陶瓷结合剂金刚石砂轮的制备研究
金刚石树脂砂轮的制造配方【详解】
1、一种金刚石树脂磨具材料和金刚石树脂砂轮本技术属于磨具领域,尤其涉及一种金刚石树脂磨具材料和金刚石树脂砂轮。
本技术提供的金刚石树脂砂轮,包括金刚石树脂磨具材料,所述磨具材料由物料加热固化制成,以重量份数计,所述物料包括:金刚石15~35份;芳烷基酚醛树脂30~60份;3-氨基丙基三乙氧基硅烷0.2~1.5份;填料10~40份本技术提供的金刚石树脂砂轮添加有芳烷基酚醛树脂和3-氨基丙基三乙氧基硅烷,同时通过优化砂轮中各组分的含量配比,显著提高了砂轮中各组分间的粘合强度,从而延长了金刚石树脂砂轮的使用寿命。
实验结果表明,采用本技术提供的金刚石树脂砂轮磨加工蓝宝石晶体时,砂轮使用寿命最高可提高19%。
2、一种金刚石树脂砂轮及加工该砂轮的模具及方法本技术涉及一种金刚石树脂砂轮及加工该砂轮的模具及方法,其砂轮包括基体和磨料层,其中磨料层为通过挤压和热压固定于基体表面或外圆的至少两个磨料层,且各磨料层由粗、细不同的金刚石颗粒与结合剂混合压制而成;磨料层与基体的粘接处采用燕尾式结构基体粘接面还处理为粗糙面。
其模具包括定位底座、模框和中心模,其中所述模框内壁与中心模底面形成金刚石树脂砂轮基体的放置区,所述模框内壁与中心模外壁之间设有安装压头的间隙,中心模通过紧固螺母与装配杆装配固定限位。
其方法包括以下步骤:1)砂轮基体准备;2)固定基体;3)预压磨料层;4)热压成型;5)定型出品。
本技术通过专门设计的模具和加工方式,生产出一种能一轮多用的砂轮,提升了打磨加工效率。
3、一种树脂结合剂金刚石砂轮及其制作方法一种树脂结合剂金刚石砂轮及其制作方法,树脂结合剂金刚石砂轮包括设置在基体上的磨料层,磨料层的组份包括金刚石磨料和树脂结合剂,磨料层的组份中还包括填充增强料:铜包铁粉。
磨料层的组份还包括辅助磨料,辅助磨料为碳化硅、碳化硼、白刚玉、单晶刚玉和锆刚玉中的一种或一种以上的组合。
一种树脂结合剂金刚石砂轮,金刚石磨料为5~15%,辅助磨料为10~25%,热固性聚酰亚胺树脂为25~50%,铜包铁粉为3~10%,碳化硅微粉为15~40%,金属氧化物的填料为0~8%,以上分别为磨料层中各物料所占有的体积百分比。
陶瓷结合剂金刚石磨具的研究与应用

陶瓷结合剂金刚石磨具的研究与应用陶瓷结合剂金刚石磨具具有磨削精度高、磨削效率高、磨削温度低、使用寿命长、耐酸碱、耐腐蚀、自锐性好等特点,在现代材料加工特别是硬脆材料加工领域应用广泛。
本文主要针对陶瓷结合剂金刚石磨具制备过程中的低温陶瓷结合剂的制备,金刚石磨料的表面改性,润湿剂的选用,烧结工艺和磨削应用等方面进行了研究,并取得了一定的成效。
其主要的研究工作及实验结果概括如下:1)自制HO结合剂,其熔点约为650℃,烧结范围较宽;陶瓷结合剂金刚石磨具的烧成温度在735℃时抗折强度达到最大为90.08MPa;确定了HO陶瓷结合剂金刚石磨具的升降温烧结工艺;HO陶瓷结合剂金刚石磨具烧成后为产生微晶相锂辉石(LiAlSi2O6),提高磨具强度。
2)对金刚石表面进行镀钛、镀镍和镀铜处理,在与陶瓷磨具同样的温度工艺处理后,冷压自由烧结,表面金属镀层在含氧气氛中会发生化学反应,导致镀层疏松、脱落,并且会使金刚石表面与结合剂的结合处产生缝隙,最终导致陶瓷磨具的强度下降。
3)使用乙醇为溶剂的树脂液作为润湿剂并且其加入量为4wt%时,成型料的成型性最好,生坯强度可达到5.93MPa,磨具强度最高可达到91.28MPa。
4)金刚石粒度为140/170目的陶瓷结合剂金刚石磨具磨削牌号为YG8的硬质合金后粗糙度为0.5μm~0.9金刚石粒度270/325目的陶瓷磨具磨削后粗糙度为0.1μm~0.3μm,并且磨削效率较高,但表面光洁度相对于同粒度树脂砂轮较差。
磨削PCD材料时,自制每片磨具可磨削1304型PCD1233片,且磨削效率高。
使用HO低温陶瓷结合剂生产的金刚石磨具,相比国内同类产品,在耐磨性、锋利度以及所磨削的工件质量方面,具有一定优势。
陶瓷磨具相对于树脂磨具有以下优势:(1)陶瓷砂轮的磨削效率高;(2)对于陶瓷砂轮可以采用大的进给量,树脂砂轮当采用进给量超过一定数时,会磨不动;(3)陶瓷结合剂金刚石磨具磨削时几乎不用修整,树脂磨具需要隔段时间修整一次;(4)由于陶瓷砂轮形状保持性好,所以磨削精度相对于树脂砂轮高。
金刚石磨具用陶瓷结合剂及成型技术的研究
金刚石磨具用陶瓷结合剂及成型技术的研究金刚石是自然界最硬的材料,同时具有很高的强度和耐磨性,因而被制成磨削工具,用于加工其它难加工的材料,如硬质合金、金刚石复合片、陶瓷材料等。
由于金刚石高温下稳定性差,容易被氧化,使金刚石晶体受到破坏,导致磨具的磨削性能大幅度降低,因此,研制新型金刚石磨具就成为磨削应用领域的一个研究重点。
目前,金刚石磨具常用的结合剂种类有树脂、金属和陶瓷等。
其中,陶瓷结合剂金刚石磨具具有其他种类磨具无可比拟的优点,如加工效率高、形状保持性好、刚性好、加工成本低等,具有非常好的应用前景。
金刚石磨具要求陶瓷结合剂低熔点、高强度和低热膨胀系数等,以满足磨具的低温烧成,节约能源,及在低温烧结下具有一定的强度。
金刚石磨具的成型工艺在超硬材料制品行业中一直是个薄弱环节,不被人们所重视。
冷等静压成型工艺制备的坯体密度高而均匀,可以解决传统成型工艺过程中形成的组织不均匀和裂纹等结构缺陷问题,为进一步加工提供了不可估量的保证作用。
因此,寻求低熔融温度、高强度、低热膨胀系数的陶瓷结合剂和探索冷等静压成型工艺对陶瓷结合剂金刚石磨具性能的影响是本论文研究的目的。
论文以Al2O3-B2O3-SiO2系中加入三元碱为基础陶瓷结合剂(编号1#),在基础陶瓷结合剂中,再添加碱土金属氧化物MgO、ZnO和氟化物CaF2(编号2#),及在2#陶瓷结合剂中,再添加稀土氧化物CeO2(编号3#),研究添加剂对金刚石磨具用陶瓷结合剂性能和结构的影响。
采用上述某种陶瓷结合剂,研究了冷等静压成型工艺、配方和烧结工艺对陶瓷结合剂金刚石磨具性能的影响,综合分析后,优选出性能较好的陶瓷结合剂金刚石磨具配方和烧结工艺,在单向冷压、双向冷压和冷等静压三种不同成型工艺下制备成规格为D45W5砂轮,进行模拟磨削试验,系统地分析了成型工艺因素对砂轮磨削性能的影响。
研究结果表明:(1)增大陶瓷结合剂的碱土金属用量,可以明显提高陶瓷结合剂的力学性能,显著降低陶瓷结合剂的熔融温度,且陶瓷结合剂的热膨胀系数从6.61×10-6/℃降到5.37×10-6/℃。
陶瓷结合剂金刚石砂轮的制备研究
砂轮的硬度表征的是结合剂与金刚石的结合强 度。理论上讲, 烧结温度越高结合剂的流动性越好, 一 方面, 可以提高结合剂与金刚石之间的润湿性; 另一 方面可及时排出结合剂中的气孔, 提高结合剂对磨料 的把持力。故试样的硬度值在一定范围内随温度的升
8
图 8 不同结合剂含量试样表面微观结构 F ig. 8 M icro structu res of sam p le su rface w ith
differen t bond con ten t
烧结体中的气孔主要来源于两个方面: 一方面是有机 粘结剂在高温下分解产生气体, 留下气孔; 另一方面 是结合剂与金刚石起反应, 在一定烧结温度下, 结合 剂含量越高烧结体中液相越多, 产生的气体越难排 出, 容易残留在烧结体内产生大量气孔。
5
金属结合剂砂轮不同, 陶瓷结合剂金刚石砂轮须通过 烧结制备, 因此烧结温度成为影响其性能的一个很重 要因素。一个性能优异的陶瓷结合剂金刚石砂轮应当 是在金刚石粒度、烧结温度及结合剂含量上均取得一 个平衡的结果。对其进行研究可以对砂轮的生产起指 导性作用, 有利于提升其性能。
2 试验
2. 1 试验步骤 采用实验室用某结合剂与不同粒度的工业金刚
3. 1 金刚石粒度对砂轮性能的影响 图1 为1# 、2# 和3# 试样的洛氏硬度值, 由图可
知当砂轮中结合剂含量一定时, 其随金刚石粒度的增 大而减小。 图 2 分别为 2# 、3# 试样的表面微观结构 图。由图2 (a) 可知该试样已经明显发泡, 而图2 (b) 中 试样结合剂与金刚石结合较好, 未有发泡迹象。 一般
陶瓷结合剂金刚石砂轮的研究
用日 益增多, 而我 国还处于实验室阶段或试用阶段。 陶瓷结合剂金刚石磨具主要应用于金刚石刀具 、
1 低熔 陶瓷结合剂 的制备
砂轮综合性能的好坏与结合剂直接相关 , 根据国 内外的研究和应用情况 , 金刚石磨具结合剂常用 的玻 璃料有 S 2 n -2 3 i - O BO 系玻璃 , a0 A2 3 2 3 i2 OZ N 2 -l 一 O 一 O 0B S 系 玻 璃 , i2 1 3 i2 a —2 3系 玻 璃 等。 以 S - 2 一 O - OB O OAOT B N 、 , S a0 B0 和 i 为基本成分 的硼硅酸盐玻璃制备 O
轮对 P C产品进行磨削加工, D 实验结果表明, 陶瓷结合剂金刚石砂轮磨削 P C比树脂金刚石砂轮具有较大的优越性。 D
关键词 : 刚石 ; 金 陶瓷结合剂 ;砂轮 中图分类号 : Q 7 T 14 文献标识码 : A 文章编号 : 23— 0 9 20 ) 1 0 5— 3 0 5 6 9 ( 07 0 —07 0
立方氮化硼刀具 、 硬质合金 、 金属 陶瓷、 铁氧体 、 铸铁 、
宝石 、 普通陶瓷及新型工程 陶瓷材料 的磨削和加工 , 亦
可用于铬淬火钢轴承滚柱 、 汽车和拖拉机曲轴 、 பைடு நூலகம்压泵
Th t d ft e Virfe a o d W h e e S u y o h t i d Di m n i el
L Q.un , E G Z e. n , H NQ・H I i a P N hnb C E i q i W (. colfE r c ne n ni n et n i en , et l ot U irt, h nsa 103 H nnC i 1 Sho o a hSi c adE vom n l g e i Cn a Su n e i C agh 0 8 , ua ,h t e r aE n rg r h v s y 4 -
陶瓷金刚石砂轮磨削性能的好坏,成型工艺就已经告诉了你!
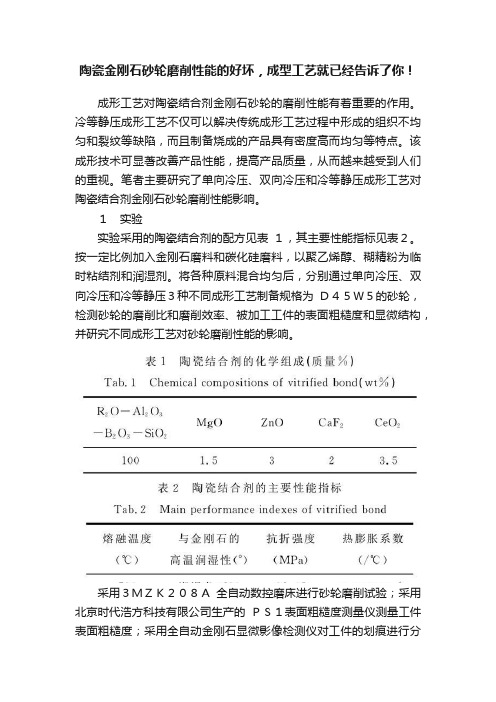
陶瓷金刚石砂轮磨削性能的好坏,成型工艺就已经告诉了你!成形工艺对陶瓷结合剂金刚石砂轮的磨削性能有着重要的作用。
冷等静压成形工艺不仅可以解决传统成形工艺过程中形成的组织不均匀和裂纹等缺陷,而且制备烧成的产品具有密度高而均匀等特点。
该成形技术可显著改善产品性能,提高产品质量,从而越来越受到人们的重视。
笔者主要研究了单向冷压、双向冷压和冷等静压成形工艺对陶瓷结合剂金刚石砂轮磨削性能影响。
1实验实验采用的陶瓷结合剂的配方见表1,其主要性能指标见表2。
按一定比例加入金刚石磨料和碳化硅磨料,以聚乙烯醇、糊精粉为临时粘结剂和润湿剂。
将各种原料混合均匀后,分别通过单向冷压、双向冷压和冷等静压3种不同成形工艺制备规格为D45W5的砂轮,检测砂轮的磨削比和磨削效率、被加工工件的表面粗糙度和显微结构,并研究不同成形工艺对砂轮磨削性能的影响。
采用3MZK208A全自动数控磨床进行砂轮磨削试验;采用北京时代浩方科技有限公司生产的PS1表面粗糙度测量仪测量工件表面粗糙度;采用全自动金刚石显微影像检测仪对工件的划痕进行分析。
2实验结果与分析2.1不同成形工艺对砂轮磨削比的影响砂轮的磨削比是指工件的去除量与砂轮的减少量的比值。
图1为单向冷压、双向冷压和经冷等静压处理的陶瓷结合剂金刚石砂轮加工洛氏硬度为71和85的硬质合金及45#钢的磨削比,其中编号(1)、(2)、(3)分别表示的是经单向冷压、双向冷压和冷等静压3种不同成形工艺制备的砂轮。
由图1可以看出,经冷等静压处理的陶瓷结合剂金刚石砂轮磨削比较高,其次是双向冷压制备的砂轮。
这是因为冷等静压试样结构致密,陶瓷结合剂与金刚石均匀紧密结合,对金刚石的把持力增强,在磨削过程中,砂轮接触面的金刚石受到作用力时不易脱落。
这样对金刚石磨粒把持力大的砂轮的磨削比高。
而陶瓷结合剂对金刚石的把持力较小,金刚石容易脱落。
同时,从图1还可以看出,不同成形工艺制备的砂轮加工洛氏硬度为71的硬质合金时,砂轮的利用率比较低。
别人家的陶瓷砂轮制造工艺

别人家的陶瓷砂轮制造工艺砂轮是磨料磨具行业的重要部分,磨料模具行业在机械生产中的地位越来越重,砂轮有着不可或缺的作用。
随着科学技术的发展,新型材料不断增长,机械加工向高质量、高精度、高效率、自动化方向的不断发展,陶瓷结合剂金刚石砂轮的应用范围越来越广,用量不断增加。
陶瓷结合剂金刚石砂轮有高强度,耐热性能好,切削锋利,磨削效率高,磨削过程中不易发热和堵塞,热膨胀量小,易控制加工精度。
同树脂结合剂金刚石砂轮相比,它解决了树脂金刚石砂轮的低寿命,磨削效率低,磨具本身在磨削过程中易变形的问题。
一、磨料介绍1、磨料及其选用磨料是制造砂轮的主要原料,用金刚石作磨料硬度高、抗压强度高、耐磨性好,使金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。
广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。
2、粒度及其选择粒度指磨料颗料的大小。
粒度分磨粒与微粉两组。
磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。
磨料粒度的选择,主要与加工表面粗糙度和生产率有关。
粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。
因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。
精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。
一般来说,磨粒愈细,磨削表面粗糙度愈好。
3、结合剂及其选择砂轮中用以粘结磨料的物质称结合剂。
砂轮的强度、抗冲击性、耐热性及抗腐蚀能力主要决定于结合剂的性能。
陶瓷结合剂耐水、耐油、耐酸、耐碱的腐蚀,能保持正确的几何形状。
气孔率大,磨削率高,强度较大,这种结合剂应用最广,能制成各种磨具陶瓷结合剂金刚石砂轮磨削时,陶瓷结合剂金刚石砂轮在陶瓷等一些特殊材料的磨削加工中,具有越来越明显的优势,被认为是高速、高效、高精、低磨削成本、低环境污染的高性能砂轮。
复合片外圆磨削用陶瓷结合剂金刚石砂轮的研制及应用
2 ; i n o cn rt nb ig o d efc ni p l ain u t h o cnrt n 6 A 0 da mo dc n e tai r sg o fet sa pi t ni t ec n e tai o n o t c o l o
u o 2 0 - t e wh e e c e h o g s i ;wo k n i f v t iid b n rn i g p t 1 h e lr a h s t e l n e t l e f r i g l e o irf o d g i d n f e
第 2 3卷 第 1期
21 0 1年 2月
超
Байду номын сангаас
硬
材 料 工 程
Vo . 3 12 Fe . 0 1 b 2 1
S UPE RH ARD ATER1 M AL ENGI NEERI NG
复 合 片 外 圆磨 削 用 陶瓷 结 合 剂 金 刚石 砂 轮 的研 制 及 应 用
刘 一 波 , 伟 , 霞 , 德 涛 刘 黄 杨
中 图分 类 号 : TQ14 6
文献标识码 : A
文 章 编 号 :6 3 13 (0 1O —0 0 -0 17 — 4 3 2 1 )1 0 1 4
I v s i a i n a p lc to n v t iid b n i m o r n i g whe l n e tg to nd a p ia i n o irfe o d d a nd g i d n es f r c ln ia i i O y r sa ln i m o d c m p c s o y i drc lg nd ng p l c y t li e d a r n o a t
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。