基于sysweld软件的T型接头焊接仿真模拟
基于SYSWELD的焊接模拟仿真

拟分析 , 为实际焊接生产 中控制焊接 变形提供 了 理 论依 据 .
参考 文献 :
[ 1 ] 郭艳 , 凌泽 民, 齐喜岑 , 等. 基于 S Y S WE L D铝 合金管点 焊温度场数值 模拟 [ J ] . 热加工工艺 , 2 0 1 0 , 1 9 : 4 5 49 .
E- ma i l : s u h 2 2 1 @1 6 3 . 1 2 0 1 1 1 .
8 2
大 连 交 通 大 学 学 报
第3 4卷 Leabharlann ( 3 ) 应力 分 析
程 中大 体上 不发 生变化 ;
( 2 ) 由 于焊 缝 的纵 向收 缩 , 底 板 在 各 道 焊 缝
源模 型. 本 文所 选 构件 采 用 自动 钨 极 氩 弧焊 工 艺
1 构 件 模 型 分 析
( 1 ) 三维 网格 划分 钛合金 目前应用 广泛 r z j , 本 文所选构件 材料为 钛合金 T A 1 5 , 底 板 为 2 . 0 m m, 立筋 6为 2 . 5 a r m, 共 7道焊 缝 , 采用 自动 钨极 氩 弧 焊工 艺 进行 焊 接 . 首先对该 构件进 行 了网格 划分 , 网格 划分 直接影 响
基于 S Y S WE L D 的 焊 接 模 拟 仿 真
苏杭 , 常荣辉 , 倪 家强
( 中国航 空工 业集 团 沈 阳飞机工 业( 集 团) 有 限公 司,辽宁 沈 阳 1 1 0 8 5 0 ) 米
摘
要: 针对典型焊接构件 , 采用 S Y S WE L D焊接模 拟软件 进行模 拟 , 建立 了三维模 型并 进行 了 网格 划
第3 4卷 第 2期 2 0 1 3年 4月
焊接模拟sysweld详细教程
目录1、模型的建立1.1创建Points1.2由Points生成Lines1.3由Lines生成Edges1.4由Edges生成Domains1.5离散化操作1.6划分2D网格1.7生成Volumes1.8离散Volumes1.9生成体网格1.10划分换热面1.11划分1D网格1.12合并节点1.13保存模型1.14组的定义操作1.15保存2、焊接热源校核2.1建立模型并修改热源参数2.2检查显示结果2.3保存函数2.4热源查看2.5保存热源2.6高斯热源校核3、焊接模拟向导设置3.1材料的导入3.2热源的导入3.3材料的定义3.4焊接过程的定义3.5热交换的定义3.6约束条件的定义3.7焊接过程求解定义3.8冷却过程求解定义3.9检查4、后处理与结果显示分析4.1计算求解4 .2导入后处理文件4.3结果显示与分析1、模型的建立1.1创建points根据所设计角接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立一下十个点:(0,0,0)、(0,0,10)、(0,0,50)、(10,0,50)、(10,0,20)、(10,0,10)、(20,0,10)、(50,0,10)、(50,0,0)、(10,0,0)。
1.2由Points生成Lines按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines:1.3由Lines生成Edges按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:1.4由Edges生成Domains按照Geom./Mesh.→geometry→Domains步骤,依次生成如下六个Domains:1.5离散化操作离散化操作是针对由Points所生成的Lines而言,由于除了有这些点生成的线以外,软件本身也会自动产生一些辅助的线条,可以通过“隐藏→显示”处理通过以下操作为后面的离散操作做好准备:通过Meshing→Definition→Discretisation启动离散化操作界面,离散后的线条显示如下图所示:1.6划分2D网格通过“隐藏→显示”处理,只显示Domains。
基于SYSWELD的T型接头GMAW焊接热过程模拟及其应用
焊接热过程贯穿整个焊接过程,一切焊接物理化学过 程都是在热过程中发生和发展的。焊接温度场决定了焊接 应力场和应变场,还与冶金、结晶、相变过程以及焊缝成 型有着不可分割的联系。因此,焊接热过程是影响焊接质 量和生产效率的主要因素之一,焊接热过程的准确计算和 测量是进行焊接冶金分析、焊接应力应变分析和对焊接过 程控制的前提。
焊接速度 /(mm/s)
4.5 3.6 3.0 2.6 2.25 2.0
焊接线能量 /(kJ/cm)
9.90 12.37 14.84 17.13 19.79 22.26
根据上述方法确定的焊接线能量对热源参数影响规律
如图 4 所示。图 4(a)、(b)分别为焊接线能量对热源深 度 b 和半宽 a 的影响,由焊接速度和半宽 a 就可以根据图 4 (c)、4(d)确定出热源长度方向的尺寸 c1 和 c2。
设计 与 研 究
1
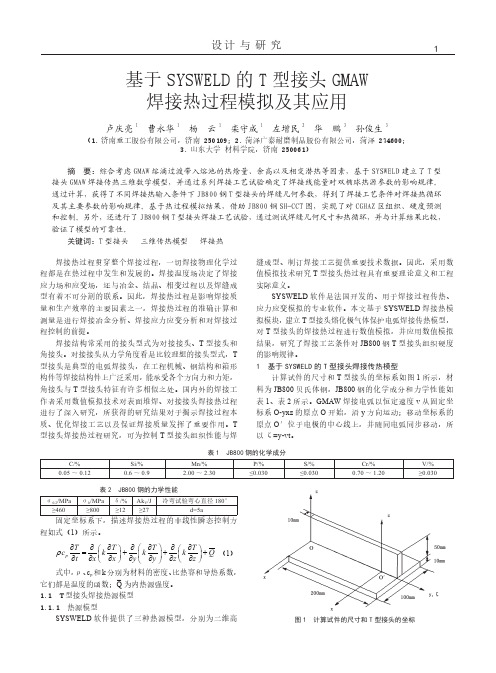
基于 SYSWELD 的 T 型接头 GMAW 焊接热过程模拟及其应用
卢庆亮 1 曹永华 1 杨 云 1 栾守成 1 左增民 2 华 鹏 3 孙俊生 3
(1. 济南重工股份有限公司,济南 250109;2. 菏泽广泰耐磨制品股份有限公司,菏泽 274600; 3. 山东大学 材料学院,济南 250061)
三维双椭球热源模型把熔池设为两个半椭球的组合体, 其尺寸和形状由参数 c1、c2、a 和 b 来限定,如图 2 所示, 而这些参数根据实际焊缝横截面和焊缝表面波纹的实测数 据确定。
而使得熔池的尺寸变小。因此,计算时“设定”熔池的尺
寸应该比实测大。计算和试验测试结果表明,由实际焊缝
横截面和焊缝表面波纹测得的实际熔池尺寸增加 5% ~ 10%
计算试件的尺寸和 T 型接头的坐标系如图 1 所示,材 料为 JB800 贝氏体钢,JB800 钢的化学成分和力学性能如 表 1、表 2 所示。GMAW 焊接电弧以恒定速度 v 从固定坐 标系 O-yxz 的原点 O 开始,沿 y 方向运动;移动坐标系的 原点 O′位于电极的中心线上,并随同电弧同步移动,所 以 ζ=y-vt。
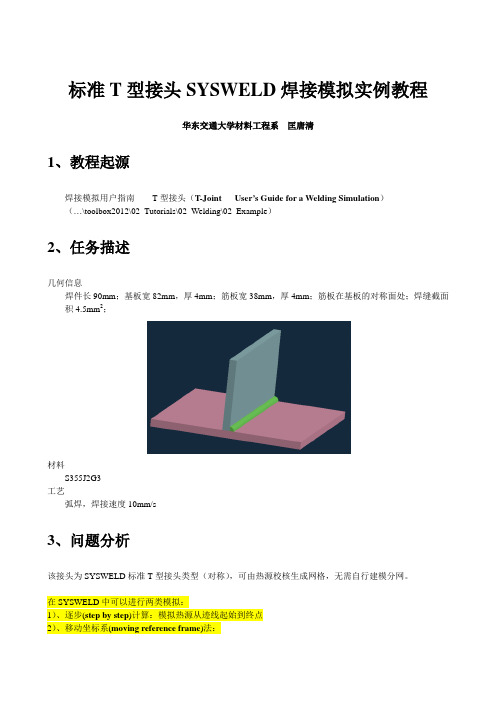
T型接头焊接模拟实例教程
OK,保存热源数据,并开始计算 在工作路径下产生材料金相属性文件 METALLURGY.DAT
4.2.5 结果查看
计算完后在工作路径 Input 下产生文件 HSF_DATA100.TIT, HSF_TRAN100.TIT, HSF_POST100.fdb 返回 Process 可发现 Qf 和 Qr(双椭球前后半球单位体积输入能量)根据输入的功率按原输入的比例 进行了相应调整
选 006-008,Display,显示 7.5s 时刻的热影响区形貌(006 为温度,007 为热影响区等值面,008 为几 何边界)
选 009-011,Display,显示 7.5s 时刻的截面温度(009 为温度,011 为几何边界)
4.2.6 热源校核
将模拟的焊缝与实际焊缝相对照,根据实际情况调整 Process 里面的参数(修改方法:点击 Process 下 面框中的文字,然后修改项的数据,修改后,点击 Replace 即可替换掉以前的值),修改后继续点击 OK 计 算,观察结果,直到焊缝的熔池及热影响区与实际情况相符合为止。确定热源参数后点击 Save 保存
在视图区看见该热源的效果,由此可见截面内熔池形状及热影响区大小。
查看后处理结果 PostprocessingTime-Space Functions 时-空函数 选择函数号 Function number 1000,要查看的时间 7.5s
OK 后可查看到 7.5s 时热源所在位置
PostprocessingPost DB…
4) 5)
进入热源校核界面 ApplicationWelding AdvisorToolsHeat Input Fitting
4.2.1 接头几何模型构建 4.2.1.1 2D 网格
课程设计——基于sysweld软件的T型接头焊接仿真模拟
——焊接基于sysweld软件的T型接头焊接仿真模拟姓名:000班级:材料000班学号:00000000指导老师:000日期:2011年09月SYSWELD——法国ESI公司的焊接仿真分析软件,经20多年发展,已成为热处理、焊接和焊接装配过程模拟的领先模拟软件,能够全面考虑材料特性、设计和过程的各种情况。
随着科学技术的发展,机械制造行业也随之不断的革新和进步。
人们对铸件的质量要求也越来越高,而SYSWELD为其提供了一个良好的工具,对提高铸件的质量有未雨绸缪的作用。
SYSWELD热过程模拟软件对铸件的制造起着非常关键的作用,为解决铸件缺陷问题提供了一个平台。
利用SYSWELD软件对焊缝进行计算机仿真模拟来提高焊缝的质量,本文主要对焊接的热过程模拟来分析T形接头焊焊接热过程,主要通过T形建模、热源校核、焊接向导、求解计算及结果后处理的操作步骤对焊接热过程进行数值模拟。
与测试并修正的传统方法相比,SYSWELD使得成本降低、周期缩短。
另外还能够显著减少物理样机,产生高的投资回报率。
界面友好,轻松易学。
SYSWELD 是用于引导工程师发现关于变形、残余应力和塑性应变的影响因素,然后优化过程参数的专业模拟软件。
2011-09-091、T型接头模型的建立1.1创建Points (1)1.2由Points生成Lines (1)1.3由Lines生成Edges (2)1.4由Edges生成Domains (2)1.5离散化操作 (3)1.6划分2D网格 (5)1.7生成Volumes (6)1.8离散Volumes (8)1.9生成体网格 (10)1.10划分换热面 (11)1.11划分1D网格 (12)1.12合并节点 (13)1.13保存模型 (14)1.14组的定义操作 (15)1.15保存 (17)1.16小结 (17)2、焊接热源校核2.1网格的建立 (18)2.2材料的导入及定义 (20)2.3热源过程参数的定义 (20)2.4求解 (21)2.5热源显示 (21)2.6修改参数 (22)2.7热源校核 (22)2.8检查显示结果 (23)2.9保存函数 (24)2.10热源查看 (24)2.11保存热源 (25)2.12小结 (25)3、焊接模拟向导设置3.1材料的导入 (26)3.2热源的导入 (26)3.3材料的定义 (27)3.4焊接过程的定义 (27)3.5热交换的定义 (28)3.6约束条件的定义 (28)3.7焊接过程求解定义 (28)3.8冷却过程求解定义 (29)3.9检查 (29)3.10小结 (31)4、后处理与结果显示分析4.1计算求解 (32)4 .2导入后处理文件 (32)4.3结果显示与分析 (33)4.4小结 (36)1、T型接头模型的建立1.1创建Points根据所设计T型接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立以下13个点:P1(-25,0,-10)、P2(7,0,-10)、P3(10,0,-10)、P4(13,0,-10)、P5(35,0,-10)、P6(35,0,0)、P7(10,0,0)、P8(10,0,30)、P9(0,0,30)、P10(0,0,3)、P11(-1.5,0,1.5)、P12(-3,0,0)、P13(-25,0,0)如下图所示:1.2由Points生成Lines按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines:1.3由Lines生成Edges按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:1.4由Edges生成Domains按照Geom./Mesh.→geometry→Domains步骤,依次生成如下六个Domains:1.5离散化操作离散化操作是针对由Points所生成的Lines而言,由于除了有这些点生成的线以外,软件本身也会自动产生一些辅助的线条,为了方便清晰地对所生成的主要线条进行选取及其他操作,可以通过“隐藏→显示”处理,只显示如下图所示的十八条线:通过以下操作为后面的离散操作做好准备:→通过Meshing→Definition→Discretisation启动离散化操作界面,将L2、L4、L8、L10四条线均匀离散成3段,将其他十四条线非均匀离散,离散单元数为5,系数为3.5。
T型接头焊接温度场ANSYS仿真讲解
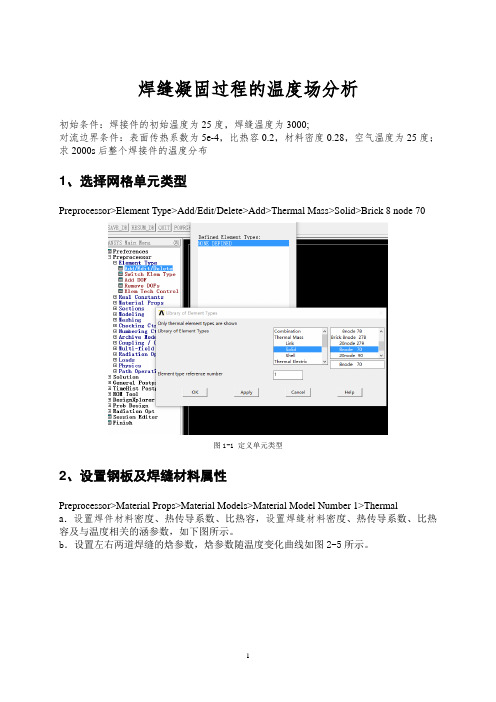
焊缝凝固过程的温度场分析初始条件:焊接件的初始温度为25度,焊缝温度为3000;对流边界条件:表面传热系数为5e-4,比热容0.2,材料密度0.28,空气温度为25度;求2000s后整个焊接件的温度分布1、选择网格单元类型Preprocessor>Element Type>Add/Edit/Delete>Add>Thermal Mass>Solid>Brick 8 node 70图1-1 定义单元类型2、设置钢板及焊缝材料属性Preprocessor>Material Props>Material Models>Material Model Number 1>Thermala.设置焊件材料密度、热传导系数、比热容,设置焊缝材料密度、热传导系数、比热容及与温度相关的涵参数,如下图所示。
b.设置左右两道焊缝的焓参数,焓参数随温度变化曲线如图2-5所示。
图2-1 钢板热导率设置图2-2 设置钢板比热容图2-3 设置钢板密度图2-4 焊缝焓参数设置图2-5 左右焊缝焓参数3、建立几何模型Preprocessor>Modeling>Create>V olumes>Block>By Dimensions 建立焊件几何模型。
Preprocessor>Modeling>Create>V olumes>Cylinder>By Dimensions 建立焊缝几何模型。
建模过程如图3-1所示。
图3-1 几何模型建模过程1图3-2 几何模型建模过程2通过Reflect建立完整的几何模型,之后运用布尔运算中glue使整个模型成为一个整体,如图3-3所示。
焊接模型几何参数:横板:2*1.2*0.4竖板:0.4*1.2*1焊缝:R0.2*1.2图3-3 焊件几何模型设置焊件及左右焊缝网格属性Preprocessor>Meshing>Mesh Attributes>Picked 选择焊件或是焊缝,分别对其进行设置。
不同焊接速度下T形接头焊接温度场模拟分析
不同焊接速度下T形接头焊接温度场的模拟分析摘要焊接速度是焊接的重要参数,同一种焊接方法下,不同的焊接速度会影响温度场的分布。
通过有限元软件ansys建立了t形接头热分析模型,考虑了材料物理性能随温度和相变的影响,焊接热源采用内部热生成的方法模拟,焊接过程用生死单元模拟。
得到并比较了不同速度下的t形接头焊接温度场的焊接温度场。
关键词焊接;数值模拟;单元生死;温度场中图分类号tg45 文献标识码a 文章编号 1674-6708(2013)87-0064-03在焊接中,焊接热传导和热输入对冶金过程、应力应变等都有非常重要的影响。
焊接是快速的局部加热到高温与快速的冷却的过程。
焊接过程中的温度和材料热物理性能参数会随时间剧烈变化。
焊接温度场是典型的移动热源的模拟分析。
1 模型的建立1.1 有限元模型焊接过程的热传导是一个复杂的非线性问题,焊接温度场的模拟属于瞬态非线性热分析,材料为spv 490q,选用solid70单元。
焊件尺寸为:底板为100 mm×100 mm×8 mm;壁板为100 mm×100 mm×20 mm。
取焊接方向的单元网格长度为0.5 mm。
模型忽略熔池流体的流动作用。
热物理性能参数随温度变化而变化。
1.2 焊缝热源通过单元的内部生热方式模拟焊缝的热源,载荷的施加通过生热率实现,通过生死单元的计算来模拟焊缝。
利用ansys的apdl 语言编写的程序来模拟移动的热源,通过循环语句来实现热源的移动。
把热输入量换算成在单位体积、单位时间上的焊缝单元的热生成强度,设热效率为;电压为u(v);电流为i(a);每个焊缝单元的体积为v(m3)。
设焊接电流为150 a,电弧电压u为24 v,焊接效率取0.75. 环境温度设置为20 ℃。
采用tig焊。
2 温度场的计算与分析焊接温度场的直观描述对焊接工艺的改进有一定的帮助。
该焊接包括内外侧角焊缝的焊接。
图2.12图2.15依次为v=5mm/s.7.5mm/s时焊缝中心线(路径2)各点温度变化趋势。
基于Sysweld的焊接接头热源模型二次开发
1.2 热源模型 Sysweld 软件内置了 3 种结构简单的热源模型[6],
20 ·试验与研究·
分别为:
(1) 二维高斯面热源模型, 适用于表面热处理;
(2) 三维高斯锥形热源 模 型 , 适 用 于 激 光 焊 、
电子束焊等高能束流焊接;
(3) 三维双椭球热源模型, 适用于 TIG, MIG 焊
1.3 热源计算
基于 Sysweld 平台开发自定义的异型焊 接 接 头 ,
建立三维有限元模型, 其单元类型、 单元组的数量
和种类必须和内置的热源模型一致, 具体包括:
(1) 建立包含焊缝和母材的 3D 单元组; (2) 从 3D
单元抽取表面网格, 生成 2D 单元组, 表征换热面;
(3) 从焊缝和母材的 3D 单元沿着焊接方向抽取 2 条
摘要: 焊接接头的结构形式和尺寸精度直接影响热源模型计算结果的准确性 , 工程实际应用的焊接接头形式多样、 结构复杂, Sysweld
内置的焊接接头远不能满足实际需求。 基于 Hypermesh, Sysweld 软件平台开发了大坡口角焊缝和双侧多层角焊缝热源模型, 首先利用
Hypermesh 建立有限元模型生成可执行的内嵌文件, 利用 Sysweld 的 HSF 工具反复调整 双 椭 球 热 源 高 斯 参 数 , 并 将 校 核 结 果 与 试 验 结
1 大坡口角焊缝的热源计算 1.1 几何模型
焊接结构的接头形式和形状多种多样, 只利用 专用商业焊接有限元软件所提供的自定义接头往往 不够, 这就要求必须根据工程实际自定义接头形式 和形状。 如图 1 所示的大坡口角焊缝, 其坡口位置、 坡口角度直接影响传热过程, 继而影响焊接结构件 最终的变形量和组织性能。