装配工艺过程卡13012-14
装配工序卡片

电器有限公产品型件图产品名件名工序FZ2工序名装配接线车工设工序工简图工艺装辅助材工定(min编制(日期
审核(日期
标准化(日期
会签(日期
标处更改文件标处更改文件日
电器有限公产品型件图产品名件名工序FZ3工序名装测试车工设工序工简图工艺装辅助材工定(min检查测试杆无划缺用塞规检查测试杆过端全部通端不能通检查测试杆隔爆无划用千分尺测量杆-0.02
用游标卡尺测量测试杆长12.50.5测量结果填入质检装测试焊片簧M螺编制(日期-0.15
审核(日期标准化(日期
会签(日期
标处更改文件标处更改文件日。
装配工艺过程卡

GS16a 装配工艺过程卡片 产品名称 金龙卡控水器 名称 装配准备1,2产品型号 QYKS-1SGA 图号3XZX2.301.129GZP装入件及辅助材料工作地 工 序号 工 种工序(步)内容及要求设 备 及 工 装 工时 定额 序号 代号、名称 、规格数量 1 阀门基表连线(5芯或6芯) 1 内容:2 通讯线XZX5.379.041 1 1. 取阀门基表连线插入橡胶环4.5内,通讯线插入橡胶环4.0内, 分别穿过内壳体中间位置相对应的两只圆孔,将带有端头的一端留在内壳体内,绕过内壳体的两个接线柱,用2个电线固定扣和螺钉紧固。
注意,在从螺钉固定处至连线端头一端预留12CM 左右线长,以保证足够的装配线长。
2. 用金属绑线将通讯线及阀门连线捆扎整齐.3 电线固定扣CC-1SS 24 螺钉PA3*8 25 金属绑线100mm 26 橡胶环4.0 17 橡胶环4.5 18 9要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
3:阀门基表连线根据计划任务所配的水表进行选配。
工艺定额:旧底图总号底图总号设计 3XZX2.301.129GZP审核日期 签名作地序号种工序(步)内容及要求及工装定额序号代号、名称、规格数量1 窗口镶件3XZX8.088.0101 内容: 烙铁1把2 外罩衬板3XZX8.077.01111.将窗口镶件1个按正确方向装配到外罩上相应的显示窗位置上,并用烙铁热熔铆接(共4处)。
2.将外罩衬板1个按正确方向装配到外罩上相应的读卡槽位置上,并用烙铁热熔铆接(共6处)。
3.将铭牌1个装配到外罩左上方的相应孔内,并将铭牌两个固定柱向内扳弯,与外罩贴牢。
4.将标牌粘到外罩上椭圆形凹槽内。
注意方向。
3 铭牌XZX8.807.170 14 标牌3XZX8.807.319 15 外罩3XZX8.074.025 167要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
整机装配工艺流程卡

3、主板要轻拿轻放,注意检查主板上北桥芯片卡扣、无器件有无脱落,避免主板碰到机箱。
4、固定主板4颗M3*5圆头镙钉,注意检查定位柱是否正常;
物料:主板、CPU、内存条、CPU风扇
拟制:
年月日
工具:电动螺丝刀
批准:
2、固定孔位准确,固定牢固
3、固定光驱、软驱的电动改锥扭力为7~8KGF.CM
物料:软驱、光驱、音频线、M3*6螺钉
拟制
年月日
工具:电动螺丝刀
批准
年月日
整机装配工艺流程卡产品源自四通电脑工序硬盘安装
作业
工位
006
工时
人数
1
作业步骤:
1、从包装箱中取出拷贝好的硬盘,注意检查硬盘的外观、型号,贴好硬盘条码;
3、所有数据线、电源线不可碰到CPU风扇,确保不对风扇风道产生干扰。
物料:线扎
拟制
年月日
工具:剪刀
批准
年月日
整机装配工艺流程卡
产品
四通电脑
工序
点胶工位
作业
工位
009
工时
人数
1
作业步骤:
1、对连接主板电源线、复位线、灯线、音频线、USB线、
硬盘灯线处点胶
检查要求:
1、点胶牢靠、胶量适中
物料:胶棒
拟制
年月日
年月日
整机装配工艺流程卡
产品
四通电脑
工序
电源安装
作业
工位
004
工时
人数
1
作业步骤:
1、从包装箱中取出电源,去除包装袋和橡皮筋,摇晃电源有无异物,检查型号及电源标识;
车床主轴装配工艺卡教案资料
校核
7
安装
兰红
兰雪
锁紧前后轴承螺母,依次装上后轴承盖,平键,三角带轮;装上并紧固同步带轮;
内六角扳手
图号
8
检测
准备测量主轴部件的装配精度,测量主轴的断面圆跳动并做好记录;测量主轴的径向圆跳动车床主轴装配工艺流程卡
第组
四川长征机床(集团)有限公司
部件装配工艺流程卡
产品型号
部件图号
共1页
产品名称
部件名称
第1页
序号
装配内容及技术要求
装入零件
工艺装配工具
图号及名称
数量
组长
1
准备工作
曹鹏
装调准备工作:主轴箱部件,装配图,装配工艺规程,装调工具、设备、量具和辅具;
工艺员
2
清洗
汽油、毛刷
刘学
清洗滚动轴承;
装配员
3
装配
罗康
刘健肖
樊建伟
用热套法装配轴承:选择合适尺寸的轭铁,装上轴承;通电加热约3分钟,测量轴承温度超过200℃;戴隔热手套取下轴承套入主轴;
轴承自控加热器、隔热手套
4
冷却
冷却后填入轴承润滑脂;
润滑脂
5
装箱
将主轴部件从前端装入箱体并用螺栓锁紧;
内六角扳手
质检员
6
测量
曹鹏
用百分表测量并调整主轴承轴向串动量,允许误差(0.03-0.05MM);
电气装配工艺过程卡

产品型号
LDA
部件图号
LD20.40.20B
共页
产品名称
电动单梁起重机
部件名称
封闭司机室电器设备安装
第页
工
序
号
工序
名称
工序内容
装配部门
设备及工艺装备
辅助材料
工时定额
(min)
1
将件1接线盒固定在司机室顶上
螺丝刀活板手
2
将件2照明灯用件3、4、5、6、M4螺钉固定在司
螺丝刀活板手
机室
K2软电线根据S+6.5米放线
钢丝钳
K4、K9、大车运行根据S+4.5米放线
钢丝钳
K3、K10根据配线图放线
钢丝钳
K5电线根据S+4.5米放线(S为起重机跨度)
钢丝钳
2
各线均套聚氧子烯管保护
钢丝钳
描图
3
各线头套异形编号管
钢丝钳电工刀
4
根据配线图编号
钢丝钳电工刀
描校
5
接同号接头
记号笔或打印编号管
6
各线头用套线鼻子再用冷压钳压接或烫锡
产品型号
LDA
部件图号
LD20.40.20C
共页
产品名称
电动单梁起重机
部件名称
封闭司机室电器设备安装
第页
工
序
号
工序
名称
工序内容
装配部门
设备及工艺装备
辅助材料
工时定额
(min)
1
将件1接线盒安装在操纵室顶上
电气部
活板手
2
将件2照明灯用件3、4、5、6固定好
活板手螺丝刀
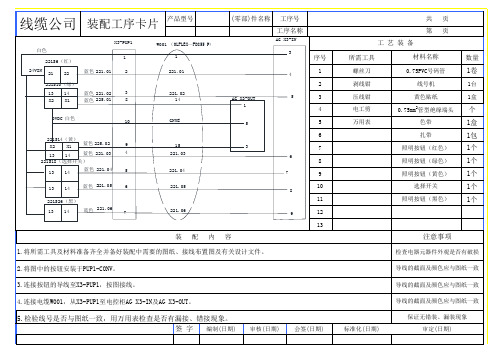
装配工艺卡片
4
AG X3-OUT
5
1
5
3 6
7
8
9
容
序号
1 2 3 4 5 6 7 8 9 10 11 12 13
1.将所需工具及材料准备齐全并备好装配中需要的图纸、接线布置图及有关设计文件。
2.将图中的按钮安装于PUP1-CONV。
3.连接按钮的导线至X3-PUP1,按图接线。
4.连接电缆W001,从X3-PUP1至电控柜AG X3-IN及AG X3-OUT。
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
共 页 第页
零 部 件
所需工具
螺丝刀 剥线钳 压线钳 电工剪 万用表 电动起子机 活动扳手
材料名称
号码管 线号机 黄色贴纸 0.75mm2管型绝缘端头 管型绝缘端头 色带 扎带 螺钉 螺母 弹片 垫片 电机(0.25KW)
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
共 页 第页
零 部 件
所需工具
螺丝刀 剥线钳 压线钳 电工剪 万用表 电动起子机 活动扳手
材料名称
号码管 线号机 黄色贴纸 0.75mm2管型绝缘端头 管型绝缘端头 色带 扎带 螺钉 螺母 弹片 垫片 行程开关 光电开关 光电开关配套的夹子 光电开关反光板
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
共 页 第页
零 部 件
所需工具
螺丝刀 剥线钳 压线钳 电工剪 万用表 电动起子机 活动扳手
装配工艺过程卡片
安全钳底座连接
3.检验
3.检验
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
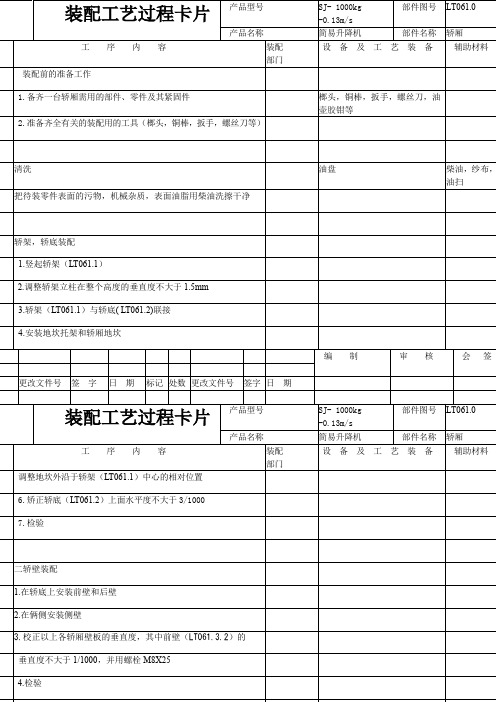
装配工艺过程卡片
产品型号
SJ- 1000kg -0.13m/s
部件图号
LT061.1
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
装配工艺过程卡片
产品型号
SJ- 1000kg -0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ- 1000kg -0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
真空装配工艺过程卡片

15 底图 16 号: 装订 17 号:
检 验 矩、灵活性。
质检部
涂 漆 第一层涂防锈磁漆,第二层面漆涂 涂 装 涂 中灰漆。
包装
阀体内壁、内件表面、密封面涂防 锈油,装铭牌,拧紧锁紧螺母,装 法兰端封盖、阀杆防护套。木箱包 装。
装配 成品 库
标志 处 更改文件 签 日期
数号
字
标志
处数 更改 签 日期 文件 字 号
定位后预紧顶紧螺栓。
5
装 配 将蝶板配上摩擦片用销轴跟摆臂相 装 配 装 配
连,上开槽螺母及开口销,将三只
弹簧按位装入蝶板与摆臂之间。
6
将阀杆向下穿过下轴套、上对开
装 配 环、O形圈后将下端盖装上,上四只 装 配 装 配
六角螺栓并锁紧。
7
装 配 在阀体内调整蝶板中心与阀体流道 装 配 装 配
中心一致后,锁紧摆臂上的顶紧螺
栓。
8
装 配 将O形圈装入蝶板凹形密封槽内。装 装 配 装 配
注脂阀。
9
压力/ 压力试验按GB/T 13927-1992的规 装 配 试 压
真空 定;真空试验按
检验
试 验 JB 131630的规定。检查有无泄漏情
况,并做好记录。
10
结构总长,法兰尺寸,阀门开关力
11
描 12 图:
13 描 14 较:
良精集团 有限公司
产品型号
GID200
装配工艺过程卡片
产品名称
蝶式平 板真空阀序Βιβλιοθήκη 名称工序内容车间
1
清 洗 所有零部件清洗。
装配
2
装 配 将装有O形圈的上轴套用紧定螺钉跟 装 配 装 配
阀体装配。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QYKS-1EGA
图号
3XZX2.301.130GZP
装入件及辅助材料
工作地
工
序号
工
种
工序(步)内容及要求
设备
及
工装
工时
定额
序号
代号、名称、规格
数量
1
QYKS-1EGA整机
1
内容:
壁纸刀
1把
2
检封标签
2
1.取控水器整机,然后将下壳体,控水器整机及外罩,(注意外罩是与内壳体错开不装配),将它们叠放在一起。
直格尺
1把
3
泡沫包装盒3XZX8.865.159
1
打包机
1台
4
使用说明书
(QYKS-1型)
1
托盘
若干
5
泡沫包装盒上盖
3XZX8。865。160
1
6
大包装箱(准备好)
1/12
7
小包装盒
3XZX8.865.158
1
8
装箱单3XZX8.815.045
1
9
备件(包装好)
1
10
塑料袋240*200
1
11
打包带
装入件及辅助材料
工作地
工
序号
工
种
工序()内容及要求
设备
及
工装
工时
定额
序号
代号、名称、规格
数量
1
小包装盒
1
内容
出厂日期戳
1枚
2
大包装箱
1/12
1.取小包装盒,在出厂日期后面盖出厂日期章,用印章1EGA在小包装盒的型号后面卡型号印章,在型号下面卡版本号及阀门代号印章,注意版本号印章要与阀门代号印章组合在一起印,两项中间加一半角空格符,详见GY2005.005及补充工艺说明。
3.将打标完的控水器放到传送带上。
要求:
1.打标位置参见工艺封样。
工艺定额:
旧底图总号
底图总号
设计
3XZX2.301.130GZP
审核
日期
签名
第12页共17页
更改标记
数量
更改图号
签名
日期
描图:描校:
GS16a
装配工艺过程卡片
产品名称
金龙卡控水器
名称
包装准备
产品型号
QYKS-1EGA
图号
3XZX2.301.130GZP
1个
7
数字印章
1套
8
9
要求:
1:运送及时保证生产节拍,不延误生产.
2:运输过程中不得对机器
及半成品造成任何损伤.
工艺定额:
旧底图总号
底图总号
设计
3XZX2.301.130GZP
审核
日期
签名
第13页共17页
更改标记
数量
更改图号
签名
日期
描图:描校:
GS16a
装配工艺过程卡片
产品名称
金龙卡控水器
名称
包装1,2
GS16a
装配工艺过程卡片
产品名称
金龙卡控水器
名称
打标
产品型号
QYKS-1EGA
图号
3XZX2.301.130GZP
装入件及辅助材料
工作地
工
序号
工
种
工序(步)内容及要求
设备
及
工装
工时
定额
序号
代号、名称、规格
数量
1
控水器整机
1
内容:
打标机1台
2
包装箱
1
1.取调试检验合格控水器整机在指定位置打标。
2.取调试检验合格下壳体,单独包装成箱,用打包机打包成#形。
12
流水号标签
1
13
合格证(控水器用)
1
14
要求:
1:包装顺序正确整齐美观.
2:包装准确,不多装少装.
3:维护设备,保持卫生.
工艺定额:
旧底图总号
底图总号
设计
3XZX2.301.130GZP
审核
日期
签名
第14页共17页
更改标记
数量
更改图号
签名
日期
描图:描校:
2:将上步完成整机用塑料包装袋装好,放进装箱单、合格证、备件(包装好)、使用说明书,然后装入泡沫包装盒中。
3:取泡沫包装盒上盖,将其盖在泡沫包装盒上。
4.将流水号标签剪裁好,然后贴到控水器包装盒指定位置上。
5:将12个小包装盒包好一起放进大包装箱中,将大包装箱用打包带打成#字型。
6:将打包完的大包装箱放置托盘上。
2.使其折叠成盒,使其一端用检封封好。
3.取大包装箱,在型号后面卡型号印章。
4.将流水号标签剪裁好。
5.取下壳体包装箱,盖下壳体型号(下壳体A型或下壳体B型)及装箱数量印章,印章位置参见工艺封样。
双色印台
1个
3
金龙卡控水器半成品
1
型号印章1EGA
1个
4
版本号印章
1个
5
阀门代号印章
1个
6
下壳体型号印章