs.2. Improvement of work environment: Work Study can be used to examine the work environment and make improvements that can help employees work more efficiently and with greater ease. This can lead to improved productivity and job satisfaction.3. Standardization of work methods: Work Study can help standardize work methods, reducing variability and improving the quality of output. This can lead to improved customer satisfaction and increased competitiveness in the marketplace.MethodThe application of Work Study to production site management in enterprises should involve the following steps:1. Analysis of production processes: This involves a detailed examination of production processes to identify areas for improvement. This can be done through observation, measurement, and analysis of data.2. Identification of improvement opportunities: Based on the analysis of production processes, improvement opportunities should be identified. These may include changes to the layout ofthe production site, changes to work methods, or changes to the work environment.3. Implementation of improvements: Once improvement opportunities have been identified, changes should be implemented. This may involve reorganizing the production site, introducing new equipment, or changing work methods. It is important to monitor the impact of these changes and make adjustments as necessary.ConclusionWork Study is an effective tool for improving production processes and increasing efficiency in enterprises. By analyzing production processes, improving the work environment, and standardizing work methods, enterprises can improve their competitiveness and achieve long-term success. It is important to apply Work Study in a systematic and disciplined manner, with careful planning and monitoring of results.应用工作研究来提高生产能力和竞争力,企业可以通过以下具体措施:1.分析生产流程通过分析生产流程,可以确定制约效率和质量的因素,并制定改善方案来提高生产率和品质水平。
如何利用技术工具优化作业流程

如何利用技术工具优化作业流程在现代高科技社会中,技术工具对于优化作业流程起着重要的作用。
无论是个人还是企业,都可以通过合理利用技术工具来提高工作效率、降低成本,并最终实现更好的工作成果。
本文将介绍如何利用技术工具优化作业流程,以提高工作效率和质量。
一、合理选择并使用项目管理工具在工作中,项目管理是一个必不可少的环节。
合理、高效的项目管理能够有效地提高工作效率。
利用技术工具,如Trello、Asana、Microsoft Project等,可以帮助我们更好地规划和管理项目。
这些工具可以帮助我们制定任务清单、安排工作计划、设置截止日期等,并且可以与团队成员共享和协作。
通过使用这些项目管理工具,我们可以更好地跟踪项目的进展,提高团队合作效率,并保证项目按时完成。
二、智能化办公设备和软件的应用随着科技的进步,智能化办公设备和软件也在不断发展和完善。
合理利用这些工具,可以大大提高办公效率。
比如智能传真机、文档扫描仪等可以帮助我们快速、高质量地完成文档的传输和扫描。
而办公软件如Microsoft Office、Google Docs等,则可以帮助我们更好地编辑和管理文档。
通过利用这些智能化办公设备和软件,我们可以节省时间和人力成本,提高工作效率。
三、自动化工具的应用自动化工具在优化作业流程中起着至关重要的作用。
利用自动化工具,我们可以将重复、繁琐的工作交给机器来完成,从而节省时间和精力。
比如,自动化的财务软件可以帮助我们自动计算和报告财务数据,减少错误和繁琐的手工工作。
智能化的客户关系管理系统可以自动整理客户信息、跟踪销售进展等,提高销售效率。
通过合理利用这些自动化工具,我们可以将更多时间和精力投入到更有创造性和高价值的工作中,提高工作效率。
四、虚拟会议工具的使用随着全球化和互联网的发展,虚拟会议工具成为了跨地域、跨时区交流和协作的重要方式。
通过使用虚拟会议工具,如Zoom、Microsoft Teams、Skype等,我们可以避免因时间和地理限制而导致的交流困难。
生产运作管理优化与效率提升作业指导书

生产运作管理优化与效率提升作业指导书第1章生产运作管理概述 (3)1.1 生产运作管理定义与目标 (3)1.1.1 定义 (3)1.1.2 目标 (4)1.2 生产运作管理的发展历程 (4)1.3 生产运作管理的关键要素 (5)第2章生产过程优化 (5)2.1 生产流程分析与设计 (5)2.1.1 流程现状分析 (5)2.1.2 流程优化目标 (5)2.1.3 流程设计与改进 (5)2.2 生产布局优化 (6)2.2.1 布局现状分析 (6)2.2.2 布局优化目标 (6)2.2.3 布局优化措施 (6)2.3 生产调度与控制 (6)2.3.1 调度现状分析 (6)2.3.2 调度优化目标 (6)2.3.3 调度优化措施 (6)第3章产能规划与优化 (6)3.1 产能需求分析 (7)3.1.1 定义产能需求 (7)3.1.2 需求预测方法 (7)3.1.3 关键因素识别 (7)3.2 产能规划方法 (7)3.2.1 短期产能规划 (7)3.2.2 长期产能规划 (7)3.2.3 混合产能规划 (7)3.3 产能调整与优化 (7)3.3.1 产能监控与评估 (7)3.3.2 产能调整策略 (7)3.3.3 产能优化措施 (7)3.3.4 持续改进 (8)第4章质量管理优化 (8)4.1 质量管理体系构建 (8)4.1.1 建立质量政策与目标 (8)4.1.2 设计与开发控制 (8)4.1.3 供应商管理 (8)4.2 质量控制工具与方法 (8)4.2.1 统计过程控制(SPC) (8)4.2.2 鱼骨图(因果图) (8)4.3 质量改进措施 (9)4.3.1 持续改进机制 (9)4.3.2 质量培训与教育 (9)4.3.3 质量信息管理 (9)第5章物料管理优化 (9)5.1 物料需求计划 (9)5.1.1 物料需求分析 (9)5.1.2 物料需求计划编制 (9)5.1.3 物料需求计划执行与监控 (9)5.2 仓储管理与库存控制 (9)5.2.1 仓储管理优化 (9)5.2.2 库存控制策略 (10)5.2.3 库存盘点与调整 (10)5.3 供应链优化 (10)5.3.1 供应商管理 (10)5.3.2 物流管理优化 (10)5.3.3 供应链协同 (10)5.3.4 供应链风险管理 (10)第6章设备管理优化 (10)6.1 设备维护与保养 (10)6.1.1 定期维护 (10)6.1.2 预防性维修 (10)6.1.3 维护保养记录 (11)6.2 设备更新与改造 (11)6.2.1 设备更新 (11)6.2.2 设备改造 (11)6.3 设备效率提升 (11)6.3.1 人员培训 (11)6.3.2 优化生产流程 (11)6.3.3 能耗管理 (11)第7章人力资源管理优化 (12)7.1 人员配置与培训 (12)7.1.1 人员配置 (12)7.1.2 培训与发展 (12)7.2 绩效考核与激励 (12)7.2.1 绩效考核 (12)7.2.2 激励措施 (12)7.3 团队协作与沟通 (12)7.3.1 团队建设 (12)7.3.2 沟通管理 (13)第8章现场管理优化 (13)8.1 5S管理 (13)8.1.1 概述 (13)8.1.3 评价与改进 (13)8.2 现场定置管理 (13)8.2.1 概述 (13)8.2.2 实施步骤 (13)8.2.3 评价与改进 (14)8.3 现场安全与环保 (14)8.3.1 概述 (14)8.3.2 安全管理 (14)8.3.3 环保管理 (14)第9章生产信息化管理 (14)9.1 生产数据采集与处理 (14)9.1.1 数据采集 (14)9.1.2 数据处理 (15)9.2 生产过程监控与调度 (15)9.2.1 生产过程监控 (15)9.2.2 生产调度 (15)9.3 生产管理系统应用 (15)9.3.1 生产计划管理 (15)9.3.2 生产质量管理 (15)9.3.3 生产设备管理 (15)9.3.4 生产成本管理 (15)9.3.5 人员绩效管理 (16)第10章持续改进与效率提升 (16)10.1 持续改进的方法与工具 (16)10.1.1 PDCA循环 (16)10.1.2 标杆管理 (16)10.1.3 六西格玛管理 (16)10.1.4 精益生产 (16)10.2 效率提升策略与实践 (16)10.2.1 优化生产计划 (17)10.2.2 提高设备综合效率(OEE) (17)10.2.3 人力资源管理优化 (17)10.2.4 供应链管理优化 (17)10.3 创新与变革管理 (17)10.3.1 创新管理 (17)10.3.2 变革管理 (17)第1章生产运作管理概述1.1 生产运作管理定义与目标1.1.1 定义生产运作管理是对生产过程中各项活动进行系统规划、组织、实施和监控的过程,旨在实现生产资源的合理配置,提高生产效率,降低生产成本,保证产品质量,满足市场需求。
工作研究方法在企业中的应用分析

文章编号:1007 5429(2006)04 0123 04收稿日期:2005 07 15; 修回日期:2005 10 15作者简介:贵文龙(1974 ),男,黑龙江望奎人,讲师,硕士,主要研究方向为生产与运作管理、物流规划。
工作研究方法在企业中的应用分析贵文龙(桂林电子科技大学管理系,广西桂林,541004)摘要:工作研究是工业工程体系中最重要的基础技术。
应用工作研究的方法对某工厂生产过程进行了分析,找到了制约生产效率提高的环节,并对工艺流程进行了改进设计。
通过对比分析,该工序改进后的生产效率得到很大提高。
关键词:工作研究;方法研究;作业测定中图分类号:F270 文献标识码:AThe Analysis of Applying Work Study Methods to a Certain CompanyGUI Wen long(Guilin University of Electronic Technolog y Manag em ent Department,Guilin 541004,China) Abstract:The Wo rk Study is the most important basic technique in IE.This paper applies the m ethod of Work Study to a certain factory for analy zing the pro duction pr ocess in order to find out the bottleneck w here theproduction efficiency is lo w,and then to improve the pr ocess flow.In compar ison w ith the for mer process,the pro duction efficiency w as improved gr eatly.Key words:w ork study;w ork methods;w o rk measurement1 引言提高企业生产率的方法可分为两大类:企业外部要素法和企业内部方法。
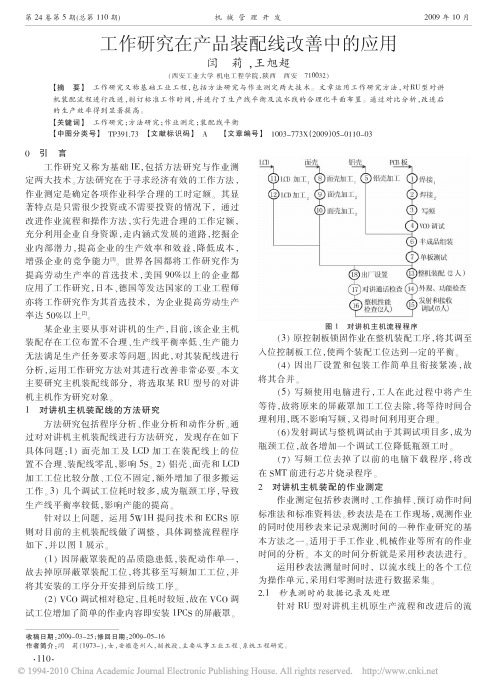
工作研究在产品装配线改善中的应用
高效能生产中作业方法改进的关键技术与方法

高效能生产中作业方法改进的关键技术与方法在现代社会,高效能生产成为企业生存和发展的关键之一。
作业方法的改进是提高生产效率和质量的关键环节。
本文将探讨高效能生产中作业方法改进的关键技术与方法。
流程再造是作业方法改进的重要技术之一。
流程再造是指对现有的生产流程进行全面的重新设计和优化,以实现生产过程中的高效能。
在流程再造中,关键是要根据实际情况对流程进行彻底分析,找出存在的问题和瓶颈,然后采取创新的方式进行改进。
例如,可以引入自动化设备或智能化技术来简化作业流程,提高生产效率。
标准化和规范化是作业方法改进的重要手段。
通过制定一套明确的操作标准和规范,可以确保作业过程的一致性和稳定性,减少错误和失误。
标准化和规范化不仅包括操作手册的编制,还包括培训和培养员工遵守标准和规范的意识。
只有通过标准化和规范化,企业才能实现高效能生产。
第三,信息化和网络化技术为作业方法改进提供了重要的支持。
通过信息化和网络化技术,企业可以实现作业过程的实时监控和数据分析,及时发现问题和瓶颈,并采取相应的改进措施。
例如,可以通过物联网技术实现设备的远程监控和故障预警,提前进行维护和修复,避免停机时间。
企业还可以通过数据分析和挖掘找出潜在的改进空间,优化作业方法。
除了以上技术之外,创新和改善意识也是作业方法改进的重要因素。
企业需要鼓励员工提出创新和改善的建议,给予相应的奖励和激励,以激发员工的积极性和创造力。
在具体的作业过程中,员工应该时刻保持对作业方法的反思和思考,寻找可能存在的问题和不足之处,并及时调整和改进。
只有不断地创新和改善,企业才能不断提高生产效率和质量水平。
团队合作和沟通也是作业方法改进的重要要素。
作业方法改进需要各个部门和岗位之间的协同合作和紧密配合。
只有通过有效的沟通和团队合作,才能将各个环节和部门的优势进行整合和发挥。
同时,各个部门和岗位之间应该建立起相互支持和互补的关系,共同解决问题和改进作业方法。
总之,高效能生产中作业方法改进需要综合运用多种技术与方法。
PDCA循环模式在提高生产效率工作中的应用
PDCA循环模式在提高生产效率工作中的应用引言PDCA循环模式,即计划(Plan)、执行(Do)、检查(Check)、行动(Action)循环模式,是一种质量管理方法。
在提高生产效率工作中,应用PDCA循环模式可以实现持续的改进和优化,使得生产过程更加高效、可靠。
本文将探讨PDCA循环模式在提高生产效率工作中的应用。
PDCA循环模式概述PDCA循环模式是由日本质量管理专家赤木正夫先生于20世纪50年代提出的。
该模式以循环的方式进行问题解决和持续改进,包括四个阶段:计划、执行、检查和行动。
- 计划(Plan):制定目标、确定计划、定义方法和资源等。
在提高生产效率工作中,计划阶段应包括制定改善方案、确定指标和评估效果等。
计划(Plan):制定目标、确定计划、定义方法和资源等。
在提高生产效率工作中,计划阶段应包括制定改善方案、确定指标和评估效果等。
- 执行(Do):执行制定的计划,采集数据、实施改进等。
在提高生产效率工作中,执行阶段应包括实施改进措施、收集数据和记录结果等。
执行(Do):执行制定的计划,采集数据、实施改进等。
在提高生产效率工作中,执行阶段应包括实施改进措施、收集数据和记录结果等。
- 检查(Check):分析数据、评估结果、比较目标等。
在提高生产效率工作中,检查阶段应包括对数据进行分析、评估结果并与目标进行比较等。
检查(Check):分析数据、评估结果、比较目标等。
在提高生产效率工作中,检查阶段应包括对数据进行分析、评估结果并与目标进行比较等。
- 行动(Action):基于检查阶段的结果,采取相应的行动,进行调整和改进。
在提高生产效率工作中,行动阶段应包括根据分析结果进行改进、进行持续的监控和反馈等。
行动(Action):基于检查阶段的结果,采取相应的行动,进行调整和改进。
在提高生产效率工作中,行动阶段应包括根据分析结果进行改进、进行持续的监控和反馈等。
PDCA循环模式在提高生产效率工作中的应用1. 设定生产目标在计划阶段,制定提高生产效率的目标,例如降低生产成本、提高产能或缩短生产周期等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1006-8309(2003)02-0026-03作者简介:马钦海(1963-),男,山东鱼台人,博士,教授。
主要研究方向为制造与服务管理、工业工程。
工作研究方法在生产作业过程优化中的应用马钦海1,关志民1,何志明2(1.东北大学工商管理学院,辽宁沈阳110004;2.河北理工学院机械系,河北唐山063009)摘要:改善生产要素组织,提高生产率是企业生产管理的永恒课题。
应用工作研究的程序分析技术,对一轮胎生产过程的更换胶囊作业进行了研究,提出了作业过程的改进方案。
研究表明,只要和不断改进的管理思想相结合,工作研究方法就能在企业挖潜、提高生产绩效方面发挥作用。
关键词:生产过程;工作研究;胶囊更换作业中图分类号:F273文献标识码:A1引言工作研究包括方法研究和作业测定。
方法研究是指对现有或拟议的工作(加工、装配等)方法进行系统的记录和考查,开发和应用更有效的工作方法。
主要包括程序分析、操作分析和动作分析。
作业测定旨在制订相应的时间标准,为制定科学、合理的定额和生产系统的优化设计与管理提供依据。
作业测定的主要方法有:秒表时间研究,工作抽样,预定时间标准法,标准资料法[1]。
本文探讨的是应用工作研究方法改善某轮胎生产企业更换胶囊作业的问题。
按工艺,轮胎在做好胎筒后要进行硫化,目的是形成强有力的物理化学结构,使轮胎经久耐用。
轮胎经由硫化机硫化,通过蒸汽加压、加温,使轮胎定型。
加温加压的装置就是胶囊。
胶囊有使用寿命和性能问题,到了寿命或出现质量性能问题就要更换,以保证轮胎的质量。
然而,更换胶囊意味着“停机”,更换作业时间的长短影响轮胎生产率。
而且,时间越长,能量损失也越大,增加生产成本。
因此,如何减少更换作业时间成为生产管理关注的问题。
应用工作研究,改善更换胶囊作业,是提高生产绩效的有效方法之一。
2更换胶囊的原作业过程更换胶囊的原作业过程可分为A 、B 、C 三个基本部分,如图1和图2所示。
阶段A 是更换胶囊前停机后的准备工作。
B 阶段是主要作业过程,把旧胶囊从硫化机中拆卸下来并安装新胶囊。
C 阶段为预热阶段,包括新胶囊预热和硫化机预热。
图1硫化和更换胶囊作业进程期图2更换胶囊的原作业过程式计算。
管理上限:UCL=x—+3s;管理下限:LCL= x—-3s其中,平均值:x-=Σnix i/n标准偏差:s=Σni(xi-x-)2ヘn剔除异常值,得出操作过程的正常观测值和时间消耗统计(见表2)。
3.3作业流程分析改进根据时间消耗统计,按正常观测值考察,预热硫化机(C阶段中第2操作单元)约占50%。
根据生产工艺,这阶段的时间由设备按设定的温度来控制,受开模时间(从停机到开始预热硫化机的时间)的影响,属不可控时间消耗。
工艺上要求预热胶囊20min(2000cmn),两种原因下的实际时间消耗与工艺要求基本一致。
A阶段时间消耗占了较大的比例。
由作业观察和时间消耗统计发现,B 阶段操作中与处理模具相关的时间消耗较大,尤其因寿命更换胶囊时擦模具的时间消耗更为突出(平均时间消耗约为1022cmn)。
表1作业时间消耗测定单位:cmn(1cmn=1/100min)原因因性能原因更换因寿命原因更换次数1234567891011121314151617181920 A阶段150090012001600180022003100100012001400200011009007008001600270013001400600 B阶段73011689717278586957519987388187326526032151172018671852182316771698C 阶段122193024198719942486198926542719213624872876216321143019210323462145274120942091 244805342445845665259504567365012432349855778418939065987473359796897596753494534表2正常观测值单位:cmn原因因性能原因更换因寿命原因更换统计量均值标准偏差UCL LCL正常观测值(1)比重均值标准偏差UCL LCL正常观测值(2)比重总时间(3)(3)=(1)*(13/20)+(2)*(7/20)A阶段1530.8601.83336.2-274.61530.815.9%1300671.93315.7-715.7130011.7%1450=995+455 B阶段803.11521259.1347.1803.18.3%1827150.12277.31376.7182716.4%1161=522+639C 阶段12372.9343.33402.813432372.924.6%2362.7345.43398.91326.52362.721.2%2369=1542+827 24929.2723.57099.72758.74929.251.2%5635.1760.97917.83352.45635.150.7%5176=3204+1972合计9636100%11124.8100%10156应用程序分析技术[1-3],对原胶囊更换作业进行分析。
研究发现,准备工作可以在停机前完成。
硫化工到模具车间通知模具工换胶囊是因为在更换过程中要用到一辆模具车间和硫化车间共用的机械吊车。
只有模具工才有驾驶证。
这在一定程度上影响了更换操作的准时性。
解决办法是定做一辆专门用来换胶囊的非驾驶操作的吊车。
由于工作手套、模具保护罩等都是低值易耗品,可事先把这些用品准备在每一个机器的旁边。
考虑能否把模具车间的胶囊库存搬到硫化车间?车间共有14台硫化机,用于生产的有13台(其中一台用于实验)。
每台硫化机装配2个胶囊,共需26个胶囊。
胶囊主要有四种型号,每种类型的胶囊在硫化车间准备2个,库存8个胶囊即可满足更换需要(经统计,平均每天需用2个)。
硫化车间有足够的空间来存放此数量的胶囊。
另外,为安全起见,可考虑在模具车间备存4个。
模具工负责这些胶囊以及工作手套、模具保护罩的供应;硫化工和维修工负责更换胶囊。
在更换胶囊的作业流程中是否可以避免对模具处理呢?应用提问、归纳、整理技术[1,3,4],得出如下结论要点:(1)工艺要求擦模具,目的是保证轮胎的质量。
(2)如果将预先准备好的模具同胶囊一起运到硫化车间,可以在更换胶囊作业中省去擦模具操作;同时也省去装卸旧胶囊模具的操作。
(3)从操作者的角度考虑,这样可以避免在胶囊太热的环境下作业,从而有利于工人的健康。
(4)这样做可以提高更换效率和产品质量。
(5)可以由模具车间进行模具准备工作。
模具车间的生产能力能满足要求。
因此,可建立新的更换胶囊作业流程:取消原流程的准备阶段;取消B阶段中卸模具、擦模具和装模具操作;C阶段操作保持不变。
3.4改进效果通过生产过程工序并行化取消了原更换胶囊作业的某些操作,使停机后胶囊更换作业简化而紧凑。
处理模具的操作与更换作业的分离有利于作业者的健康和轮胎质量的保证。
A、B阶段时间消耗直接减少,C阶段硫化机预热时间间接地得到缩短(与开模时间有经验关系),也相应地减少能量消耗。
根据作业变化和前述的统计数据,新旧方案的正常观测时间消耗见表3。
表3新旧方案的正常观测时间消耗对比单位:cmn原因因性能原因更换(1)(新方案)因寿命原因更换(2)(新方案)总时间新方案:(3)=(1)*(13/20)+(2)*(7/20)旧方案A阶段0001450 B阶段662713.7680=430+2501161C阶段12372.92362.72369=1542+8272369 2323832823254=2105+11495176合计6272.96358.4630310156应用新作业流程每次更换胶囊可节约37.9%的时间。
按一条轮胎的硫化时间5500cmn计算,对单台硫化机来说,可以多硫化1.4条轮胎((3853/5500)×2=1.4;一台硫化机有两个模具,同时硫化2条轮胎。
一个模具因更换胶囊而停机,则另一个模具也不能生产)。
据统计,一个月更换胶囊的次数平均为60次,那么一个月可以多生产84条(1.4×60=84)轮胎。
4结论利用秒表时间研究法对原更换胶囊作业过程时间消耗进行了测定。
对更换胶囊作业过程实施程序分析技术寻求改进方法以缩短停机时间。
在方法研究过程中主要通过胶囊库存地点的改变、设施的改变(手压起动吊车代替机动吊车)、分工的调整以及工序并行化等方法对作业过程进行重构,提高了生产率。
运用科学方法改进生产要素组织,不断提高生产率是企业管理活动的永恒课题[5]。
工作研究是提高生产率的方法。
只要和不断改进的管理思想结合,这种方法就能在改善企业运作过程等方面发挥作用[6]。
参考文献:[1]范中志,张树武,孙义敏.基础工业工程[M].北京:机械工业出版社,1993.[2]周信侃,姜俊华.工业工程[M].北京:航空工业出版社,1995.[3]赵景华.现代工业工程[M].北京:冶金工业出版社,1996.[4]王应洛.工业工程[M].北京:机械工业出版社,1994.[5]李连芝.工业企业生产管理[M].北京:机械工业出版社,1993.[6]Harrington HJ.Business Process improvement[M].New York:McGraw-Hill,Inc.,1991.[收稿日期]2002-04-23[修回日期]2003-02-14。