加工装配日程表W
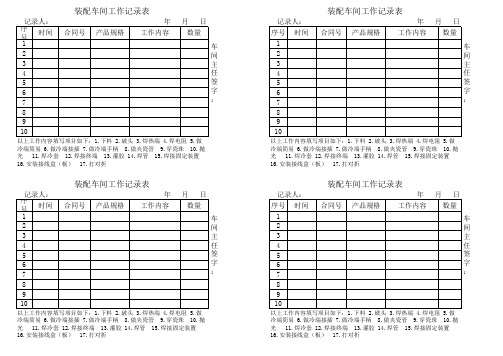
装配工作记录表
冷端简易 6.做冷端接插 7.做冷端手柄 8.做夹瓷管 9.穿瓷珠 10.抛
光 11.焊冷套 12.焊接终端 13.灌胶 14.焊管 15.焊接固定装置
16.安装接线盒(板) 17.打对折
冷端简易 6.做冷端接插 7.做冷端手柄 8.做夹瓷管 9.穿瓷珠 10.抛
光 11.焊冷套 12.焊接终端 13.灌胶 14.焊管 15.焊接固定装置
16.安装接线盒(板) 17.打对折
车
间
主
任
签
字
:
车
间
主
任
签
字
:
车
间
主
任
签
字
:
车
间
主
任
签
字
:以上工作内容填写项目如下:1.下料 2.破头 3.焊热端 4.焊电阻 5.做
冷端简易 6.做冷端接插 7.做冷端手柄 8.做夹瓷管 9.穿瓷珠 10.抛
光 11.焊冷套 12.焊接终端 13.灌胶 14.焊管 15.焊接固定装置
16.安装接线盒(板) 17.打对折
以上工作内容填写项目如下:1.下料 2.破头 3.焊热端 4.焊电阻 5.做
冷端简易 6.做冷端接插 7.做冷端手柄 8.做夹瓷管 9.穿瓷珠 10.抛
光 11.焊冷套 12.焊接终端 13.灌胶 14.焊管 15.焊接固定装置
16.安装接线盒(板) 17.打对折
装配车间工作记录表装配车间工作记录表
装配车间工作记录表装配车间工作记录表。
装配工艺流程及配置表

1
安装上阀体MPCV电磁阀,扫码
1723215DT000 主油路压力电磁阀
1
2
安装上阀体SCV1电磁阀,扫码
1723217DT000
换档流量控制阀
1
HCU-100
3
4
安装上阀体CPCV1电磁阀,扫码 安装上阀体CPCV2电磁阀,扫码
1723216DT000
压力控制阀
1 1
PC
5
安装上阀体GASV1电磁阀,扫码
1723225DT000 选档阀套(GASV)
1
1723232DT000
阀套(COV)
1
1723223DT000
开关阀弹簧
1 1
PC
1723222DT000
选档阀阀芯
1
润滑涂油
1723231DT000
安全阀阀芯
1
润滑涂油
HCU-090 1 检测GASV1、COV2、RPV等3个的弹簧力
3
下阀体左侧电磁阀 全部装完
2 2
沾油润滑
PC
1
过销套定位,安装到 正确位置
HCU-130
安装离合器压力传感器并预拧2-3牙,电 动拧紧工具拧紧,扫码
1735112DT000
离合器压力传感器
2
13±2Nm
PC
安装阀体连接螺栓21颗
Q215B0633F38
螺栓M6X33
21
HCU-140
安装阀体连接9颗螺栓
Q215B0645F38 阀体连接螺栓M6X45
9
PC
预拧紧30颗螺栓3-5牙
HCU-150
1
自动拧紧17颗螺栓
自动拧紧13颗螺
2 (28/25/26/4/17/2/7/8/15/13/20/12/21
装配计划表

例:有一个家电用品仓库,共有14个货区,分别储存7种家电。
仓库有一个出入口,进出仓库的货物都要经过该口。
假设该仓库每种物品的每周存取次数如表所示,应如何布置不同物品的货区,使搬运距离最小?每周存取次数表4、生产线平衡步骤(1)用一个流程图表示作业先后关系(2)求出生产节拍 r = 计划期有效工作时间/计划期间计划产量 = fe/n (3)计算满足节拍要求的最少工作地数s = 完成单件产品所需的总时间/节拍 = ∑ti/r (4)将作业分配到各工作地(启发式分配规则)①从工作地1开始,从左向右给工作地分配作业。
②该工作地单件时间不超过工作地的剩余时间剩余时间 = 节拍—该工作地已分配作业单件时间之和③若干作业满足条件2a.分配后续作业数最多的作业b.分配加工时间最长的作业例1、一玩具要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分钟,下表中列出了玩具的组装步骤及其时间。
请(1)画出组装作业先后顺序图;(2)该组装线的节拍是多大;(3)求工作地最小数目。
玩具的组装步骤及其时间作业时间(秒) 紧前作业a 45 -b 11 ac 9 bd 50 -e 15 df 12 cg 12 ch 12 ei 12 e j 8 g,f,h,i k 6 j解:(1)画出流程图,表示作业先后关系a bgd e j ki(2)计算节拍节拍=每天的工作时间/每天的产量=420*60/500=50.4(秒/辆)(3)最小工作数目= 完成单件作业所需的总时间/节拍 =192/50.4=3.81 最小工作地数目4个工作作地业1 a 45 5.42 d 50 0.43 b 11 39.4 c.e c .e ee 15 24.4 c.h. i c c 9 15.4 f.g.h.i f.g.h .i f.g.h.if 12 3.44 g 12 38.4 h .i h .i h.ih 12 26.4 ii 12 14.4 j j 8 6.4 k k 6 0.4 作业剩余时间可安排的紧后作业无无无无后续作业最多的作业时间最长的作业时间例2. 一装配线计划每小时装配200件产品,每小时用于生产的时间是50分钟。
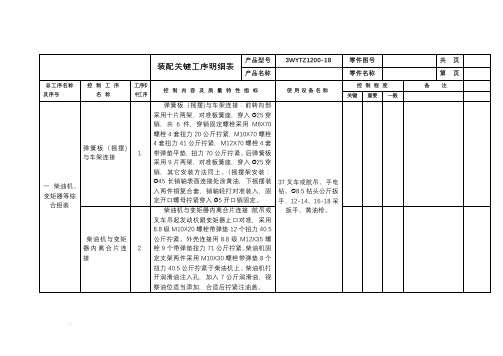
装配关键工序明细表(新)
4.
药箱安装:用3T航吊吊起药箱轻放在车架的托架上,共采用8.8级M12X50螺栓4个、螺母4个、弹垫4个,药箱固定方管一根,对准固定孔,螺母拧力70公斤拧紧。
底盘系统综合组装
撒肥悬挂安装
5.
连接平衡四连杆:Ø20桃形盘销轴8件,将四连杆对准车架药架连接座卡槽,对准销轴孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。升降油缸安装方式同上。8.8级M8X15螺栓8个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
1
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称控 制 程 度备 注源自四.液压控制元件管路连接组装
关键
重要
一般
双联泵14出油口与优先阀连接
1.
双联泵14出油口与优先阀连接:配备合适的对丝、空心螺栓、组合垫圈、油管,适中力量拧紧,严禁出现松动、渗漏、异形弯曲、动态摩擦等不合理现象。
撒肥机总成安装
6.
撒肥机总成安装:采用Ø20桃形盘销轴4件,将四连杆对准撒肥机连接座卡槽,对准销轴孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。8.8级M8X15螺栓4个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
前后车架连接机构安装
7.
前后车架连接机构安装:横拉杆带固定座两件,前后拉杆两件,Ø20总长100销轴四件,8.8级M14X35螺栓8个、M14X50螺栓8个、螺母8个、弹垫16个。横拉杆螺栓固定,扭力110公斤拧紧。前后拉杆对准连接固定孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。8.8级M8X15螺栓4个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
机械加工生产计划明细表
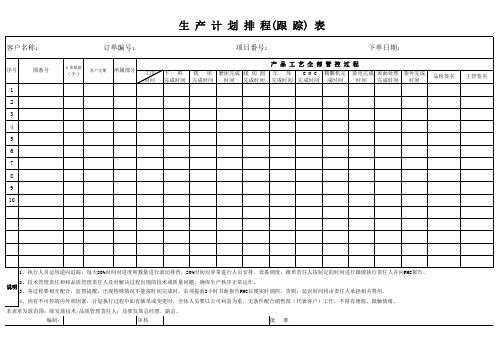
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
品检签名
主管签名
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 说明
3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。ห้องสมุดไป่ตู้则,延误时间将由责任人承担相关费用。
生 产 计 划 排 程(跟 踪) 表
客户名称:
序号
图番号
1 2 3 4 5 6 7 8 9 10
订单编号:
项目番号:
下单日期:
订单数量
(个)
客户交期 所属部分
工序 时间
下料 完成时间
铣 床 磨床完成 线 切 割 完成时间 时间 完成时间
产品工艺全部管控过程
车 床 C N C 精雕机完 放电完成 表面处理 委外完成 完成时间 完成时间 成时间 时间 完成时间 时间
木饰面固装生产进度组装计划表模板

木饰面固装生产进度组装计划表模板摘要:一、木饰面固装生产进度组装计划表模板概述二、木饰面固装生产进度组装计划表的具体内容三、木饰面固装生产进度组装计划表的实施步骤四、木饰面固装生产进度组装计划表的注意事项正文:一、木饰面固装生产进度组装计划表模板概述木饰面固装生产进度组装计划表模板,主要用于指导木饰面固装生产过程中的各个环节,确保生产进度的顺利进行。
该模板详细列出了生产过程中各个阶段的任务、时间、责任人等信息,方便管理人员进行监控和调度。
二、木饰面固装生产进度组装计划表的具体内容木饰面固装生产进度组装计划表主要包括以下几个部分:1.项目基本信息:包括项目名称、项目编号、项目周期、项目负责人等基本信息。
2.生产计划:列出生产过程中各个阶段的具体任务,以及预计完成时间。
3.物料需求计划:列出生产过程中所需的各种物料,包括物料名称、规格、型号、数量、预计采购时间等。
4.质量控制:对各个生产阶段的产品质量进行监控,确保产品符合相关标准和要求。
5.安全与环保:对生产过程中的安全和环保措施进行明确,确保生产过程的安全和环保。
三、木饰面固装生产进度组装计划表的实施步骤1.根据项目需求,制定生产计划,明确各个阶段的任务和时间。
2.分析物料需求,制定物料需求计划,确保生产过程中物料的供应。
3.确定质量控制标准,对生产过程中的产品质量进行监控。
4.制定安全与环保措施,确保生产过程的安全和环保。
5.对生产进度进行实时监控和调度,确保生产计划的顺利实施。
四、木饰面固装生产进度组装计划表的注意事项1.在制定生产计划时,要充分考虑生产过程中可能出现的问题和风险,确保计划的可行性。
2.对物料需求进行详细分析,避免因物料供应不及时而影响生产进度。
3.在生产过程中,要严格执行质量控制标准,确保产品质量。
4.切实做好安全与环保工作,保障生产过程的安全和环保。
总之,木饰面固装生产进度组装计划表模板对于确保生产进度的顺利进行具有重要作用。
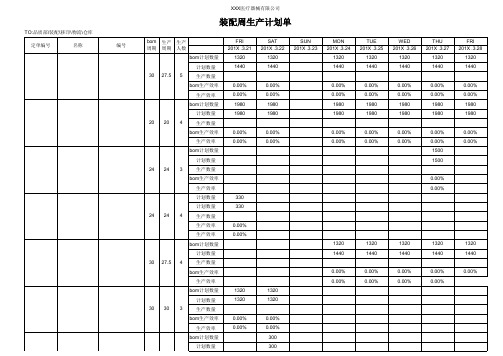
装配周生产计划单
定单编号
名称
XXX医疗器械有限公司
装配周生产计划单
编号
bom 生产 生产 周期 周期 人数
bom计划数量
计划数量
30 27.5 5
生产数量
bom生产效率
生产效率
bom计划数量
计划数量
20 20 4
生产数量
bom生产效率
生产效率
bom计划数量
计划数量
24 24 3
生产数量
FRI 201X .3.28
1320 1440 0.00% 0.00% 1980 1980 0.00% 0.00%
1320 1440 0.00% 0.00%
THU 201X .3.27
1320 1440
0.00% 0.00% 1980 1980
0.00% 0.00% 1500 1500
0.00% 0.00%
1320 1440
0.00% 0.00%
1320 1440 0.00% 0.00% 1980 1980 0.00% 0.00%
1320 1440 0.00% 0.00%
TUE 201X .3.25
1320 1440 0.00% 0.00% 1980 1980 0.00% 0.00%
1320 1440 0.00% 0.00%
WED 201X .3.26
bom计划数量 计划数量
25 25 5
生产数量
bom生产效率 生产效率
FRI 201X .3.21
SAT 201X .3.22
0.00% 0.00%
SUN 201X .3.23
MON 201X .3.24
TUE 201X .3.25
装配车间排班计划表

26
27
28
29
30
周五
周六
周日
周一
周二
周三
周四
周五
周六
周日
1
1011
甲1
●
休
休
●
●
●
●
●
休
休
2
1012
甲2
▲
休
休
▲
▲
▲
▲
▲
休
休
3
2011
乙1
●
休
休
●
●
●
●
●
休
休
4
2012
乙2
▲
休
休
▲
▲
▲
▲
▲
休
休
5
3011
丙1
●
休
休
●
●
●
●
●
休
休
6
3012
丙2
▲
休
休
▲
▲
▲
▲
▲
休
休
7
4011
丁1
●
休
休
●
●
●
●
●
休
休
▲
10
5022
癸2
休
休
●
●
●
●
●
休
休
●
序号
工号
姓名
11
12
13
14
15
16
17
18
19
20
周二
周三
周四
周五
周六
周日
周一
周二
周三