某型树脂结合剂金刚石磨轮制造技术研究
金刚石柔性磨轮磨削性能的试验研究
磨耗比 11.6 0.65
宝石表面粗糙度 (um)
0.665
0.904
鉴于以上优点,同时由于金刚石价格的下降,因 因此将金刚石应用于涂附磨具,开发金刚石柔性磨轮 奠定了基础。
二、金刚石柔性磨轮的应用领域
1、可用于宝石、玉石等贵重装饰品打磨加工,磨 削时不会改变宝玉石曲面现状; 2、可用于锆石、各种人工晶体、玻璃工艺品等表 面打磨抛光;
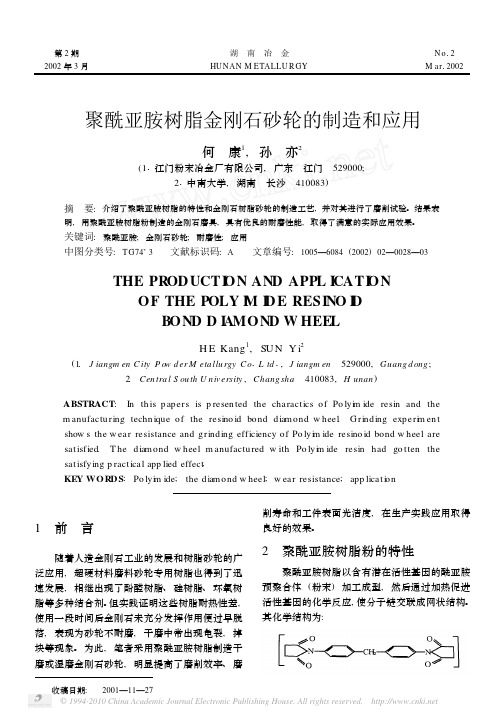
⑵ 金刚石柔性磨轮磨削效率 随时间的变化及磨损形式分析
磨削效率(g/h)
2.5
2
1.5
1
0.5
0
1.5
3
4.5
67Βιβλιοθήκη 59磨削时间(h)
1号磨轮磨削效率 2号磨轮磨削效率
图四 金刚石柔性磨轮磨削效率随时间的变 化情况
从图四总的趋势来 看,两种磨轮的磨削效 率都是随磨削时间的增 加而减少的,在磨削初 期,磨轮的切削作用很 强,具有很高的材料去 除能力,但随磨削时间 的增加,磨轮的切削作 用逐渐减弱,磨轮的材 料去除能力降低。
磨削试验用CM6125车床
TR200型手持式表面粗糙度仪
胶粘剂对磨轮磨削性能的影响
⑴Ⅰ号和Ⅱ号金刚石柔性磨轮磨削性能的对比
磨轮的损耗以磨削前后砂带的总体质量减少为准,主要 包括胶粘剂的磨损和金刚石(600目)的磨损,磨削前后, Ⅰ号Ⅱ号金刚石柔性磨轮砂带质量的变化如表一所示。
本次实验中每个磨轮分别磨削了6块玻璃,每块 玻璃磨削了1.5个小时,玻璃的损耗量如表二所示。
金刚石柔性磨轮是金刚石树脂砂带的一个衍生 产品,主要由三部分构成:
金刚石树脂砂带
金刚石柔性磨轮
目前,我院研制的柔 性磨轮主要有6英寸和8英 寸两种规格,为了区分不 同粒度的金刚石柔性磨 轮,通常以不同颜色来加 以区分,同时也是为了产 品商品化的需要,更加美 观。
聚酰亚胺树脂结合剂金刚石砂轮的制造与应用简介

聚酰亚胺树脂结合剂金刚石砂轮的制造与应
用简介
聚酰亚胺树脂结合剂金刚石砂轮是一种新型的超硬材料切削工具,具有高硬度、高耐磨性、高热稳定性和低热膨胀系数等优点,被广泛应用于加工高硬度、高强度、高耐磨材料的工业中。
该砂轮的制备方法包括选择合适的金刚石颗粒和聚酰亚胺树脂作为原料,采用特定比例的混合工艺制备金刚石砂轮药坯,再经过热压成型、回火处理、切割和精加工等工艺步骤,最终形成符合要求的聚酰亚胺树脂结合剂金刚石砂轮。
在应用方面,该砂轮适用于高硬度陶瓷、晶体材料、钢化玻璃、陶瓷基材料、合金材料等的深孔加工、平板加工、槽加工、内外圆加工等领域。
并且,该砂轮具有损耗小、耐用性高、加工效率高、加工质量好等特点,能够满足工业生产中对于高精密度、高质量的加工要求。
金属结合剂金刚石砂轮制造技术新发展
金属结合剂金刚石砂轮制造技术新发展摘要:提高砂轮寿命和磨削效率是金属结合剂金刚石砂轮制造研究的关键问题。
本文综述了金属结合剂对金刚石磨料把持能力增强、砂轮修整修锐能力改善两方面的进展,介绍了高温钎焊技术应用与砂轮地貌优化研究的成果,在分析现有技术缺陷的基础上,提出了以高温钎焊技术为核心结合砂轮设计思想的创新制造金属结合剂超硬磨料砂轮换代产品的思路和构想。
关键词:砂轮;金刚石;金属结合剂;钎焊;砂轮地貌;把持能力工具寿命与加工效率是金属结合剂金刚石砂轮的主要性能指标。
就影响因素而言,金属结合剂对金刚石磨料的把持能力的强弱是影响工具寿命的关键因素,金属结合剂金刚石砂轮难以修整修锐是加工效率提高的重要障碍。
本文在综述金属结合剂对金刚石磨料把持能力增强、砂轮修整修锐能力改善两方面进展的基础上,介绍了高温钎焊技术应用与砂轮地貌优化研究的成果,提出以高温钎焊技术为核心结合砂轮设计思想的创新制造金属结合剂超硬磨料工具换代产品的思路。
1结合剂对磨料把持能力增强在传统的金属结合剂金刚石烧结砂轮的制造中,主要采取两类工艺措施来实现磨料把持能力的增强。
一是直接在烧结原料中添加活性的Ti(TiH2)、Cr、稀土元素等,二是通过金刚石表面金属化,在磨料表面镀上Ti、Cr等活性金属或它们的合金镀层,通过它们在高温烧结过程中与金刚石磨料和金属结合剂的反应与扩散,达到在磨料和金属结合剂间形成化学冶金结合,提高金属结合剂对磨料的把持能力。
虽然不同的研究者采用了不同的金属结合剂配方,所测得的试验数据有所差异,但试验结论基本一致,即这些工艺措施可提高结合剂对磨料的把持强度。
在其增强机理研究中,多数研究者通过多种微观分析方法,观察到在金属结合剂中活性元素分布不均衡现象,即在金刚石周围微区活性元素富集,而随离金刚石表面距离的增大,活性元素含量急剧下降,同时X射线衍射的物相分析也探测到了活性元素形成的碳化物的存在。
据此推断这些活性元素与金刚石发生化学反应,生成碳化物,通过这些碳化物作为过渡层,改善金属结合剂对金刚石磨料的润湿,使金刚石磨料与金属结合剂形成化学冶金结合。
聚酰亚胺树脂金刚石砂轮的制造和应用
第2期2002年3月湖 南 冶 金HUNAN M ETALLU R GYN o 12M ar 12002收稿日期: 2001—11—27聚酰亚胺树脂金刚石砂轮的制造和应用何 康1,孙 亦2(11江门粉末冶金厂有限公司,广东 江门 529000;21中南大学,湖南 长沙 410083)摘 要:介绍了聚酰亚胺树脂的特性和金刚石树脂砂轮的制造工艺,并对其进行了磨削试验。
结果表明,用聚酰亚胺树脂粉制造的金刚石磨具,具有优良的耐磨性能,取得了满意的实际应用效果。
关键词:聚酰亚胺;金刚石砂轮;耐磨性;应用中图分类号:T G 74+3 文献标识码:A 文章编号:1005—6084(2002)02—0028—03THE PROD UCTI ON AND APPL I CATI ONOF THE POLY I M I D E RESINO I DB OND D I AMOND W HEELH E Kang 1,SU N Y i2(1.J iangm en C ity P o w d er M eta llu rgy Co 1L td 1,J iangm en 529000,Guang d ong ;2.Cen tra l S ou th U n iversity ,Chang sha 410083,H unan )ABSTRACT :In th is papers is p resen ted the charactics of Po lyi m ide resin and them anufactu ring techn ique of the resino id bond diam ond w heel .Grinding experi m en tshow s the w ear resistance and grinding efficiency of Po lyi m ide resino id bond w heel aresatisfied .T he diam ond w heel m anufactu red w ith Po lyi m ide resin had go tten thesatisfying p ractical app lied effect .KEY WOR D S :Po lyi m ide ;the diam ond w heel ;w ear resistance ;app licati on1 前 言随着人造金刚石工业的发展和树脂砂轮的广泛应用,超硬材料磨料砂轮专用树脂也得到了迅速发展,相继出现了酚醛树脂、硅树脂、环氧树脂等多种结合剂。
金属结合剂金刚石砂轮的研究进展
3河南省科技攻关项目(项目编号:022*******)收稿日期:2003年1月金属结合剂金刚石砂轮的研究进展3李菊丽1 李长诗1 郭健明2 1郑州轻工业学院 2河南省机械设备进出口公司摘 要:介绍了用不同方式制造的金属结合剂金刚石砂轮的工艺特点及其应用,着重分析了单层高温钎焊金刚石砂轮的工艺优势、存在的问题及发展前景。
关键词:金属结合剂, 金刚石, 砂轮, 电镀, 钎焊R esearch and Development of Metal Bonded Diamond G rinding WheelLi Juli Li Changshi G uo JianmingAbstract :The technological characteristics and applications of metal bonded diam ond grinding wheels made in different ways are introduced.The technological advantages ,the existent shortcomings and the application prospects of the brazed m onolayer dia 2m ond grinding wheel are summarized.K eyw ords :metal bond matrix , diam ond , grinding wheel , electroplate , brazed 1 引言由金刚石或立方氮化硼(C BN )磨料制作的超硬磨料砂轮,因其优良的磨削性能,已广泛用于磨削领域的各个方面。
金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料的特效工具。
近几年来,随着高速磨削和超精密磨削技术的迅速发展,对砂轮提出了更高的要求,陶瓷和树脂结合剂的砂轮已不能满足生产的需要,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而在生产中得到了广泛的应用。
金刚石树脂砂轮的制造配方【详解】
1、一种金刚石树脂磨具材料和金刚石树脂砂轮本技术属于磨具领域,尤其涉及一种金刚石树脂磨具材料和金刚石树脂砂轮。
本技术提供的金刚石树脂砂轮,包括金刚石树脂磨具材料,所述磨具材料由物料加热固化制成,以重量份数计,所述物料包括:金刚石15~35份;芳烷基酚醛树脂30~60份;3-氨基丙基三乙氧基硅烷0.2~1.5份;填料10~40份本技术提供的金刚石树脂砂轮添加有芳烷基酚醛树脂和3-氨基丙基三乙氧基硅烷,同时通过优化砂轮中各组分的含量配比,显著提高了砂轮中各组分间的粘合强度,从而延长了金刚石树脂砂轮的使用寿命。
实验结果表明,采用本技术提供的金刚石树脂砂轮磨加工蓝宝石晶体时,砂轮使用寿命最高可提高19%。
2、一种金刚石树脂砂轮及加工该砂轮的模具及方法本技术涉及一种金刚石树脂砂轮及加工该砂轮的模具及方法,其砂轮包括基体和磨料层,其中磨料层为通过挤压和热压固定于基体表面或外圆的至少两个磨料层,且各磨料层由粗、细不同的金刚石颗粒与结合剂混合压制而成;磨料层与基体的粘接处采用燕尾式结构基体粘接面还处理为粗糙面。
其模具包括定位底座、模框和中心模,其中所述模框内壁与中心模底面形成金刚石树脂砂轮基体的放置区,所述模框内壁与中心模外壁之间设有安装压头的间隙,中心模通过紧固螺母与装配杆装配固定限位。
其方法包括以下步骤:1)砂轮基体准备;2)固定基体;3)预压磨料层;4)热压成型;5)定型出品。
本技术通过专门设计的模具和加工方式,生产出一种能一轮多用的砂轮,提升了打磨加工效率。
3、一种树脂结合剂金刚石砂轮及其制作方法一种树脂结合剂金刚石砂轮及其制作方法,树脂结合剂金刚石砂轮包括设置在基体上的磨料层,磨料层的组份包括金刚石磨料和树脂结合剂,磨料层的组份中还包括填充增强料:铜包铁粉。
磨料层的组份还包括辅助磨料,辅助磨料为碳化硅、碳化硼、白刚玉、单晶刚玉和锆刚玉中的一种或一种以上的组合。
一种树脂结合剂金刚石砂轮,金刚石磨料为5~15%,辅助磨料为10~25%,热固性聚酰亚胺树脂为25~50%,铜包铁粉为3~10%,碳化硅微粉为15~40%,金属氧化物的填料为0~8%,以上分别为磨料层中各物料所占有的体积百分比。
金刚石砂轮生产工艺
金刚石砂轮生产工艺金刚石砂轮是一种磨削工具,由金刚石颗粒和金属粉末组成的磨料粒子与金属结合剂通过一系列的工艺加工成形而成。
金刚石砂轮的生产工艺涉及到原料的准备、配料、成型、烧结、修整等多个环节。
首先是原料的准备。
金刚石是天然的稀有材料,一般采用合成金刚石作为砂轮的磨料。
合成金刚石主要由高温高压合成工艺得到,需要通过磨碎、分级等方法获得符合要求的金刚石颗粒。
而金属粉末则是根据具体需要选择合适的金属材料,并进行磨碎和分级。
其次是配料。
根据制备不同规格和用途的金刚石砂轮,需要按照一定的配比将金刚石颗粒和金属粉末混合。
混合的目的是使金刚石颗粒能够均匀地分布在金属结合剂中,以提高砂轮的磨削性能。
然后是成型。
将配料好的混合物按照一定的压力和温度进行成型。
成型工艺可以采用压制或注射成型的方式,通过给予一定的压力和温度使混合物形成砂轮的外形和尺寸。
成型后的砂轮需要进行一定的固化处理,以使金属结合剂能够坚固地固结住金刚石颗粒。
接着是烧结。
烧结是将成型后的砂轮在一定的温度和时间条件下进行烧结处理。
烧结的目的是使金属结合剂在高温下熔融并与金刚石颗粒结合,形成砂轮的磨料层。
同时,烧结还可以消除砂轮中的内部应力,提高砂轮的强度和硬度。
最后是修整。
修整是对砂轮进行加工和修整以获得符合要求的产品。
修整包括砂轮的修整和尺寸的修整。
砂轮的修整是根据具体的形状要求,通过切割、磨削等方法将砂轮修整成相应的形状。
尺寸的修整是根据砂轮的精度要求,通过切割和磨削的方法将砂轮修整到合适的尺寸。
综上所述,金刚石砂轮的生产工艺主要包括原料的准备、配料、成型、烧结、修整等环节。
这些环节的精细操作和严格控制可以使金刚石砂轮具有良好的磨削性能和使用寿命。
金刚石砂轮树脂结合剂含量
金刚石砂轮树脂结合剂含量金刚石砂轮树脂结合剂含量对砂轮性能的影响金刚石砂轮作为一种重要的磨削工具,在其制备过程中,树脂结合剂的含量对砂轮的性能产生着显著的影响。
以下将探讨树脂含量对砂轮气孔率、硬度、抗压强度、磨削比以及对硅片表面质量的影响。
气孔率的影响:结合剂含量在一定范围增大时,砂轮的气孔率呈下降趋势。
这是因为适量的结合剂能够填充磨料颗粒之间的空隙,减小气孔的形成。
然而,当结合剂含量超过一定浓度时,气孔率趋于稳定,变化不大。
硬度的影响:随着结合剂含量的增加,砂轮的硬度也呈上升趋势。
这是因为结合剂在一定程度上影响砂轮的结合力,增加了对磨粒的把持力。
这种情况下,即使金刚石数量相同,树脂结合剂的增加也使得硬度提高。
抗压强度的影响:在一定范围内,随着树脂结合剂的增多,砂轮的破碎力增大,抗压强度逐渐提高。
这是由于树脂结合剂的增加增强了对磨粒的把持力,从而提高了整体的抗压强度。
磨削比的影响:砂轮树脂结合剂的增加导致砂轮的磨削比提高,即在相同条件下能够更有效地进行磨削。
然而,当结合剂含量超过一定范围时,磨削比的增速开始放缓,可能出现不同程度的饱和现象。
对硅片表面质量的影响:树脂结合剂的含量对硅片表面质量同样产生重要影响。
适量的结合剂有助于提高砂轮的磨削效率,从而改善硅片的表面质量。
然而,过量的结合剂可能导致砂轮性能的饱和,对硅片表面质量的提升效果不再显著。
总体而言,树脂结合剂在金刚石砂轮中的含量调节对砂轮性能具有重要意义。
合理的结合剂含量可以优化砂轮的气孔率、硬度、抗压强度等性能,提高磨削效率,为工业生产和加工提供更加可靠的磨削工具。
在实际应用中,需要根据具体的工艺和要求精确调控结合剂含量,以达到最佳的砂轮性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某型树脂结合剂金刚石磨轮制造技术研究
文章主要阐述了以Φ75碗型树脂為试验对象,采用两种不同配方及技术参数进行的金刚石磨轮的研制工作,通过收集大量的磨削数据,研制出一种高效优质的树脂结合剂金刚石磨轮。
标签:树脂结合剂;金刚石磨轮;制造技术
引言
树脂结合剂砂轮与陶瓷和金属结合剂砂轮相比,有磨削力和磨削热小、自锐性好、磨削效率高等特点,主要应用于硬质合金、陶瓷、玻璃等硬脆材料的磨削加工。
我厂使用的树脂结合剂金刚石磨轮一直为外购件,存在磨削效率及磨削寿命均较差的质量问题。
1 试验准备
1.1 磨轮主要用料的确定
1.1.1 结合剂
金刚石砂轮结合剂的主要作用是将金刚石颗粒把持牢固。
树脂结合剂砂轮结合剂一般采用酚醛树脂、聚酰亚胺树脂。
酚醛树脂耐热、耐磨、粘接性能好,机械强度高,但脆性大,强酸强碱对其有一定影响;聚酰亚胺树脂不溶于有机溶剂,耐强酸,对于强碱比较敏感,有很高的机械强度,磨擦磨损性能较好,在高温下稳定,挥发物少。
选择酚醛树脂、聚酰亚胺树脂两种材料做试验。
1.1.2 金刚石
金刚石磨具的工作方式是磨削而不是切削或切割。
磨削作用主要是将被加工工件磨削到所要求的形状、尺寸和光洁度,树脂对金刚石的浸润性能差,结合剂对金刚石的把持力主要为机械嵌合力。
选择JR1、CSD两种金刚石做试验。
1.1.3 试验过程及试验结果
对以上两种金刚石及两种树脂材料压制试验轮,共制作出四件试验轮进行磨削试验。
试验材料:YG8
每件轮采用同种配方和制作工艺。
每件轮采用相同的修磨方法和修磨材料。
表1 试块编号表
对1#-4#四件轮进行YG8材料磨削试验,1#、3#砂轮表面磨粒数量多于2#、4#。
表明结合剂对CSD金刚石的把持力高于对JR1金刚石的把持力。
选择CSD型金刚石作为磨削材料。
对1#、3#轮进行修整试验,1#轮修整次数低于3#轮修整次数。
选择聚酰亚胺树脂做结合剂材料。
1.1.4 填充材料
磨轮常用填充料有铜粉和铝粉、ZnO、Fe2O3、Cr2O3等。
目的是提高磨具的硬度和强度,改善导热性能。
选择纯铜粉及ZnO、Cr2O3作为填充材料。
2 磨轮体的设计
树脂金刚石磨轮在使用过程中出现的磨料层脱落部位在磨轮基体与非金刚石层之间,以及非金刚石层与金刚石层之间,表明非金刚石层的存在使磨轮基体及金刚石层之间存在一个过渡连接层,过渡连接层使层与层之间的结合力变差。
确定如下设计方案:
2.1 去除磨轮体与磨料之间的非金刚石过渡层,全部采用含有金刚石的金刚石层,避免非金刚石层的影响。
2.2 磨轮体设计时着重对铝基体紧固环槽进行加宽、加深处理,在磨轮基体与填料层之间制作2*1环槽,并在环槽两侧开角度为20°的燕尾槽,增强磨轮基体与金刚石层之间的结合力。
(见图1)
3 试验过程
3.1 压制用主要设备及仪器
T200压机、T300压机、万能工具磨床。
3.2 实验原材料
CSD金刚石、聚酰亚胺树脂、纯铜粉、ZnO、Cr2O3.
3.3 操作流程
准备工作→配料→混料→成型→修饰
3.4 首批磨轮试件压制及参数调整
在试验件压制及参数调整阶段,通过压制试件,收集磨削数据,分析并调整数据的方式开展工作。
(见表2)
表2 首批磨轮压制及参数调整统计表
阶段分析与讨论:
(1)冷压法及热压法压制磨轮,磨料体积超出预计目标,磨轮用各种配料数值偏大,需调整。
(2)冷压法磨料高度正常,有部份磨料流出并堆积在磨轮体内表面,没有参与磨削。
(3)磨削时磨料下屑快,耐磨性差。
3.5 第二批磨轮试件压制及参数调整
按调整后配方继续压制磨轮试件。
(见表3)
表3 第二批磨轮压制及参数调整统计表
在成型工序后增加硬化工序。
阶段分析与讨论:(1)2#配方压制的磨轮磨料高度正常。
(2)少量磨料流出并堆积在磨轮体内表面。
(3)硬化后磨轮磨削质量提高。
4 结论
配方:2#
工艺:温度:190℃
保温、保压:1小时190T
(1)聚酰亚胺树脂作为结合剂比酚醛树脂具有更优异的使用性能。
(2)自锐型金刚石(CSD)作为磨料用于树脂结合剂磨轮的制造,可有效利用CSD金刚石形状不规则,有凹凸的粗糙表面等结构特点,使树脂结合剂对CSD金刚石的把持力较普通金刚石强,在磨削参数相同的情况下,磨削性能良好。
(3)冷压法制作的金刚石磨轮磨削效果优于热压法制作的金刚石磨轮。
(4)在190℃时树
脂结合力大,压制的磨轮质量较好;加长压制时间后磨削质量提高。
(5)硬化工序,可显著提高磨轮磨削质量。