AS 2001.2.26
为取样定理做出贡献的科学家

2001 年 2 月 26 日,香农在马萨诸塞州辞世,享年 85 岁,贝尔实验室和 MIT 发表的讣告都尊崇香农为信息论及数字通信时代的奠基人。
香农理论的重要特征是熵(entropy)的概念,他证明熵与信息内容的不确 定程度有等价关系。熵曾经是波尔兹曼在热力学第二定律引入的概念,可以把 它理解为分子运动的混乱度。信息熵也有类似意义,指的是信息体系的混乱程 度,它在控制论、概率论、数论、天体物理、生命科学等领域都有重要应用, 在不同的学科中引申出的更为具体的定义,是各领域十分重要的参量。
扩展阅读
为 取样定理做出贡献 的科 学家
取样定理,即采样定理,是信息论、通讯与信号处理学科中的基本理论和 重要结论,它是由美国物理学家奈奎斯特在 1928 年首先提出,因此也称为奈 奎斯特取样定理;1933 年,苏联科学家科捷利尼科夫首次用公式严格地表述这 一定理,因此在苏联文献中称为科捷利尼科夫取样定理;1948 年,信息论的创 始人,美国科学家香农对这一定理加以明确说明,并。
1917 年~1934 年,奈奎斯特在 AT&T 公司工作,后转入贝尔电话实验室 工作,直到 1954 年从贝尔实验室退休。1976 年 4 月 4 日,奈奎斯特在美国得 克萨斯州逝世。
作为贝尔电话实验室的工程师,奈奎斯特在热噪声和反馈放大器稳定性方 面做出了很大的贡献。他早期的理论性工作是关于确定传输信息的需满足的带 宽要求,在《贝尔系统技术》期刊上发表了《影响电报速度传输速度的因素》 文章,为后来香农的信息论奠定了基础。
重庆市劳动和社会保障局关于公布失效的规范性文件目录的通知
重庆市劳动和社会保障局关于公布失效的规范性文件
目录的通知
文章属性
•【制定机关】重庆市劳动和社会保障局
•【公布日期】2008.12.25
•【字号】渝劳社办发[2008]323号
•【施行日期】2008.12.25
•【效力等级】地方规范性文件
•【时效性】现行有效
•【主题分类】
正文
重庆市劳动和社会保障局关于公布失效的规范性文件目录的
通知
(渝劳社办发〔2008〕323号)
各区县(自治县)劳动和社会保障局:
按照《重庆市人民政府办公厅关于贯彻实施〈重庆市行政立法基本规范(试行)〉和〈重庆市行政执法基本规范(试行)〉的通知》(渝办发〔2008〕290号)要求,我局对重庆直辖以来至2009年12月31日以前,施行已满和将满5年的重庆市劳动和社会保障局规范性文件(包括重庆市再就业工程领导小组、重庆市再就业工程领导小组办公室、重庆市社会保障监督委员会、重庆市劳动争议仲裁委员会制发的规范性文件,下同)进行了清理。
现将因适用期已过、工作任务完成、政策调整等原因已经失效的136件重庆市劳动和社会保障局制发的规范性文件目录予以公布,从本通知发文之日起,公布的规范性文件失效。
附件:重庆市劳动和社会保障局已失效的136件规范性文件目录
二○○八年十二月二十五日
附件:
重庆市劳动局关于企业职工违反劳动纪律被企业除名后是否享受经济补偿的批复。
D R I L L S 2001年版商品目录说明书
D R I L L S2001N O T E SiI N D E XFractional Sizes,118°Point,Surface Treated . . . . . . . . . . . . . . . .1600 . . . . .1Fractional Diameters,118°Point,Bright .1600 . . . . .1Fractional Diameters,118°Point,TiN Coated . . . . . . . . . . . . . . . . . . . .1600 . . . . .1Wire Sizes,118°Point,Surface Treated .1601 . . . . .2Wire Sizes,118°Point,Bright . . . . . . . .1601 . . . . .2Wire Sizes,118°Point,TiN Coated . . . . .1601 . . . . .2Letter Sizes,118°Point,Surface Treated .1602 . . . . .3Letter Sizes,118°Point,Bright . . . . . . .1602 . . . . .3Letter Sizes,118°Point,TiN Coated . . . .1602 . . . . .3Metric Sizes,118°Point,Surface Treated 1603 . . . .4–6Metric Sizes,118°Point,Bright . . . . . . .1603 . . . .4–6J O B B E R S L E N G T H , H E A V Y D U T YHigh Speed SteelFractional Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1604 . . . . .7Fractional Diameters,135°Split Point,TiN Coated . . . . . . . . . . . . . . . . . . . .1604 . . . . .7Wire Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1605 . . . . .8Wire Sizes,135°Split Point,TiN Coated .1605 . . . . .8Letter Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1605-A . . . .9Letters Sizes,135°Split TiN Coated . . .1605-A . . . .9CobaltFractional Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1606 . . . .10Wire Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1607 . . . .11Letter Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1608 . . . .12Fractional Sizes,118°Point,Surface Treated . . . . . . . . . . . . . . . .1609 . . .13–14Fractional Sizes,118°Point,Bright . . . . .1609 . . .13–14Wire Sizes,118°Point,Surface Treated .1610 . . . .15Letter Sizes,118°Point,Bright . . . . . . .1611 . . . .16S C R E W M A C H I N E L E N G T H S , H E A V Y D U T YHigh Speed SteelFractional Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1612 . . . .17Fractional Sizes,135°Split Point,TiN Coated . . . . . . . . . . . . . . . . . . . .1612 . . . .17Wire Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1613 . . . .18Wire Sizes,135°Split Point,TiN Coated .1613 . . . .18Letter Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1614 . . . .19CobaltFractional Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1615 . . . .20Wire Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1616 . . . .21Letter Sizes,135°Split Point,Surface Treated . . . . . . . . . . . . . . . .1617. . . .22R E D U C E D S H A N KHigh Speed Steel1/2" Round Shank S &D,118°Point,Surface Treated . . . . . . . . . . . . . . . .1618 . . . .23S E T SDrill Sets . . . . . . . . . . . . . . . . . . . . . . . . .1619 . . .24–25LIST STYLENO.PAGE Drill Feeds And Speeds . . . . . . . . . . . . . . . . . . . . . . . .30Trouble Shooting Guide . . . . . . . . . . . . . . . . . . . . . . . .31Tap Drill Sizes For Metric Screw Threads . . . . . . . . . . .34Hardness Conversion Table . . . . . . . . . . . . . . . . . . . . .35LIST STYLENO.PAGEI N D E XSurface TreatedTiN Coatedii1J O B B E R S L E N G T H , H I G H S P E E D S T E E LG E N E R A L P U R P O S E , J O B B E R S L E N G T H D R I L L118°P o i n t , S u r f a c e T r e a t e d , B r i g h t , o r T i N C o a t e dG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SDesigned for portable and machine drilling in a broad range of steel,ferrous and non-ferrous materials (bright finish in non-ferrous),under many different conditions.TiN coating with increased surface hardness allows for extended tool life,greater lubricity,betterchip ejection,increased productivity,and lower horsepower requirements.J O B B E R S L E N G T H , H I G H S P E E D S T E E L2J O B B E R S L E N G T H , H I G H S P E E D S T E E L3L e t t e r S i z e sG e n e r a l P u r p o s e , 118°P o i n tP A C K A G I N GA to N — 12 per package O to Z — 6 per packageEDP NO.EDP NO.J O B B E R S L E N G T H , H I G H S P E E D S T E E L4c o n t i n u e dM E T R I C , J O B B E R S L E N G T H D R I L L118°P o i n t (M a n u f a c t u r e d t o D I N S t a n d a r d s ),B r i g h t F i n i s h t o .50, S u r f a c e T r e a t e d .55 a n d L a r g e rG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SDesigned for portable and machine drilling in a broad range of steel,ferrous and non-ferrous materials (bright finish in non-ferrous),under many different conditions.TiN coating with increased surface hardness allows for extended tool life,greater lubricity,better chip ejection,increased productivity,and lower horsepower requirements.J O B B E R S L E N G T H , H I G H S P E E D S T E E L5c o n t i n u ed Me t r i c S i z e sG e n e r a l P u r p o s e , 118°P o i n tFLUTE LENGTHOVERALL LENGTH EDP NO.c o n t i n u ed FLUTE LENGTH OVERALL LENGTH EDP NO.c o n t i n u e dJ O B B E R S L E N G T H , H I G H S P E E D S T E E L6J O B B E R S L E N G T H , H I G H S P E E D S T E E LM E D I U M D U T Y , J O B B E R S L E N G T H D R I L L135°S p l i t P o i n t , S u r f a c e T r e a t e d o r T i N C o a t e dG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SMedium duty aircraft type B drills are designed for more demanding applications.The 135°split point is self-centering,reduces thrust is quick start-ing and highly accurate.ideal for portable or machine drilling of low tensile strength alloy material and stainless steels.TiN coating with increased surface hardness allows for extended tool life,greater lubricity,better chip ejection,increased productivity,and lower horsepower requirements.J O B B E R S L E N G T H,H I G H S P E E D S T E E LJ O B B E R S L E N G T H,H I G H S P E E D S T E E LH E A V Y D U T Y,J O B B E R S L E N G T H D R I L L135°S p l i t P o i n t,S t r a w F i n i s hG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SHeavy duty aircraft type J drills are designed for tough,high tensile strength materials such as PH stainless steel, titanium,and inconel.The heat resistant cobalt material in combination with the 135°degree self-centering split point reduces thrust,is quick starting and highly accurate.Ideal for machine drilling.J O B B E R S L E N G T H,C O B A L T H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H , H I G H S P E E D S T E E Lc o n t i n u e dG E N E R A L P U R P O S E , S C R E W M A C H I N E L E N G T H D R I L L H i g h S p e e d S t e e l , 118°P o i n t , S u r f a c e T r e a t e dG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SPrimarily used in screw machines.Shorter flute and overall length provides increase rigidity in machine drilling resulting in lessdeflection,increased tool life,and better hole accuracy.Designed to drill in a wide variety of low tensile strength materials.S C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H , H I G H S P E E D S T E E LH E A V Y D U T Y , S C R E W M A C H I N E L E N G T H D R I L L 135°S p l i t P o i n t , S u r f a c e T r e a t e d o r T i N C o a t e dG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SHeavy duty,aircraft type C drills are ideal for portable drilling.The 135°split point is self-centering,reduces thrust,and is quick starting.The short rugged constructions performs will in a broad range of materials in the iron and steel families.TiN coating with increased surface hardness allowsfor extended tool life,greater lubricity,better chip ejection,increased productivity,and lower horsepower requirements.S C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H,C O B A L T H I G H S P E E D S T E E Lrugged construction performs well in a broad range of materials especially high alloys and work hardened material.T5F r a c t i o n a l S i z e sH e a v y D u t y,135°S p l i t P o i n tP A C K A G I N G1/16 to 19/64 — 12 per envelope5/16 to 1/2 — 6 per envelopeEDP NO.SIZE EQUIV.LENGTH LENGTH FINISH1/16.06255/81-5/8687005/64.078111/161-11/16687013/32.09383/41-3/4687027/64.109413/161-13/16687031/8.12507/81-7/8687049/64.140615/161-15/1668705S C R E W M A C H I N E L E N G T H,C O B A L T H I G H S P E E D S T E E LS C R E W M A C H I N E L E N G T H,C O B A L T H I G H S P E E D S T E E LR E D U C E D S H A N K D R I L L S , H I G H S P E E D S T E E L1/2 RO U N D S H A N K S & D D R I L L , R E D U C E D S H A N K D R I L LH i g h S p e e d S t e e l , 118°P o i n t , S u r f a c e T r e a t e dG E N E R A L F E A T U R E S A N D A P P L I C A T I O N SFor use in a 1/2" diameter portable drill chuck.Precision ground for a high degree of concentricity between the shank and body diameter.Ideal for drilling in low and medium tensile mon flute and overall lengths allow for minimal adjustment during tool change.S E T S118°J O B B E R S L E N G T H,G E N E R A L P U R P O S E,H I G H S P E E D S T E E L118°M E T R I C J O B B E R S L E N G T H,G E N E R A L P U R P O S E,H I G H S P E E D S T E E LS E T S135°M E D I U M D U T Y , J O B B E R S L E N G T H , H I G H S P E E D S T E E L135°H E A V Y D U T Y , J O B B E R S L E N G T H , C O B A L T H I G H S P E E D S T E E LS E T S118°G E N E R A L P U R P O S E,S C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E L135°M E D I U M D U T Y,S C R E W M A C H I N E L E N G T H,H I G H S P E E D S T E E L135°H E A V Y D U T Y,S C R E W M A C H I N E L E N G T H,C O B A L T H I G H S P E E D S T E E LS E T S27118°1/2 R E D U C E D S H A N K , H I G H S P E E D S T E E LT E C H N I C A L I N F O R M A T I O N28D RI L L N O M E N C L A T U R EAxis – The imaginary straight line which forms the longitudinal center line of the drill.Back Taper – A slight decrease in diameter from front to back in the body of the drill.Body – The portion of the drill extending from the shank or neck to the outer corners of the cutting lips.Body Diameter Clearance – That portion of the land that has been cut away so it will not rub against the walls of the hole.Chisel Edge – The edge at the end of the web that connects the cut-ting lips.Chisel Edge Angle – The angle included between the chisel edge and the cutting lip,as viewed from the end of the drill.Clearance – The space provided to eliminate undesirable contact between the drill and the workpiece.Clearance Diameter – The diameter over the cut away portion of the drill lands.Drill Diameter – The diameter over the margins of the drill measured at the point.Flutes – Helical or straight grooves in the body of the drill to provide cutting lips,permit removal of chips and allow coolant to reach the cutting lips.Flute Length – The length from the outer corners of the cutting lips to the extreme back end of the flutes.Helix Angle – The angel made by the leading edge of the land with a plane containing the axis of the drill.Land – the peripheral portion of the body between adjacent nd Width – The distance between the leading edge and the heel of the land measured at a right angle to the leading edge.Lead – The axial advance of the leading edge of the land in one turnaround the circumference.Lips – The cutting edges of a two-flute drill extending from the chisel edge to the periphery.Lip Relief – The axial relief angle at the outer corner of the lip.It is measured by projection into a plane,tangent to the periphery,at the outer corner of the lip.Margin – The cylindrical portion of the land which is not cut away to provide clearance.Overall Length – The length from the extreme end of the shank to the outer corners of the cutting lips.It does not include the conical shank end,often used on straight shank drills,or the conical cutting point.Point – The cutting end of a drill,made up of the ends of the lands and the web.In form it resembles a cone but departs from a true cone to furnish clearance behind the cutting lips.Point Angle – The angle included between the cutting lips,projected upon a plane parallel to the drill axis and parallel to the two cutting lips.Relative Lip Height – The difference in indicator reading between the cutting lips of the drill.It is measured at a right angle to the cutting lip at a specific distance from the axis of the drill.Relief –The result of the removal of tool material behind the cutting lip and leading edge of the land to provide clearance and prevent rub-bing.Web – The central portion of the body that joins the lands.The extreme end of the web forms the chisel edge on a two-flute drill.Web Thickness – The thickness of the web at the point,unless anoth-er specific location is specified.Web Thinning – The operation of reducing the web thickness,at the point,to reduce drilling thrust.T E C H N I C A L I N F O R M A T I O NS P E E D S F O R D R I L L I N GCUTTING POINTSPEED POINT ANGLEMATERIAL BEING DRILLED(SFM)STYLE(DEGREES)FEED RATE Aluminum Alloys200-300Conventional118Medium to Heavy Magnesium Alloys200-300Conventional118Medium to Heavy Brass and Bronze75-150Conventional118Medium to Heavy Cast IronSoft75-125Conv.or Split118 or 135Medium to Heavy Medium Hard50-100Conv.or Split118 or 135MediumHard Chilled10-20Conventional118Light to Medium Malleable75-125Conv.or Split118 or 135MediumSteelMild,.2 to .3 Carbon50-100Conventional118Medium to Heavy Medium,.4 to .5 Carbon45-80Conventional118MediumTool,1.2 Carbon40-60Conventional118MediumForgings40-60Conventional118MediumAlloy,300 to 400 BHN20-30Conv.or Split118 or 135MediumHigh TensileRc 35-4030-40Conv.or Split118 or 135MediumRc 40-4525-35Conv.or Split118 or 135MediumRc 45-5015-25Conv.or Split118 or 135Light to Medium Rc 50-557-15Conv.or Split118 or 135Light to Medium Maraging,Heat Treated7-20Conv.or Split118 or 135MediumMaraging,Annealed40-55Conv.or Split118 or 135Light to Medium Titanium AlloysCommercially Pure50-60Heavy Duty Split135Medium5AI-2Sn,8Al-1 Mo-1V20-45Heavy Duty Split135Medium2Fe-2Cr-Mo Annealed6Al-4V,4Al-4Mn,7Al-4Mo20-35Heavy Duty Split135Medium5Al-2Sn,8Al-1Mo-1V15-20Heavy Duty Split135Medium2Fe-2Cr-Mo SolutionTreated and AgedHigh Temperature AlloysCobalt Base,HS25,S816,V367-20Heavy Duty Split135MediumINCO 800,A286,N1557-20Heavy Duty Split135MediumNickel Base,Inconel 700,5-15Heavy Duty Split135MediumU500,Rene 41Monel Metal30-50Heavy Duty Split135Medium Stainless SteelFree Machining,303,416,42030-100Heavy Duty Split135MediumAustenitic,300 Series20-60Heavy Duty Split135MediumFerritic,400 Series20-60Heavy Duty Split135MediumMartensitic,Heat Treated10-30Heavy Duty Split135MediumPlastics and Related Materials100-200Low Angle90Medium to Heavy Zinc Alloys150-250Conventional118Medium to Heavy The speeds shown are for average conditions where coolant can be efficiently applied.Where the strength of the drill is not a critical factor and where the workpiece can be rigidly supported.When one or more of these conditions vary,the speeds must be adjusted accordingly.29T E C H N I C A L I N F O R M A T I O N30F E E D R A T E P E R R E V O L U T I O N F O R D R I L L SDRILL DIAMETER FEED PER REVOLUTIONRANGELIGHTMEDIUMHEAVY1/16 Thru 1/8.0005–.0010.0010–.0020.0020–.0030Over 1/8 Thru 1/4.0010–.0030.0030–.0050.0050–.0070Over 1/4 Thru 1/2.0030–.0050.0050–.0070.0070–.0090Over 1/2 Thru 3/4.0050–.0080.0080–.0110.0110–.0140Over 3/4 Thru 1.0080–.0110.0110–.0140.0140–.0170Over 1.0120–.0150.0150–.0200.0200–.0250The feed rates shown are for average conditions where coolant can be efficiently applied,where the strength of the drill is not a critical factor and where the workpiece can be rigidly supported.When one or more of these conditions vary; the feeds must be adjusted accordingly.S P E E D S A N D F E E D S F O R D E E P H O L E D R I L L I N GHoles which must be drilled three or more diameters deep fall into the “Deep Hole”drilling class and some adjustment of speeds and feeds is necessary.The deeper the hole,the greater the tendency for chip to pack and clog the flutes of the drill.This increases the amount of heat generated and prevents coolant from reaching the drill points.Heat buildup will eventually result in premature failure.Step drilling,that is,drilling a short distance and then retracting the drill,will often reduce the chip packing.The deeper the hole the more often the drill must be retracted.A reduction in speed and feed to reduce the amount of heat generated is generally required in most deep-hole applications where coolant cannot be effectively applied.S P E E D A N D F E E D R E D U C T I O N P E R C E N T A G E S F O R D E E P H O L E D R I L L I N GREDUCE REDUCE HOLE DEPTHSPEED BYFEED BY3 x Drill Diameter 10%10%4 x Drill Diameter 20%10%5 x Drill Diameter 30%20%6 x Drill Diameter 40%20%S P E E D C A L C U L A T I O N S F O R D R I L L I N GSurface Feet Per Minute (SFM) = .26 X RPM X Drill DiameterRevolutions Per Minute (RPM) =SFMDrill DiameterT E C H N I C A L I N F O R M A T I O NT R O U B L E S H O O T I N G G U I D E F O R D R I L L SPROBLEM PROBABLY CAUSESCorners break down.Cutting speed too high.Hard spots in material.Insufficient coolant at drill point.Flutes clogged with chips.Cutting lips chip.Too much feed.Lip relief too great.Margin chips.Oversize drill bushing.Drill breaks.Point improperly ground.Too much feed.Drill is dull.Flutes clogged with chips.Tang breaks.Imperfect fit between taper shank and socket caused by dirt or chips.Socket is burredor badly worn.Drill splits up center.Not enough lip relief.Too much feed.Drill will not enter work.Drill is dull.Not enough lip relief.Web is too heavy.Surface of hole is rough.Point improperly ground or dull.Insufficient coolant at drill point.Too much feed.Workholding device not rigid.Hole is oversize.Unequal point angles.Unequal length of cutting edges.Machine spindle bearings may be worn.Chip shape changes while drilling.Drill is dull.Cutting lips are chipped.Large chip coming out of one flute,Point is improperly ground and one lip is doing all of the cutting.small chip coming out of the other.31T E C H N I C A L I N F O R M A T I O N32T E C H N I C A L I N F O R M A T I O Ndrilled.The actual percent of thread engagement may be determined by pin gaging the hole.33T E C H N I C A L I N F O R M A T I O NT A P D R I L L S I Z E S F O R M E T R I C S C R E W T H R E A D S34T E C H N I C A L I N F O R M A T I O N35H A R D N E S S C O N V E R S I O N T A B L EROCKWELL HARDNESS TENSILE BRINELL STRENGTH CBAHARNESS(PSI)70–86.6––69–86.1––68–85.6––67–85.0––66–84.5––65–83.9––64–83.4––63–82.8––62–82.3––61–81.8––50–81.2–314,00059–80.7–306,00058–80.1–299,00057–79.6–291,00056–79.0–284,00055–78.5–277,00054–78.0–270,00053–77.4–263,00052–76.8500256,00051–76.3487250,00050–75.9475243,00049–75.2464236,00048–74.7451230,00047–74.1442223,00046–73.6432217,00045–73.1421211,00044–72.5409205,00043–72.0400199,000ROCKWELL HARDNESS TENSILE BRINELL STRENGTH CBAHARNESS(PSI)42–71.5390194,00041–70.9381188,00040–70.4371182,00039–69.9362176,00038–69.4353171,00037–68.9344166,00036–68.4336162,00035–67.9327157,00034–67.4319153,00033–66.8311149,00032–66.3301144,00031106.065.8294140,00030105.565.3286136,00029104.564.7279132,00028104.064.3271129,00027103.063.8264126,00026102.563.3271123,00025101.562.8253120,00024101.062.4247117,00023100.062.0243114,0002299.061.5237112,0002198.561.0231110,0002098.060.5226108,0001796.059.0215–1594,057.5204–1292.056.5194–990.055.0184–A Talbots Holdings Company200 Front Street Millersburg, Pennsylvania 17061 800-682-8832Fax: 717-692-270762-23047。
房地产行业涉及的行业
房地产行业涉及的行业房地产行业涉及大的行业37个,因此,很多都是依托房地产求生存,我这里提供这些主要行业,你可以根据你自己掌握的资源选择进入:一、工程设计类1、概念规划设计2、修建性详规设计3、建筑单体初步设计、施工图设计4、室内装修设计5、园林景观方案设计、扩初设计、施工图设计6、玻璃幕墙设计7、智能化设计8、照明设计9、市政管线设计10、道路设计11、基坑支护设计12、张拉膜设计13、雕塑设计14、音乐喷泉设计二、工程承包类1、土石方开挖2、护坡、降水3、桩基础工程4、房屋建安工程5、精装修工程6、预应力工程7、玻璃幕墙施工工程8、铝合金玻璃窗9、保温工程10、变配电工程11、市政给排水工程12、燃气工程13、消防工程14、采暖工程15、热水工程16、结构加固工程17、玻璃拦板工程三、试验类1、室内环境检测2、结构检测3、桩基检测4、门窗检测四、土建材料类1、钢筋2、商品混凝土3、钢型材、板材4、不锈钢型材、板材5、水泥、沙石6、原木、方木、板材7、户门、防火门、装饰木门、防盗门8、砖砌块9、五金配件10、防水材料11、玻璃五、装修材料类1、天然石材、人造石材2、瓷质地砖、墙砖3、油漆、涂料4、木制饰面材料5、墙纸6、木制地板7、家具8、橱柜、橱具、家电9、灯饰、水龙头、面盆、洁具及其配件10、门窗五金配件六、水、电、采暖、通风材料1、 PVC、UPVC、PP-R、PE、复合管、热镀锌钢管、球墨铸铁管等室内外给排水管2、电线电缆母线槽、PVC线槽3、开关、插座4、水泵(含控制柜)5、消防栓(箱)6、变频控制器7、交接箱8、游泳池设备9、通风机、消声器10、玻璃钢风管11、非远传式智能水表12、排水管道井铸铁井盖13、气熔胶灭火装置14、高低压配电柜、箱15、高低压开关16、电缆桥架17、小型断路器18、等电位接线箱19、干式变压器20、柴油发电机组21、非远传式智能电表22、车辆道闸装置23、电子巡更装置24、空调25、智能家居布线箱26、可视对讲设备27、监视器28、球形摄象机(含云台、支架等)29、硬盘录象机30、多画面切换器31、红外对射探头32、消防广播系统设备33、智能化系统设备34、热水设备35、散热器七、园林绿化类1、园林景观施工2、雕塑、小品、假山3、背景音乐工程、音箱4、植物八、营销类1、广告代理公司2、楼盘现场包装及制作3、楼盘效果图绘制4、楼盘模型制作5、公关活动策划及组织6、影视广告投放、礼品制作7、展位设计及制作8、样板间配饰9、三维动画制作10、楼书设计及印刷九、其他类1、专业培训机构2、专业印刷机构3、专业礼仪公司4、企业咨询顾问机构5、办公设备及耗材6、文具用品房地产企业实用法律法规大全—法律法规-737DOC房地产企业实用法律法规大全-737DOC房地产法规一、综合10中华人民共和国城市房地产管理法(1994。
穆托姆博简介——ppt大作业
慈祥?
霸气
个人 历程
伤病
OVER
让我们记住我们 的传奇。。。
不 仅 如 此
穆大叔很可怕!
小样。。。这也敢!
BACK
很eazy:就是 摇手指,不停 不服 滴摇。。。 啊!?
BACK
噶摇 噶死 噶你 。, 。噶 。
慈祥?
霸气
个人 历程
伤病
OVER
荣获2000-01赛季NBA“最佳防守球员”称号;第三次入选“最佳防守阵容”( 1997-98, 1996-97赛季);入选NBA“第二阵容” 冷知识 2001年,第7次参加“全明星大赛” 穆托姆博并不知自己准确的出生年月,现在的出生年月是去美国后 2001年12月28日,对明尼苏达狼队,完成职业生涯第2500次盖帽,列NBA历史第7 自己编的。 位 在一次成功的封盖后,穆托姆博通常会对被封盖的队员摇动自己的 1999-2000赛季,平均每场篮板14.1,列NBA第1位;投篮命中率0.562,盖帽3.28, 食指。 列NBA第2位 穆托姆博能够流利的以下面几种语言交流:英语、法语、西班牙语、 荣获“本周最佳球员”称号(2000年1月30日),平均每场得分13.7,篮板19.7 葡萄牙语、林加拉语、奇卢伯语,以及多种非洲方言。 穆托姆博还曾 入选“第二防守阵容”( 1994-95和1998-99赛季) 经入选2002年的NBA采访阵容。 入选1997-98赛季NBA“第三阵容” 作为掘金队新秀的穆托姆博曾经问乔丹能否闭眼投进罚球。乔丹闭 1994-95赛季,抢得篮板总数1029次;1996-97赛季,抢得篮板总数929次,均列 眼之后成功进球,然后告诉穆托姆博:“欢迎来到NBA”。 NBA第1位 1997年的NBA季后赛中,穆托姆博称乔丹从未在自己的头上扣篮过。 1998年4月5日,对明尼苏达狼队,完成职业生涯第2000次盖帽 乔丹随后就在比赛中成功扣篮,并且对穆托姆博模仿其最著名的摇动手 荣获“本周最佳球员”称号(1997年11月9日),6场比赛,平均每场得分15.7,篮板 指动作。结果被NBA认为是侮辱对方球员,被判技术犯规。 12.8,盖帽4.83 2007年01月11日,火箭主场102-77轻取湖人,本场比赛穆托姆博首 荣获“本周最佳球员”称号(1996年12月1日),3场比赛,平均每场得分19.7,篮板 发出场,上场34分14秒,摘下19个篮板,并送出5次封盖,从而使自己 16.7,盖帽4.00 的个人总盖帽数达到3191次,超过贾巴尔的3189次成为NBA历史上第二 2009年4月11日,对金州勇士,全场比赛,穆大叔一共上场35分钟,7投3中、罚球 位。 5罚4中得到10分并抢下15个篮板,其中有5个前场篮板,此外还有4次封盖。42岁的穆 2007年03月04日穆托姆博在对阵掘金的比赛中全场贡献22个篮板 大叔也成为了NBA历史上年龄最大的拿下两双的球员。 球,成为NBA历史上首位年逾四十、并在一场比赛中抢下20个以上篮板 他的3289次盖帽在NBA历史上排名第2,仅次于火箭另一名传奇中锋哈基姆-奥拉朱 球的运动员。 旺。每当送给对方大帽后穆托姆博摇摆食指的动作已经成为他的标志性行动 2008年3月27日,在休斯顿火箭队对阵明尼苏达森林狼队比赛中场, 火箭为穆托姆博举行庆祝仪式,以表彰他在NBA做出的贡献。 2009年1月20日受邀参加奥巴马总统就职仪式,而他也是唯一受邀 BACK
ClaudeElwoodShannon

Claude Elwood ShannonClaude Elwood Shannon (1916.4.30~2001.2.26 )❖出生于美国Michigan州Petoskey的Gaylord小镇,父亲是商人,曾担任过审核遗嘱的法官,母亲是Gaylord中学校长,父子俩名字完全相同。
他的祖父是一位农场主兼发明家,发明过洗衣机和许多农业机械,对香农影响较大,此外香农的家庭与爱迪生有远亲关系。
❖1936年毕业于密歇根大学并获得数学和电子工程学士学位,1938年在MIT获电气工程硕士学位,1940年获得麻省理工学院(MIT)数学博士学位。
1941年他加入贝尔实验室数学部,在Bell工作了15年。
1956年当选为美国科学院院士,并成为麻省理工学院(MIT)客座教授。
❖1940-1941年他曾到普林斯顿高级研究所工作,开始认真思索与信息论和有效通信相关的想法和数学问题。
当时,贝尔实验室数学部正负责一个防空火力控制系统,要求Shannon回到贝尔参加这一研究工作,设计观测敌机或导弹、计算防空导弹的瞄准目标的定向器,这种装置大大支援了英国抗击德国V1和V2火箭的能力。
❖Shannon在贝尔与Nyquist、晶体管发明人Brattain,Bardeenh 和Shockley等在一起工作。
Shannon在这种环境中创建了信息理论、现代密码理论以及人工智能等方面的先驱工作。
❖贝尔是信息科学和技术的摇篮,既孕育了信息化社会的思想基础——信息论,也孕育了信息化社会的物质基础——晶体管和集成电路。
香农的贡献❖Shannon一生写了127篇文章,每篇文章都极富洞察力,为我们提供了全新的思想,很多文章都开辟了崭新的研究方向!❖1938年Shannon发表《继电器和开关电路的符号分析》一文,用布尔代数的“真”与“假”和电路系统的“开”与“关”对应起来,并用1和0表示,奠定了数字电路的理论基础;是20世纪中的一篇最重要也最为著名的硕士论文,成为数字电路设计的一个里程碑。
第九章智能纺织品ppt课件
智能纺织品在不同领域的应用
2001年意大利Corpo Nove公司设计开发出一款“懒人 衬衫”,其在衬衫面料中加入镍、钛和尼龙纤维,使之具有 形状记忆的特性。当外界气温偏高时,衬衫袖子会在几秒内 自动从手腕卷到肘部;当温度降低时,袖子能自动复原。
——形状记忆智能纺织品
46
智能纺织品在不同领域的应用
它们都具有一定的转变温度,在转变温度以上,金属 晶体结构是稳定的;在转变温度以下,晶体处于不稳定状态 ,当温度处于转变温度以上时,晶体则又会回到稳定结构状 态时的形状。
16
形状记忆纺织品
形状记忆合金类纺织品
一维形状记忆效应
二维形状记忆效应
17
形状记忆纺织品
形状记忆合金类纺织品 英国纺织机构研制的防烫伤服装中,镍钛合金纤维先
沾水: 雨淋:
GB/T 4745, ISO 4920, JIS L 1092,AATCC 22, EN 24920,AS 2001.2.16,CAN/CGSB-4.2 No.26.2 AATCC 35
透气性: ISO 9237,ASTM D737,GB/T 5453, JIS L1096,CAN/CGSB-4.2 No.36, AS 2001.2.34, DIN 53887
主动智能型纺织品 —对外界的刺激不仅可做到感知,还能 做到回应。形状记忆类纺织品就是最好的例子。
非常智能型纺织品 —对外界的刺激不仅可做到感知及回应 ,还能自动调节以适应外界的刺激。
2
智能温控纺织品 形状记忆纺织品 变色纺织品 防水透湿纺织品 电子信息智能纺织品
3
智能温控纺织品 智能温控纺织品
• 保温纺织品 • 凉爽纺织品 • 自动调温纺织品
4
智能温控纺织品
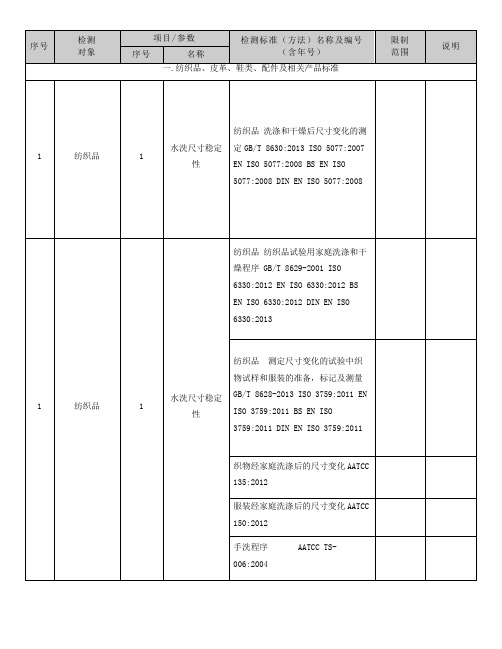
纺织品认可项目
纺织品物理试验方法-最大强力和在最大强力下伸长的测试-条样法AS 2001.2.3.1:2001
纺织品试验方法织物断裂强力的测定-条样法CAN/CGSB-4.2NO.9.1-M90:1990(R2013)
20
撕破强力
纺织品织物撕破性能第1部分:冲击摆锤法撕破强力的测定GB/T 3917.1-2009 ISO 13937-1:2000/Cor.1:2004 EN ISO 13937-1:2000 BS EN ISO 13937-1:2000 DIN EN ISO 13937-1:2000
耐光照色牢度AATCC 16.3:2012
纺织品色牢度试验方法-耐人造光照色牢度:氙弧灯AS2001.4.B02:2001
1
纺织品
8
耐光照色牢度
纺织品色牢度试验第B02部分:耐人造光照色牢度:氙弧灯CAN/CGSB4.2NO.18.3-97(R2010)
纺织品色牢度试验耐人造光色牢度:氙弧GB/T 8427-2008
耐海水色牢度AATCC 106:2013
纺织品色牢度试验-耐海水色牢度AS 2001.4.E02:2001
纺织品耐海水色牢度试验方法CAN/CGSB-4.2NO.21-M90(2013)
13
非氯漂色牢度
耐家庭洗涤非氯漂色牢度AATCC 172:2010
耐氯漂及非氯漂色牢度快速测试方法AATCC TS-001:2004
1
纺织品
14
耐水斑色牢度
纺织品色牢度试验耐水斑色牢度GB/T 5717:2013 ISO 105-E07:2010 EN ISO 105-E07:2010 BS EN ISO 105-E07:2010 DIN EN ISO 105-E07:2010