薄壁零件冲床机构设计计算说明书范本(doc 42页)
冲床范例说明

沖床範例說明範例:TM65-B52G
3D圖
展開圖
項目說明
方法一
說明
1.選定材料:下拉式選項,沖壓件材質一般設定為普通鋼材,這會影響重量與
材料價格。
2.體積、厚度、展開周長:可由solid works 量取,並直接輸入。
3.輸出之項目包含重量、材料費、總價,方便細項檢討使用。
方法二
說明
1.需延續方法一之輸入,因此方法一輸入區不可省略。
2.方法二採規格板切割數量計價,材料費用和展開長*寬有直接關係,此方式較
為準確。
3.建議採取方法二估價。
與資材估價結果比較
說明:
1.素材規格資材規格與研發solid works量取之規格有出入,造成素材價格不
一,然計價方式相同。
在此素材規格以rd較為準確。
2.加工費用與沖壓機台噸數有關,在此資材取40ton,RD取30ton,造成加工
費用不同。
估價程式之沖壓頓數依照計算選取,因此RD版本成本有壓低。
3.管銷、利潤都取5%。
4.總成本誤差13%
5.計價方式估價程式與資材整體是一致的,然素材選定與沖壓機台選定對價格
有絕對的影響性。
机械原理课程设计-薄壁零件冲床设计
机械原理课程设计院系:机电工程学院班级:机自本三**:**学号:***********目录一设计任务1. 设计题目2. 原始数据和设计要求二所选方案1 . 方案分析2 . 分析结论三机构的设计1 . 几何尺寸的确定2 . 机构运动简图的绘制3 . 机构的设计数据四. 从动件的运动规律及简图1 . 位移 s —ψ 简图2 . 速度 v —ψ 简图3 . 速度 a —ψ 简图1一、设计的任务1. 设计题目设计冲制薄壁零件(如图1 - 1 所示)的冲压机构及与相配合的送料机构。
上模先以比较快的速度接近坯料,然后以接近匀速进行拉延成型工作。
然后上模继续下行,将成品推出型腔,最后快速返回。
上模退出下模以后,送料机构从侧面将坯料送至待加工位置(下模上面),完成一个工作循环。
设计能使上模按照上述要求加工零件的冲压机构和从侧面送料的送料机构。
图 1 -122.原始数据图 1 -21 . 采用一台1 4 5 0 r / mi n 的三相异步电动机驱动,下模固定,从动件(执行构件)为上模,作上下往复直移运动,其大致运动规律如图 1 -2 所示,具有快速下沉、匀速工作进给和快速返回的特性。
2 . 机构应具有较好的传动性能,特别是工作段的压力角α 应尽可能小;传动角γ 大于或等于许用传动角 [ γ ] =4 0 °3 . 上模到达工作段之前,送料机构已将坯料送至待加工位置(下模上方)。
4 . 生产率约每分钟 7 0 件。
5 . 执行构件(上模)的工作长度 l =4 0 — 1 1 0 mm, 对应曲柄转角ψ = ( 1 / 3 — 1 / 2 )π;上模行程长度必须大于工作段长度的两倍以上,行程速度变化系数K≥ 1 . 5 。
7 . 送料距离 H=6 0 - 2 5 0 mm。
8 . 速度不均匀系数,波动 3 %- 5 %39 . 建议主动件角速度取ω =1 r a d/ s1 0 . 对机构进行动力分析,所需参数值建议如下选取( 1 )设连杆机构中各构件均为等截面匀质杆,其质心在杆长中点,而曲柄的质心与回转轴线重合。
机械原理课程设计(冲床设计)

(冲头预设位移-时间曲线)
二、 功能分解与工艺动作分解
(一)、功能分解: 为了实现冲床冲压成型的总功能,将功能分解为上料输
送功能,压制成型功能,增压功能,脱模功能,下料输送功能。 (二)、工艺动作过程:有以下工艺动作过程:
①利用成形板料自动输送机构或机械手自动上料,上料 到位后,输送机构迅速返回原位,停歇等待下一循环。
二、齿轮传动比的设定,由于方案1)中不需要过于复杂的速度转 换,所以将齿轮啮合机构中两齿轮的传动比定做1,即用两个 相同的齿轮,这样还可以保证良好的零件互换性。
三、对于C点的确定我们采取了计算与Solidworks- CosmosMotion仿真相结合的方法,最后精确的计算出C点 的准确位置,从而保证了机构具有匀速和急回的特性。
产品介绍
1、冲压机构:
AVI演示
COSMOSMotion仿真结果
2、步进输料机构:
3、主体设备:
外壳
整体效果
什么叫工作,工作就是斗 争。哪些地方有困难、有问题, 需要我们去解决。我们是为着 解决困难去工作、去争斗的。 越是困难的地方越是要去,这 才是好同志!
———《毛泽东语录》
鸣谢:
3)凸轮-连杆冲压机构
冲压机构是由凸轮- 连杆机构组合而成的, 依据滑块的运动要求, 可确定固定凸轮的轮 廓曲线。送料机构是 由曲柄摇杆与齿条机 构串连而成的,根据 机构运动循环图可确 定曲柄摇杆机构的尺 寸,机构可在预设时 间将工件送至待加工 位置。
希望提出指导与建议
1)齿轮-凸轮-连杆冲压机构 2)导杆-摇杆-滑块冲压机构 3)凸轮-连杆冲压机构
方案评价:
以上三个方案都满足设计的性能指标,从结 构的角度,方案1)的结构最为简单,最为 紧凑,同时可以调整冲头的冲程,可以满足 比较大的冲程范围的设计要求。方案2)、3) 相对来说结构较为复杂,不便于减少制造难 度和降低成本。综上所述,方案1)是三个 方案中最为合理的,所以选择方案1)作为最 终的设计方案。
半自动冲床工作机构设计
机械原理课程设计题目:半自动冲床工作机构设计院系:机械工程系班级:机电一体化(1)班姓名:杨志兴学号:201376492015 年6月21 日一、设计任务设计题目设计冲制薄壁零件(如图a所示)的冲压机构运动要求上模先以比较小的速度接近坯料,然后以匀速进行拉延成型工作。
以后上模继续下行,将成品推出型腔。
最后快速返回。
上模退出下模以后,送料机构从侧面将坯料送至待加工位置,完成一个工作循环。
一个周期内运动要求如图b所示二、方案设计方案一该冲压机构是由一个四连杆机构和一个摇杆滑块机构组合。
自由度为3×5-7×2=1,能够满足传动要求。
机构的加压时间短,一级传动角最大,效率高,成本低,但工作稳定性一般,加工难度大。
方案二冲压机构是由连杆滑块机构构成。
连杆机构可以通过对杆长的计算设计当选好合适的尺寸后,能够实现所需的行程速度比以及运动要求,通过铰连接与杆长的适合选择,能使机构既有较小的压力角和较为理想的传动角,使其达到运动功能,满足传动要求。
方案三冲压机构采用了双曲柄连杆机构,恰当的的选择点的轨迹和确定构件的尺寸,可以保证机构具有急回运动和工作段近似于匀速的特征,并使压力角尽可能的减小。
该机构可采用实验法进行设计;但要求较高时,可采用解析法或以实验法得到的结果作为初始值,进行优化设计。
三、方案选择冲压机构是在导杆机构的基础上,串联一个摇杆滑块机构组合而成的。
导杆机构按给定的行程速度变化系数设计,它和摇杆滑块机构组合可达到工作段近于匀速的要求。
适当选择导路位置,可使工作段压力角α较小。
在ABC 摆动导杆机构的摆杆BC 反向延长线的 D 点上加二级杆组连杆和滑块,组成六杆机构。
主动曲柄AB 匀速转动,滑块在垂直AC 的导路上往复移动,具有较大的急回特性。
四、设计计算(1)设机构的行程速比系数k =1.5, 可得极位夹角θ=180°(k-1)/(k+1)=36°(2)设AB=100mm,以A 为圆心,AB 长为半径作圆,根据极位夹角θ和A、C 共线,即可以确定 C 的位置,作出两个极限位置 B 和Bˊ。
(完整word版)冲压模具课程设计说明书

1 前言 (1)2 零件的工艺性分析 (3)2.1 结构与尺寸 (3)2.2 精度 (3)2.3 材料 (3)3 工艺设计 (4)3.1 排样方式的确定及计算 (4)3.2 计算凹、凸模刃口尺寸 (5)3.2.1 确定凸、凹模刃口尺寸的原则 (5)3.2.2 确定加工方法 (6)3.2.3 工作部分尺寸的计算 (6)3.3 计算冲压力与压力中心 (8)3.3.1 冲压力的计算 (8)3.3.2 确定压力中心 (9)4 主要零部件的设计 (9)4.1 工作零部件的结构设计 (9)4.2 定位零件的设计 (13)4.3 卸料与出件装置 (12)冲压模具课程设计任务书设计要求:1、设计名称:冲压件2、零件简图:3、基本参数:材料:45料厚:1mm批量:大批量冲压模具课程设计关键词:模具;冲裁件;凹模;凸模;1 前言冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压通常是在常温下对材料进行变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程。
冲压所使用的模具称为冲压模具,简称冲模。
冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。
冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。
(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
薄壁铝合金制作专精压机-机械原理课程设计说明书

1 设计任务:专用精压机设计1.1 设计题目:专用精压机1.2 工作原理及工艺动作过程本机可用于薄壁铝合金制作(如易拉罐类)精压深冲工艺,上模先以逐渐加快的速度接近原料,以匀速进行拉延成型,上模继续下行将成品推出模腔,快速返回。
如图所示图11.3 原始数据及设计要求(1)冲压执行机构,具有快速接近工件,等速(近似)下行拉延和快速返回等运动特性。
(2)制成品生产率约每分钟70件。
(3)上模移动总行程为280mm,其拉延行程置于总行程中部,约100mm。
(4)行程速比系数K≧1.3。
(5)坯料输送最大距离200mm。
(6)电动机功率可选用1.5kW,1440r/min 左右(如Y90L-4)。
(7)专用精压机主要完成3个动作:1、加原料;2、冲头将原料压制成形;3、冲头将成品推出型腔,冲头快速返回。
1.4 方案设计及讨论(1)送料机构实现间歇送料可采用凸轮机构、凸轮—连杆组合送料机构、槽轮机构等。
(2)冲压机构为保证等速拉延、回程快速的要求,可采用导杆加摇杆滑块的六杆机构、铰链四杆加摇杆滑块的六杆机构、齿轮—连杆冲压机构等。
(3)工件送料传输平面标高在1000mm左右。
(4)需考虑飞轮设计。
1.5 设计任务1)按工艺动作要求拟定运动循环图。
2)进行送料机构,冲压机构的选型。
3)机械运动方案的评价和选择。
4)按拟定的电动机和执行机构运动参数拟定机械传动方案。
5)画出机械运动方案简图。
6)对传动机构和执行机构进行运动尺寸计算。
2 机械机构功能的简单分析在精压机构中,我们使用了类似牛头刨床的机构。
首先以较快的速度接近坯料,在接近坯料时逐渐接近匀速以对坯料进行拉延成形,并将成品推出模腔,最后再利用机构的急回特性,使冲头快速返回。
考虑到工作效率的要求,我们将送料机构做成凸轮机构与曲柄滑块结合的机构,提高了机使用的工作效率。
为了使整个机构能够快速、紧密、平稳地运行,需要机构的各个部分必须相互配合,并且足够稳定。
冲床设计 计算 说明书 李嘉曦

课程设计--冲床设计--2011010018-李嘉曦
第一章 引言
1.1 引言
冲床就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工 来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可 以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛[1]。
冲压生产主要是针对板材的。通过模具,能做出落料,冲孔,成型,拉深, 修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域。如我们用的开关 插座,杯子,碗柜,碟子,电脑机箱,甚至导弹飞机……有非常多的配件都可以 用冲床通过模具生产出来。
根据图 2-x 以及已知参数,可知曲 轴偏心距 R=27.5mm;
设定如下参数:
L----连杆长度;
R----曲柄半径;
H 滑块行程;
SB----滑块位移(由滑块的下死点算起);
图 2-4 滑块运动分析图
α----曲柄转角(由曲柄轴最低位置沿曲柄旋转的想反方向算起)
综合以上参数,结合途中几何关系可以得出滑块的位移计算公式如下:
第三章 设计计算 ................................................................................................... 15 3.1 曲轴设计计算 .................................................................................................. 15 3.1 .1 曲轴的机构设计........................................................................................ 15 3.1 .2 曲轴强度计算............................................................................................ 15 3.2 连杆设计计算 .................................................................................................. 17 3.1 .1 连杆的机构设计.......................................................... 17 3.3 电动机选择和飞轮设计................................................................................... 17 3.3 .1 电动机选择 ............................................................................................... 17 3.4 三角带皮带传动 .............................................................................................. 18 3.5 飞轮设计........................................................................................................... 20
自动送料薄壁零件冲床设计
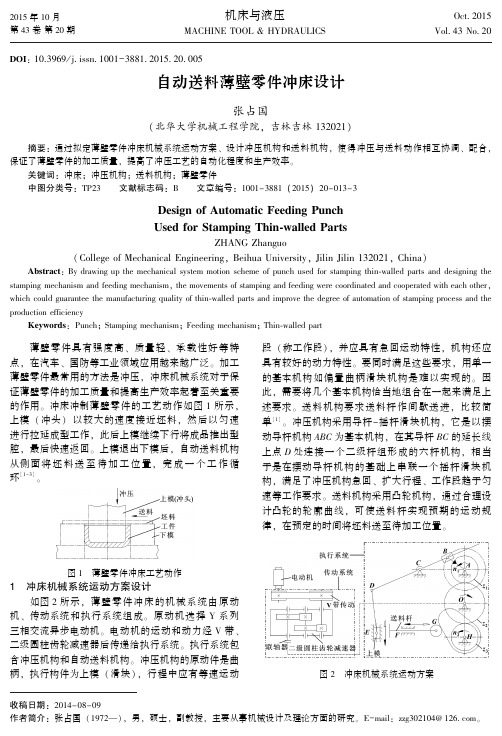
2015年10月第43卷第20期机床与液压MACHINETOOL&HYDRAULICSOct 2015Vol 43No 20DOI:10.3969/j issn 1001-3881 2015 20 005收稿日期:2014-08-09作者简介:张占国(1972 ),男,硕士,副教授,主要从事机械设计及理论方面的研究㊂E-mail:zzg302104@126 com㊂自动送料薄壁零件冲床设计张占国(北华大学机械工程学院,吉林吉林132021)摘要:通过拟定薄壁零件冲床机械系统运动方案㊁设计冲压机构和送料机构,使得冲压与送料动作相互协调㊁配合,保证了薄壁零件的加工质量,提高了冲压工艺的自动化程度和生产效率㊂关键词:冲床;冲压机构;送料机构;薄壁零件中图分类号:TP23㊀㊀文献标志码:B㊀㊀文章编号:1001-3881(2015)20-013-3DesignofAutomaticFeedingPunchUsedforStampingThin⁃walledPartsZHANGZhanguo(CollegeofMechanicalEngineering,BeihuaUniversity,JilinJilin132021,China)Abstract:Bydrawingupthemechanicalsystemmotionschemeofpunchusedforstampingthin⁃walledpartsanddesigningthestampingmechanismandfeedingmechanism,themovementsofstampingandfeedingwerecoordinatedandcooperatedwitheachother,whichcouldguaranteethemanufacturingqualityofthin⁃walledpartsandimprovethedegreeofautomationofstampingprocessandtheproductionefficiencyKeywords:Punch;Stampingmechanism;Feedingmechanism;Thin⁃walledpart㊀㊀薄壁零件具有强度高㊁质量轻㊁承载性好等特点,在汽车㊁国防等工业领域应用越来越广泛㊂加工薄壁零件最常用的方法是冲压,冲床机械系统对于保证薄壁零件的加工质量和提高生产效率起着至关重要的作用㊂冲床冲制薄壁零件的工艺动作如图1所示,上模(冲头)以较大的速度接近坯料,然后以匀速进行拉延成型工作,此后上模继续下行将成品推出型腔,最后快速返回㊂上模退出下模后,自动送料机构从侧面将坯料送至待加工位置,完成一个工作循环[1-3]㊂图1㊀薄壁零件冲床工艺动作1㊀冲床机械系统运动方案设计如图2所示,薄壁零件冲床的机械系统由原动机㊁传动系统和执行系统组成㊂原动机选择Y系列三相交流异步电动机㊂电动机的运动和动力经V带㊁二级圆柱齿轮减速器后传递给执行系统㊂执行系统包含冲压机构和自动送料机构㊂冲压机构的原动件是曲柄,执行构件为上模(滑块),行程中应有等速运动段(称工作段),并应具有急回运动特性,机构还应具有较好的动力特性㊂要同时满足这些要求,用单一的基本机构如偏置曲柄滑块机构是难以实现的㊂因此,需要将几个基本机构恰当地组合在一起来满足上述要求㊂送料机构要求送料杆作间歇送进,比较简单[1]㊂冲压机构采用导杆-摇杆滑块机构,它是以摆动导杆机构ABC为基本机构,在其导杆BC的延长线上点D处连接一个二级杆组形成的六杆机构,相当于是在摆动导杆机构的基础上串联一个摇杆滑块机构,满足了冲压机构急回㊁扩大行程㊁工作段趋于匀速等工作要求㊂送料机构采用凸轮机构,通过合理设计凸轮的轮廓曲线,可使送料杆实现预期的运动规律,在预定的时间将坯料送至待加工位置㊂图2㊀冲床机械系统运动方案2㊀冲压机构设计上模处于两个极限位置时的冲压机构位置如图3所示㊂取上模总行程长度为s=200mm;为提高冲床工作效率,要求冲压机构具有良好的急回运动特性(行程速比系数Kȡ1 5),取K=2㊂摆动导杆机构的极位夹角计算公式[4]为:θ=180ʎK-1K+1,将K=2代入公式得:θ=180ʎˑ2-12+1=60ʎ㊂取摆动导杆机构机架的长度lAC=200mm,则由图3所示的几何关系可得:曲柄的长度lAB=lACsinφ2=lACsinθ2=200ˑsin30ʎ=100mm㊂为保证曲柄整周转动过程中,导杆不与滑块 滑脱 ,须满足曲柄与机架呈拉直共线这一关键位置(AB2CD2E2)不 滑脱 [5-6],故有lCM>lAC+lAB=300mm,取导杆的长度lCM=400mm㊂图3㊀冲压机构极限位置图对于摇杆滑块机构,参考文献[7]进行设计,使其与摆动导杆机构组合时,满足上模在工作段近于匀速的要求㊂摇杆滑块机构运动尺寸设计图如图4所示㊂φ=θ=60ʎ,s=200mm,查图4得S13=1 02㊁L1=0 99㊁L2=0 76㊂则可计算出偏距为e=sS13=2001 02=196mm,摇杆长度为lCD=eL1=196ˑ0 99=194mm,连杆长度为lDE=eL2=196ˑ0 76=149mm㊂图4㊀摇杆滑块机构尺寸设计图3㊀冲压机构运动分析取冲床的生产率为60件/min,则曲柄的转速为60r/min㊂应用ADAMS虚拟样机分析软件,根据确定的各构件运动尺寸,创建冲压机构的样机模型,对模型进行运动学仿真㊂通过ADAMS的曲线输出功能,得到上模的位移和速度测量结果如图5和图6所示㊂图5㊀上模位移测量结果㊀㊀图6㊀上模速度测量结果从图5可以看出:在一个周期内,上模回程所用时间为t回=0 325s,工作行程所用时间为t工=0 675s,实际的行程速比系数Kᶄ=t工t回=0 6750 325=2 08,实际的行程速比系数Kᶄ比设计的行程速比系数K略大,上模的急回运动特性增强㊂上模实际的总行程长度sᶄ=200mm,上模的工作段长度l=50mm㊁对应曲柄转角为δ=0 75-0 41ˑ360ʎ=126ʎ㊂上模总行程长度为工作段长度的4倍,为自动送料提供了充裕的时间和空间,便于实现冲压机构和送料机构的运动协调设计㊂对照图6可知,上模的回程先做加速运动㊁后做减速运动,且平均速度大于工作行程的平均速度,体现了冲压机构的急回运动特性㊂上模在工作行程的开始段和结束段均先做加速运动㊁后做减速运动;在工作段,上模做近似的匀速运动㊂这些速度特性符合冲床的预期工艺动作要求㊂4㊀冲床执行系统协调设计依据冲压机构运动分析结果以及对送料机构的要求,取送料距离H=120mm,并以冲头的下极限点为初始位置,绘制机构的运动循环图如图7所示㊂曲柄AB的转角为0 92ʎ时,冲头向上运动,为退出下模过程;曲柄的转角为92ʎ 117ʎ时,冲头继续向上运动,直到最高点;曲柄的转角为117ʎ 144ʎ时,冲头快速接近坯料;曲柄的转角为144ʎ 270ʎ时,冲头近似等速向下冲压坯料;曲柄的转角为270ʎ 360ʎ时,冲头继续向下运动,将工件推出型腔,完成一个循环㊂送料机构的送料动作,只能在冲头退出下模到冲头接触工件的范围内进行,故凸轮机构在曲柄由95ʎ转到125ʎ完成推程,在曲柄由125ʎ转到155ʎ完成回程㊂㊃41㊃机床与液压第43卷图7㊀机构运动循环图5㊀送料机构设计根据图7可知,凸轮机构的推程运动角度δ0=30ʎ㊁回程运动角δᶄ0=30ʎ㊁近休止角δ02=300ʎ㊂如图2所示,曲柄与齿轮1固连,凸轮与齿轮3固连,则n凸轮n曲柄=n3n1=z1z2z3z2=z1z3=1,即z1=z3㊂该送料机构只要求送料杆具有一定的工作行程,而对其运动规律无特殊要求,且凸轮的转速不高,所以从动件运动规律的选择主要从便于凸轮加工和良好的动力特性来考虑,故推程和回程皆选择等速运动规律㊂取凸轮的基圆半径r0=50mm㊁滚子半径rg=15mm,用解析法设计凸轮的轮廓曲线,具体的可参考相关文献㊂6㊀结束语基于冲床的工艺动作分析,综合考虑满足技术要求㊁工作可靠㊁结构简单㊁制造方便㊁降低研发成本等要素,对自动送料薄壁零件冲床的机械系统运动方案㊁冲压机构和送料机构进行了设计㊂冲压机构与送料机构协调配合工作,使得冲压和送料动作按照预期的节拍有序进行,极大地提高了冲床的自动化程度和冲压加工的先进性,减轻了工人的劳动强度㊁提高了生产效率㊂借助于ADAMS软件对冲压机构进行运动学研究,避免了复杂的数学建模与计算,从而大大减少了运动学分析的工作量㊂不但为执行系统的运动协调设计和送料机构设计提供了一定的依据,而且缩短和减少了产品的设计周期与成本㊂参考文献:[1]翁海珊.机械原理与机械设计课程实践教学选题汇编[M].北京:高等教育出版社,2008.[2]王之栎.机械设计综合课程设计[M].2版.北京:机械工业出版社,2010.[3]王三民.机械原理与设计课程设计[M].北京:机械工业出版社,2005.[4]杨巍,何晓玲.机械原理[M].北京:机械工业出版社,2010.[5]刘奎武.按给定行程速度变化系数K设计导杆机构[J].机械工程师,2010(5):123-124.[6]常勇.按行程速比系数K设计转动导杆(导块)机构的解析法[J].机械科学与技术,2002,21(3):416-417.[7]洪小南,沈世德,潘小宁.近似等速摇杆滑块机构的设计[J].机械设计与研究,1994(3):9-11.(上接第146页)4㊀结论对抛物槽式太阳能自动跟踪系统的机械结构设计进行了详细的说明与计算,特别是抛物槽式集热器的外形尺寸㊁方位角的自动调节机构㊁高度角的手动调节装置等关键部件㊂高度角手动调节机构中运用了丝杠螺母进行调节,满足了机构对高度角调节的要求㊂基于单片机控制的减速步进电机的使用满足了装置对于方位角自动跟踪的要求㊂根据实际试验效果,此装置结构合理,成本低,实用性强,对于太阳能的利用率大大提高,并在试验地区进行了实验,得到了较好地实验结果,为太阳能单轴自动跟踪的推广起到了良好的参考价值㊂参考文献:[1]李建英,吕文华,贺晓雷,等.一种智能型全自动太阳跟踪装置的机械设计[J].太阳能学报,2003,24(3):330-334.[2]喜文华.太阳能实用工程技术[M].兰州:兰州大学出版社,2001.[3]濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2001:353-380.[4]陈维,李戬洪.抛物柱面聚焦的几种跟踪方式的光学性能分析[J].太阳能学报,2003,24(4):477-482.[5]郭廷玮.太阳能的利用[M].北京:科技文献出版社,1987.[6]尹仪方,夏平畴,张勇,等.太阳能跟踪聚光系统的研究[J].太阳能学报,1984,5(1):58-64.㊃51㊃第20期张占国:自动送料薄壁零件冲床设计㊀㊀㊀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
薄壁零件冲床机构设计计算说明书范本(doc 42页)机械设计课程设计计算说明书设计题目:薄壁零件冲床机构设计学院设计者:指导教师:2012年6月6日北京航空航天大学目录一、设计任务书 (1)1、设计题目:薄壁零件冲床的设计 (1)2、设计背景: (1)3、设计参数: (2)4、设计任务 (2)二、总体方案设计 (2)1、传动法案的拟定 (2)2、电动机的选择 (4)3、传动系统的运动和动力参数 (5)三、传动零件的设计 (6)1、斜齿圆柱齿轮的设计 (6)(1)高速及齿轮设计 (6)(2)低速级齿轮设计 (11)2、传送带的设计 (16)3、轴的设计 (18)(1)高速轴的设计 (18)(2)中速轴的设计 (22)(3)低速轴的设计 (26)4、轴承的设计和校核 (30)5、键连接设计 (32)四、减速器箱体及附件的设计 (33)1.减速器尺寸 (33)2.减速器的润滑 (34)3.密封件的选择 (35)五、其他 (35)六、参考资料 (36)机械设计综合课程设计是针对机械设计系列课程的要求,由原机械原理课程设计和机械设计课程设计综合而成的一门设计实践性课程:是继机械原理与机械设计课程后,理论与实践紧密结合,培养工科学生机械工程设计能力的课程。
此次着重对薄壁零件冲床机构进行了设计,涉及到了冲床的尺寸,选材,热处理方式,工作条件,应力校核等多方面。
对前面所学的知识进行了回顾以及综合的运用,主要涉及到材料力学,机械原理,机械设计,工程材料等课程。
一、 设计任务书1、 设计题目:薄壁零件冲床的设计2、 设计背景:(1) 工作原理: 薄壁零件冲床的组成框图如图1所示。
图1 薄壁零件冲床的组成框图工作原理如图2a 所示。
在冲制薄壁零件时,上模(冲头)以较大的速度接近坯料,然后以匀速进行拉延成形工作,接着上模继续下行将成品推出型腔,最后快速返回。
上模退出下模后,送料机构从侧面将坯料送至待加工位置,完成一个工作循环。
图2 薄壁零件冲制工作原理图(2) 设计条件与要求动力源为电动机,上模做上下往复直线运动,其大致运动规律如图2b 所示,要求有快速下沉、匀速工作进给和快速返回的特征。
上模工作段的长度L=40~100mm,对应曲柄转角φ=60º~90º;上模行程长度必须大于工作段长度的两倍以上,行程速比系数K ≥1.5。
上模到达工作段之前,送料机构已将坯料送至待加工位置(下模上方),如图2a 所示。
送料距离L=60~250mm 。
要求机构具有良好的传力特性,特别是工作段的压力角α应尽可能小,一般取许用压力角[α]=50º。
生产率为每分钟70件。
按平均功率选用电动机。
需要5台冲床。
室内工作,载荷有轻微冲击,动力源为三相交流电动机。
使传动装置原动机薄壁零件冲制执行系统用期限为10年,每年工作250天,每天工作16小时。
每半年保养一次,每三年大修一次。
(3)生产状况:中等规模机械厂,可加工7、8级精度的齿轮、蜗轮。
3、设计参数:冲床载荷5500N,上模工作段长度L=90,工作段对应的曲柄转交φ=85°。
4、设计任务(1)机构系统总体运动方案;画出系统运动简图,完成运动方案设计论证报告。
(2)成传动系统或执行系统的结构设计,画出传动系统或执行系统的装配图。
(3)设计主要零件,完成2张零件工作图。
(4)编写设计说明书。
二、总体方案设计1、传动法案的拟定根据设计任务书,该传动方案的设计分成原动机、传动机构和执行机构三部分。
(1)原动机的选择按设计要求,动力源为三相交流电动机。
(2)传动机构的选择可选用的传动机构类型有:带传动、链传动、齿轮传动、蜗轮蜗杆传动。
带传动平稳性好,噪音小,有缓冲吸震及过载保护的能力,精度要求不高,制造、安装、维护都比较方便,成本也较低,但是传动效率低,传动比不恒定,寿命短;链传动虽然传动效率高,但会引起一定的震动,且缓冲吸震能力差;蜗轮蜗杆传动对然平稳性好,但效率低,没有缓冲吸震和过载保护的能力,制造要求精度高;而齿轮传动传动效率高,使用寿命长,传动比恒定,工作平稳性好,完全符合设计要求,故选用齿轮传动。
总传动比13.857,不是很高,也无传动方向的变化,所以初步决定采用二级圆柱斜齿轮减速器,以实现在满足传动比要求的同时拥有较高的效率和比较紧凑的结构,同时封闭的结构有利于在粉尘较大的工作环境下工作。
简图如下:(3)执行机构的选择工作机应采用往复移动机构。
可选择的有:连杆机构、凸轮机构、齿轮齿条机构、螺旋机构。
本设计是要将旋转运动转换为往复运动,所以连杆机构、凸轮机构、齿轮齿条机构均可,凸轮机构能够较容易获得理想的运动规律,而齿轮齿条机构加工复杂、成本高,所以不采用。
同时由于不考虑送料机构,同时考虑到凸轮尺寸以及运动规律实现的可行性,结合前辈的经验和自己的思考,最终决定一种方案。
简图如下:1>改进方案2> 传统方案(4) 方案评价传统方案和改进方案都满足设计要求,但是和传统方案相比,改进方案中由于利用的杠杆原理,工件端传递力矩和运动规律更简单的通过两平行杠杆传递到传动机构端,同时压力角更易计算,而且传动更平稳。
综上所述,最终决定使用改进后的方案。
2、 电动机的选择(1) 选择电动机类型按工作要求,选用Y 系列全封闭自扇冷式笼型三相异步电动机,电压380V 。
(2) 选择电动机容量电动机所需工作效率为P n =Pw η 冲压载荷F=5500N ,上模工作段长度L=90mm,上模工作段对应的曲柄Φ=85°,n=70r/min上模工作时间t=85°360°×60n =0,2024工作机所需功率P w =Fl t =Fl φω=2πnFl 60φ=2.46kw传动装置的总效率η=η1η22η33η4η5其中:联轴器效率η1=0.99闭式齿轮传动效率η2=0.97滚动轴承效率η3=0.99(一对)链传动效率η4=0.97凸轮曲柄滑块效率η5=0.5计算得η=0.44所需电动机功率P n=P wη=5.59kw因载荷平稳,电动机额定功率P en大于P n即可。
根据所查数据,选电动机的额定功率为7.5kw(3)选择电动机转速工作转速n w=70r/min,通常,耳机圆柱齿轮减速器减速比为8~40,则电动机转速可选范围n n=i a n w=(8~40)×70r/min=560~2800r/min。
进行综合考虑价格、重量、传动比等因素,选用同步转速为1000r/min,选定电机型号为Y160M-6,额定功率P en=7.5kw,满载转速为n m=970。
3、传动系统的运动和动力参数(1)分配传动比A、总传动比i a=n mn w =97070=13.857B、分配传动装置各级传动比取两级圆柱齿轮减速器高速级的传动比i12=√1.4i=√1.4×13.857=4.405则低速级得传动比i23=i ai12=13.8574.405=3.146(2)参数的计算A、O轴(电动机轴)P O=P d=5.59kwn O=n m=970r/minT O=9550P On O =9550×5.59970=55.04N·mB、Ⅰ轴(高速轴)PⅠ输入=P Oη1=5.59×0.99kw=5.53kwPⅠ输出=PⅠ输入η3η1=5.48kwnⅠ=n O=970r/minTⅠ输入=9550PⅠ输入nⅠ=54.49N·mTⅠ输出=9550PⅠ输出nⅠ=53.95N·mC、Ⅱ轴(中速轴)PⅡ输入=PⅠ输出η2=5.36kwPⅡ输出=PⅡ输入η3=5.31kwn Ⅱ=nⅠi12=220.20r/minTⅡ输入=9550PⅡ输入nⅡ=232.62N·mTⅡ输出=9550PⅡ输出nⅡ=230.29N·mD、Ⅲ轴(低速轴)PⅢ输入=PⅡ输出η3η2=5.10kwPⅢ输出=PⅢ输入η3=5.05kwn Ⅲ=nⅡi23=70r/minTⅢ输入=9550PⅢ输入nⅢ=695.92N·mTⅢ输出=9550PⅢ输出nⅢ=688.96N·m轴名功率P/kw 转矩T/ N·m转速r/min传动比i效率η输入输出输入输出电机轴 5.59 55.04 9701 0.99Ⅰ轴 5.53 5.48 54.49 53.95 9704.4050 .96Ⅱ轴 5.36 5.31 232.62 230.29 220.23.146 0.96Ⅲ轴 5.10 5.05 695.92 688.96 70三、传动零件的设计1、斜齿圆柱齿轮的设计(1)高速及齿轮设计计算项目计算内容计算结果1.选择材料和精度等级考虑到主动轮轮速不是很高,故采用斜齿,小齿轮用40Cr,调制处理,硬度241~286HB,平均取260HB,大齿轮用45钢,调制处理,硬度为229~286HB平均取240HB。
8级精度。
2.初步计算小齿轮直径d1因为采用闭式软齿面传动,按齿面接触强度初步估算小齿轮分度圆直径,d1≥A d√KT1ΨdσHP2·u+1u3,初取β=13°,Ad=756,动载荷系数K=1.4,转矩T1=9550P1n1=54.49N·m,齿宽系数Ψd=1查表基础疲劳强度σHlim1=710Mpa,σHlim2=580Mpa则σHP1=0.9σHlim1=639MPaσHP2=0.9σHlim2=522MPa初步计算许用接触应力σHP=522MPa,估算d1≥756×√1.4×54.491×5222×4.4+14.43=52.98初取d1=53mmK=1.4T1=54.49N·mσHlim1=710MpaσHlim2=580MpaσHP1=639MPaσHP2=522MPad1=53mm3.确定基本参数校核圆周速度v和精度等级圆周速度v=πd1n160×1000=π×53×97060×1000=2.69m/s,精度等级取8级精度合理确定齿数z1=26,z2=z1×i=4.405×26=114.53,取z2=115(互质)确定模数m t=d1z1=5326=2.038mm,查表取m n=2mm确定螺旋角β=arccos m nm t=arccos22.038=11.08°(与估计值接近)小齿轮直径d1=m t z1=2.038×26=52.988mm大齿轮直径d2=m t z2=234.37mm初步齿宽b=d1ψd=1×53=53mm校核传动比误差:因齿数未做圆整,传动比不变。
z1=26z2=115β=11.08°d1=52.988mmd2=234.37mmb=53mm4.校核齿面接触疲劳强度由11tH H E A V H HpF uZ Z Z Z K K Kd b uεββ+σ=≤σ校核齿面解除疲劳强度。