数控车床电动四工位刀架常见故障分析和维修实用版
数控车四方刀架故障分析
数控车四方刀架故障分析摘要:在数控机床上,刀架故障是频发故障之一,从刀架运行原理入手,逐步分析,找出故障,排出故障。
关键词:刀架故障故障原因故障排除一、问题:我校二OOO年购进了五台经济型数控车,型号是:CJK6032,机械十档变速,前置四方刀架。
如今已经运行了十五年,现已进入故障高发期,其中,刀架故障频发。
主要故障现象有:刀架不转,刀架转不停,换刀时刀位转不到位及刀架自锁故障。
要找出故障,排出故障,必须了解四方刀架的运行原理。
二、四方刀架运行原理分析这是普通的四工位刀架,由机床PLC来进行控制。
换刀过程是通过PLC对控制刀架的所有I/O信号进行逻辑处理及计算,实现刀架的顺序控制。
另外为了保证换刀能够正确进行,系统一般还要设置一些相应的系统参数来对换刀过程进行调整。
下面我们分析PLC控制下的换刀过程。
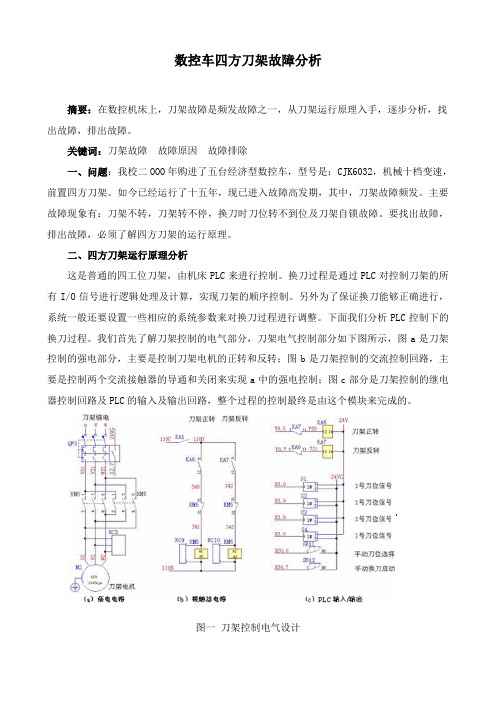
我们首先了解刀架控制的电气部分,刀架电气控制部分如下图所示,图a是刀架控制的强电部分,主要是控制刀架电机的正转和反转;图b是刀架控制的交流控制回路,主要是控制两个交流接触器的导通和关闭来实现a中的强电控制;图c部分是刀架控制的继电器控制回路及PLC的输入及输出回路,整个过程的控制最终是由这个模块来完成的。
图一刀架控制电气设计下面我们来分析一下换刀过程,刀架换刀有两种模式,一种是手动换刀,一种是通过T指令进行自动换刀。
我们以手动状态为例,介绍一下换刀过程及常见故障。
1、首先我们将机床调至手动状态,通过刀位选择按键进行目的刀位选择,比如说通过检测刀位选择信号(X30.6)的状态,如果按下刀位选择按键,X30.6的状态应该会改变一次,计数器的数值会发生改变,系统选择的目的刀具也会发生相应的改变。
2、选择目的刀具完成以后,下面就是将机床刀架的当前刀位转换到目的刀位。
我们按下刀位转换按键X30.7以后。
这时系统PLC输出一个刀架正转信号Y0.6,KA6吸合;KM5吸合,这时刀架电机开始正向旋转,刀架开始正转。
数控车床四工位电动刀架电气故障排查实例分析

的方 向控 制 信号 的时 间来 达 到 控 制 电机 转 动 时 间 的 目的 。在 对 刀 架 的 控 制 中 ,方 向 控 制 或 时 间 控 制 出 现 错 误 都 会 导 致 换 刀 失 败 甚 至 出 现 设 备
我 国不 仅 在 机 械加 工 水 平 存 在 一 定 的差 距 ,而且 在 数 控 设 备 的 维修 、维 护 方 面 ,专 业 维 修人 才也
对 刀 架 的控 制 实 质上 是 对 刀 架 电机 的控 制 。控 制
的 内容 包 括 电机 转 动 方 向和 电 机转 动 时 间 ;前 者
由P C 出的方 向控制 信号 驱动 继 电器和接 触器 动 L 输 作 ,利 用 接触 器 控 制 电机 的 电 源 和相 序 ;后 者 在 刀 架 内发讯盘 所发 刀位 检测信 号 ( 作为P C输入信 L
号 )的配合 下 由P C 序 中的 定时器 控制P ,输 出 L 程 I C
处 于 严 重 短 缺 的状 态 ;以作 者 所 在 德 阳市 为 例 ,
德 阳是 全 国重 大 装 备 制 造基 地 ,机 械 加 工企 业 有
大 大小 小 1 0 多 家 ,但 是 相 当 比例 的 企 业没 有 专 70 业 的数 控 维 修 人 员 , 很 多机 械 加 工 企 业还 在 沿 用 传统 维 修 模 式 ,让 没 有经 过 数 控 技 术培 训 的 普 通 维修 电工 去 处理 数 控设 备 故 障 ,导 致故 障 排 除 难 度 大 、 周 期 长 故 障 设 备 不 能 及 时 修 理 甚 至 损
步骤 则通 过 控 制 刀 架 电机 反 转 实 现 , 因此 换 刀 时
数控车床电动四工位刀架常见故障分析和维修
数控车床电动四工位刀架常见故障分析和维修
1. 刀架不能正常旋转
故障原因:刀架轴承损坏、电机损坏、传动系统故障。
解决方法:
1)更换刀架轴承;
2)更换损坏的电机;
3)检查传动系统的零件并更换故障部件。
2. 刀具夹紧不力或无法夹紧
故障原因:刀具夹紧机构损坏、夹紧弹簧老化、扭矩减小。
解决方法:
1)更换损坏的夹紧机构;
2)更换夹紧弹簧并调整弹簧力;
3)检查传动系统的扭力传递部件并更换故障部件。
3. 刀架精度降低
故障原因:刀架导轨磨损、轴承磨损。
解决方法:
1)更换磨损的刀架导轨;
2)更换磨损的轴承。
4. 刀具切削音量变大
故障原因:刀具震动、夹头松动、刀具变形。
解决方法:
1)夹紧刀具,并检查夹紧力是否合适;
2)更换可能变形的刀具。
总的来说,数控车床电动四工位刀架的故障主要包括刀架不能
正常旋转、刀具夹紧不力或无法夹紧、刀架精度降低和刀具切削音
量变大等。
解决这些故障需要根据具体情况采取相应的维修方法,
如更换损坏的零件、调整刀具夹紧力度、检查传动系统的零部件等。
同时,也需要定期对数控车床进行保养和维护,以提高其可靠性和
使用寿命。
数控车床四方刀架故障分析和维修

障情 况 , 以便更 准确地 判 断故障 发生 原 因。 但 是 , 果 刀架发 生 了碰 撞事 故后 , 如 就不 宜重 演
尔开关状 态是否完好 。 故障原 因再 逻辑能 解释 在 动作去 判断 故障所 在 , 并着 手进 行维修 , 那 通 了, 找到就 可 以打开 刀架 体盖 进行修 理 。 经 肯定会 损坏机床 的。 因此 必然对维修 人 员有 比 检查发现 固定发讯盘 的锁紧螺 母已松动 , 在经 较高 的要求 : 要熟悉机械 传动的一般 原理和 既
过振动后 装有霍尔开 关的发讯盘 也 已经移位 , 使得 反转信 号提 前发 出。 是采 取措 施 , 于 重新 调整 发讯盘 的位 置使 霍尔开 关 的位置 和感应 元件对 应 , 旋 紧锁 紧螺母 。 并 原结 构螺 母上 无 故障排除 , 并保证 以后不 易松动 。 其 它故 障如 : 刀架旋 转不 停 ; 刀架 定位 不 准; 所选 刀号 定位 时越 位 … …都 应 该通 过先 典 型的机 构性 能 , 又要掌 握基 本的数 控原 理 。
由于刀架 体底 面的端 面 定位 齿和 刀架坐 的下 端面 定位齿 尚处于 啮合状 态。 刀架螺母 无法转 动和 螺母 连在 一起 的 刀架只 能沿心 轴垂 直上 升 , 刀架体 下端面 定位 齿逐 步脱 离 。 等 当刀架 上升到 一定高度端 面定位 齿完全脱 离时 , 此时 由于转 位销的作用 使刀架 和丝杆连接 , 刀架体 就随 丝杆一 起转 动 。 当转 动到所 须 的位 置时 , 刀架定位检 测元件—_;应 的霍儿开关 检测到 l : 目
ECHNOL0GY NFORM ATl l ON
数控车床常见故障
数控车床常见故障维修手册数控车床常见故障维修手册(一) 刀架类故障故障现象一:电动刀架的每个刀位都转动不停①系统无+24V; COM 输出用万用表量系统出线端,看这两点输出电压是否正常或存在,若电压不存在,则为系统故障,需更换主板或送厂维修②系统有+24V; COM 输出,但与刀架发信盘连线断路;或是+24V 对COM 地短路用万用表检查刀架上的+24V、COM 地与系统的接线是否存在断路;检查+24V 是否对COM地短路,将+24V 电压拉低③系统有+24V; COM 输出,连线正常,发信盘的发信电路板上+24V 和COM 地回路有断路发信盘长期处于潮湿环境造成线路氧化断路,用焊锡或导线重新连接④刀位上+24V 电压偏低,线路上的上拉电阻开路用万用表测量每个刀位上的电压是否正常,如果偏低,检查上拉电阻,若是开路,则更换1/4W2K 上拉电阻⑤系统的反转控制信号TL-无输出用万用表量系统出线端,看这一点的输出电压是否正常或存在,若电压不存在,则为系统故障,需更换主板或送厂维修⑥系统有反转控制信号TL- 输出,但与刀架电机之间的回路存在问题检查各中间连线是否存在断路,检查各触点是否接触不良,检查强电柜内直流继电器和交流接触器是否损坏⑦刀位电平信号参数未设置好检查系统参数刀位高低电平检测参数是否正常,修改参数常见故障维修手册⑧霍尔元件损坏在对应刀位无断路的情况下,若所对应的刀位线有低电平输出,则霍尔元件无损坏,否则需更换刀架发信盘或其上的霍尔元件。
一般四个霍尔元件同时损坏的机率很小⑨磁块故障,磁块无磁性或磁性不强更换磁块或增强磁性,若磁块在刀架抬起时位置太高,则需调整磁块的位置,使磁块对正霍尔元件故障现象二:电动刀架不转故障原因处理方法①刀架电机三相反相或缺相将刀架电机线中两条互调或检查外部供电②系统的正转控制信号TL+无输出用万用表量系统出线端,量度+24V 和TL+两触点,同时手动换刀,看这两点的输出电压是否有+24V,若电压不存在,则为系统故障,需送厂维修或更换相关IC 元器件③系统的正转控制信号TL +输出正常,但控制信号这一回路存在断路或元器件损坏检查正转控制信号线是否断路,检查这一回路各触点接触是否良好;检查直流继电器或交流接触器是否损坏④刀架电机无电源供给检查刀架电机电源供给回路是否存在断路,各触点是否接触良好,强电电气元器件是否有损坏;检查熔断器是否熔断⑤上拉电阻未接入将刀位输入信号接上2K 上拉电阻,若不接此电阻,刀架在宏观上表现为不转,实际上的动作为先进行正转后立即反转,使刀架看似不动⑥机械卡死通过手摇使刀架转动,通过松紧程度判断是否卡死,若是,则需拆开刀架,调整机械,加入润滑液⑦反锁时间过长造成的机械卡死在机械上放松刀架,然后通过系统参数调节刀架反锁时间⑧刀架电机损坏拆开刀架电机,转动刀架,看电机是否转动,若不转动,再确定线路没问题时,更换刀架电机⑨刀架电机进水造成电机短路烘干电机,加装防护,做好绝缘措施故障现象三:刀架锁不紧故障原因处理方法①发信盘位置没对正拆开刀架顶盖,旋动并调整发信盘位置,使刀架的霍尔元件对准磁块,使刀位停在准确位置②系统反锁时间不够长调整系统反锁时间参数③机械锁紧机构故障拆开刀架,调整机械,检查定位销是否折断故障现象四:刀架某一位刀号转不停,其余刀位可以转动①此位刀的霍尔元件损坏确认是哪个刀位使刀架转不停,在系统上转动该位刀,用万用表量该位刀位信号触点对+24V触点是否有电压变化,若无变化,则可判定为该位刀霍尔元件损坏,更换发信盘或霍尔元件②此位刀信号线断路,造成系统无法检测到位信号检查该刀位信号与系统的连线是否存在断路③系统的刀位信号接收电路有问题当确定该刀位霍尔元件没问题,以及该刀位与系统的信号连线也没问题的情况下更换主板故障现象五:使用排刀架不受控①928TC 系统使用排刀架,若使用T11、T22、T33、T44 编程,可能导致液压卡盘控制失效,出现液压卡盘检测出错误报警;也可能导致刀架控制错误,无法执行刀补平时使用的T11、T22、T33、T44 编程,此时应分别改为:T01、T02、T03、T04 编程,这是由系统内部软件编制所决定的②980T 系统使用排刀架,若使用T11、T22、T33、T44编程,可能导致刀架控制错误,无法执行刀补平时使用的T0101、T0202、T0303、T0404 编程,此时应分别改为:T0101、T0102、T0103、T0104 编程,这是由系统内部软件编制所决定的故障现象六:刀架有时转不动(加工只是偶尔出现)①刀架的控制信号受干扰系统可靠接地,特别注意变频器的接地,接入抗干扰电容②刀架内部机械故障,造成的偶尔卡死维修刀架,调整机械故障现象七:928TA 系统下的刀架换刀时出现E38 报警①刀架的刀降时间设置过短调整系统参数,增加刀降时间②执行刀补时系统出错,编程格式不正确在程序中,不要将T 指令与G0指令编于同一程序段中故障现象八:输入刀号能转动刀架,直接按换刀键刀架不能转动①霍尔元件偏离磁块,置于磁块前面,手动键换刀时,刀架刚一转动就检测到刀架到位信号,然后马上反转刀架检查刀架发信盘上的霍尔元件是否偏离位置,调整发信盘位置,使霍尔元件对正磁块②手动换刀键失灵更换手动换刀键(二)主轴类故障故障现象一:不带变频的主轴不转①机械传动故障引起检查皮带传动有无断裂或机床是否挂了空挡②供给主轴的三相电源缺相或反相检查电源,调换任两条电源线③电路连接错误认真参阅电路连接手册,确保连线正确④系统无相应的主轴控制信号输出用万用表测量系统信号输出端,若无主轴控制信号输出,则需更换相关IC 元器件或送厂维修⑤系统有相应的主轴控制信号输出,但电源供给线路及控制信号输出线路存在断路或是元器件损坏用万用表检查系统与主轴电机之间的电源供给回路、信号控制回路是否存在断路;是否存在断路;各连线间的触点是否接触不良;交流接触器、直流继电器是否有损坏;检查热继电器是否过流;检查保险管是否烧毁等故障现象二:带变频器的主轴不转①机械传动故障引起检查皮带传动有无断裂或机床是否挂了空挡②供给主轴的三相电源缺相检查电源,调换任两条电源线③数控系统的变频器控制参数未打开查阅系统说明书,了解变频参数并更改④系统与变频器的线路连接错误查阅系统与变频器的连线说明书,确保连线正确⑤模拟电压输出不正常用万用表检查系统输出的模拟电压是否正常;检查模拟电压信号线连接是否正确或接触不良,变频器接收的模拟电压是否匹配⑥强电控制部分断路或元器件损坏检查主轴供电这一线路各触点连接是否可靠,线路有否,直流继电器是否损坏,保险管是否烧坏⑦变频器参数未调好变频器内含有控制方式选择,分为变频器面板控制主轴方式,NC 系统控制主轴方式等,若不选择NC 系统控制方式,则无法用系统控制主轴,修改这一参数;检查相关参数设置是否合理故障现象三:带电磁耦合器的主轴不转①电磁离合器线圈没有电压供给,使传动齿轮无法闭合,导致主轴不能转动;线圈短路,断路同样可能导致主轴不能正常工作检查离合器线圈供电是否正常;检查供给电源的保险管是否损坏;检查离合器线圈是否损坏,更换符合规格的元器件故障现象四:带抱闸线圈的主轴不转①主轴的频繁启停,使制动也频繁启停,导致控制制动的交流接触器损坏,使制动线圈一直通电抱死主轴电机使主轴无法转动更换控制抱闸的交流接触器故障现象五:变频器控制的主轴转速不受控①所用主板无变频功能更换带变频功能的主板②系统模拟电压无输出或是与变频器连接存在断路先检查系统有无模拟电压输出,若无,则为系统故障,若有电压,则检查线路是否存在断路③系统与变频器连线错误查阅连接说明书,检查连线④系统参数或变频器参数未设置好打开系统变频参数,调整变频器参数⑤由于系统软件引起的轴转速显示不正确当变频器从S500 变至S800,但显示仍为S500,需在编程时使用G04 延时,有待系统软件改善⑥928TC 系统中主轴不变速,编程不当所致编辑程序时,S、T、M 指令不应编于同一程序段,而应将T 指令单独分开于另一段编写,否则主轴转速将默认变。
数控车床刀架常见故障维修(最新整理)
数控车床刀架常见故障维修数控技术及数控机床的应用,成功地解决了某些形状复杂,一致性要求高的中、小批零件的自动化问题,这不仅大大提高了生产效率和加工精度,还减轻了工人的劳动强度,缩短了生产准备周期。
但是,在数控车床使用过程中,数控车床难免会出现各种故障,所以故障的维修就成了数控车床使用者最关键的问题。
一方面销售公司售后服务不能得到及时保证,另一方面掌握一些维修技术可以快速判断故障所在,缩短维修时间,让设备尽快运转起来。
在日常故障中,我们经常遇见的是刀架类、主轴类、螺纹加工类、系统显示类、驱动类、通信类等故障。
而刀架故障在其中占有很大比例。
在这里,分类介绍一下日常工作中遇见的四工位电动刀架各类故障及相应地解决方法,希望能给大家提供一些有益的借鉴。
所用数控系统是广州数控设备有限公司所生产的gsk系列车床数控系统。
中国国际模具网故障现象一:电动刀架锁不紧中国国际模具网故障原因处理方法中国国际模具网①发信盘位置没对正 :拆开刀架的顶盖,旋动并调整发信盘位置,使刀架的霍尔元件对准磁钢,使刀位停在准确位置。
中国国际模具网②系统反锁时间不够长:调整系统反锁时间参数即可(新刀架反锁时间t=1.2s即可)。
中国国际模具网③机械锁紧机构故障 :拆开刀架,调整机械,并检查定位销是否折断。
中国国际模具网故障现象二:电动刀架某一位刀号转不停,其余刀位可以转动中国国际模具网故障原因处理方法中国国际模具网①此位刀的霍尔元件损坏:确认是哪个刀位使刀架转不停,在系统上输入指令转动该刀位,用万用表量该刀位信号触点对+24v触点是否有电压变化,若无变化,可判定为该位刀霍尔元件损坏,更换发信盘或霍尔元件。
中国国际模具网②此刀位信号线断路,造成系统无法检测到位信号:检查该刀位信号与系统的连线是否存在断路,正确连接即可。
中国国际模具网③系统的刀位信号接收电路有问题:当确定该刀位霍尔元件没问题,以及该刀位信号与系统的连线也没问题的情况下更换主板。
数控车床刀架故障分析及排除探讨
数控车床刀架故障分析及排除探讨前言数控车床是现代工业中的一种重要设备,其操作和维护对于生产效率和产品质量有着至关重要的作用。
刀架是数控车床中的一个重要组件,负责夹紧切削工具以进行加工。
然而,在使用数控车床过程中,刀架也会因为各种原因出现故障。
本文将对数控车床刀架故障的分析与排除探讨。
一、故障原因及现象1. 刀架松动刀架松动是常见的刀架故障之一,其主要原因是刀架固定螺栓松动或螺纹损坏。
当刀架松动时,会导致工件的精度下降,甚至会造成刀具与工件的碰撞而引起危险。
2. 刀架跳动刀架跳动是指在工件加工过程中,刀架在刀具运转时出现轻微的上下动作。
其主要原因是刀架松动、刀具不平衡、工件太长或过热等原因。
刀架跳动会导致加工面的表面质量下降,同时也会损坏刀具。
3. 刀具损坏刀具损坏是数控车床刀架故障中常见的一种。
刀具损坏的原因非常多,如切削力过大、材料质量差、使用时间过长等等。
刀具损坏不仅会影响工件加工质量,还会增加生产成本。
二、故障分析与排除方法1. 刀架松动当出现刀架松动的情况时,需要及时检查刀架固定螺栓和螺纹是否松动或损坏,如果已经损坏则需要更换。
同时,还需检查刀片是否正常安装以及是否受到损坏。
如果刀片有损坏需要及时更换,否则可能造成更严重的后果。
2. 刀架跳动在出现刀架跳动的情况时,需要仔细检查刀架、刀具和工件是否有损坏或者异常情况。
如果刀架松动,则需要紧固刀架和螺栓。
如果刀具不平衡,则需要对刀具进行平衡调整或更换。
如果工件太长或过热,则需要减小进给量或对工件进行散热处理。
3. 刀具损坏当刀具损坏时,需要先检查切削参数,是否合理或者是否需要进行调整。
同时,应该对刀具的材料、几何形状、切削角度、角度半径等方面进行分析,找出刀具损坏的根本原因,并根据不同原因进行相应的处理。
同时,需要定期对刀具进行检查和维护,确保其正常运作。
三、总结刀架故障是数控车床运行中较常见的故障之一,因此,对刀架的检查、维修和保养至关重要。
数控刀架故障及维修
④刀位上+24V电压偏低,线路上的上拉电阻开路用万用表测量每个刀位上的电压是否正常,如果偏低,检查上拉电阻,若是开路,则更换1/4W2K上拉电阻
在刀架抬起时位置太高,则需调整磁块的位置,使磁块对正霍尔元件
故障现象二:电动刀架不转
故障原因处理方法:
①刀架电机三相反相或缺相,将刀架电机线中两条互调或检查外部供电
②系统的正转控制信号TL+无输出用万用表量系统出线端,量度+24V和TL+两触点,同时手动换刀,看这两点的输出电压是否有+24V,若电压不存在,则为系统故障,需送厂维修或更换相关IC元器件
⑦刀位电平信号参数未设置好检查系统参数刀位高低电平检测参数是否正常,修改参数
⑧霍尔元件损坏在对应刀位无断路的情况下,若所对应的刀位线有低电平输出,则霍尔元件无损坏,否则需更换刀架发信盘或其上的霍尔元件.一般四个霍尔元件同时损坏的机率很小
⑨磁块故障,磁块无磁性或磁性不强更换磁块或增强磁性,若磁块
⑧刀架电机损坏
拆开刀架电机,转动刀架,看电机是否转动,若不转动,再确定线路没问题时,更换刀架电机
⑨刀架电机进水造成电机短路
烘干电机,加装防护,做好绝缘措施
一、刀架类故障
故障现象一:电动刀架的每个刀位都转动不停
故障原因处理方法:
①系统无 +24V; COM输出用万用表量系统出线端,看这两点输出电压是否正常或存在,若电压不存在,则为系统故障,需更换主板或送厂维修
②系统有 +24V; COM输出,但与刀架发信盘连线断路;或是+24V对COM地短路用万用表检查刀架上的 +24V,COM地与系统的接线是否存在断路;检查 +24V是否对COM地短路,将+24V电压拉低
数控车床四方刀架常见故障与维修方法
数控车床四方刀架常见故障与维修方法作者:郭飞鹰来源:《科技资讯》2014年第11期摘要:数控车在加工制造行业应用越来越广,从而推动职业教育“数控技术”专业的发展,也为职业学校增添了一道亮丽风景,但是机床故障和维修的问题也随之而来,作为不是专业维修人员的数控一线实训教师,我们也应该具备一定的机床保养和维修能力。
关键词:数控车床四方刀架故障维修中图分类号:TG519 文献标识码:A 文章编号:1672-3791(2014)04(b)-0079-01近年来,随着我国加工制造业的迅速发展,具有加工高速、高效、高精的数控机床也随着占踞了加工制造行业的重要地位,尤其是经济性数控机床成本低、高效率更是在小企业、学校等得到普遍应用。
电动四工位四方刀架更是经济型数控机床的重要组成部分,作为一名学校车间的实训指导教师,我将这些年我在维修四方刀架上遇到的问题、故障排除及维修方法作一经验总结,希望能够对大家有所帮助,只是个人经验,如有不足之处还请同行指正。
1 四工位四方刀架的工作原理首先我们要知道四工位四方电动刀架是通过“控制系统发出换到信号,控制继电器动作,既而刀架电机正转,通过蜗轮、蜗杆、螺杆将销盘上升到一定高度时,离合销带动销盘,销盘再带动上刀体转动,当上刀体转到所需刀位时,霍尔元件(发信盘)电路发出到位信号,从而电机反转,反靠销进入反靠槽,离合销从离合盘中爬出,刀架完成粗定位,同时销盘下降端齿啮合,完成精定位,刀架位置被锁紧”。
从而保证了加工过程中,车刀始终能够保持正确的加工位置。
知道工作原理后,我们就可以根据问题现象快速查找和排除问题。
2 故障分析和解决2.1 现象为系统发出指令信号,刀架无旋转换刀动作,这时候我们可以从以下几个方面进行排查(1)空开跳闸。
因为机床电路里有过载和过流保护装置,当过载或过流时,为了保护其它电器元件不受损坏,所以保护装置及时切断回路,导致不能正常换刀,将其恢复即可,当然有些机床使用自恢复保护装置则可忽略此问题。
数控车床电动四工位刀架常见故障分析和维修范本
操作规程编号:LX-FS-A98427数控车床电动四工位刀架常见故障分析和维修范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑数控车床电动四工位刀架常见故障分析和维修范本使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
本文通过对数控车床电动四工位刀架的结构与工作原理进行阐述,并以该类刀架的一些典型故障为依据进行分析,剖析了其相应机械和电气方面的故障原因,并提出相应的维修方案。
本人单位近年来购入多台数控车床供教学使用,随着时间的推移,部分车床的电动四工位刀架出现不同性质的故障,导致机床无法正常使用,甚至产生了刀具和工件相撞的现象,给教学带来较大影响。
本文通过对该类故障的典型例子进行了原因分析,并提出故障排除方法,供大家参考。
数控车床电动四工位刀架的工作原理在进行刀架维修之前,我们先分析一下数控车床电动四工位刀架的结构和工作原理。
电动四工位刀架工作原理如下描述:当数控系统发出信号,通过放大线路驱动继电器使电机旋转(正转),电机驱动涡轮蜗杆机构将上刀体升起一定位置后,离合转盘起作用,带动上刀体旋转到所选刀位,刀位发信盘向数控系统发出信号,假如刀架已旋转到正确刀位,此时刀架控制器(继电器)使电机反转,使得刀体下降,齿牙盘啮合,从而完成精定位,并通过蜗杆、锁紧蜗轮,使电动刀架锁紧,当夹紧力达到预先调好的状态后,电机停转,完成换刀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YF-ED-J1252
可按资料类型定义编号
数控车床电动四工位刀架常见故障分析和维修实用
版
In Order To Ensure The Effective And Safe Operation Of The Department Work Or Production, Relevant Personnel Shall Follow The Procedures In Handling Business Or Operating Equipment.
(示范文稿)
二零XX年XX月XX日
数控车床电动四工位刀架常见故障分析和维修实用版
提示:该操作规程文档适合使用于工作中为保证本部门的工作或生产能够有效、安全、稳定地运转而制定的,相关人员在办理业务或操作设备时必须遵循的程序或步骤。
下载后可以对文件进行定制修改,请根据实际需要调整使用。
本文通过对数控车床电动四工位刀架的结
构与工作原理进行阐述,并以该类刀架的一些
典型故障为依据进行分析,剖析了其相应机械
和电气方面的故障原因,并提出相应的维修方
案。
本人单位近年来购入多台数控车床供教学
使用,随着时间的推移,部分车床的电动四工
位刀架出现不同性质的故障,导致机床无法正
常使用,甚至产生了刀具和工件相撞的现象,
给教学带来较大影响。
本文通过对该类故障的
典型例子进行了原因分析,并提出故障排除方法,供大家参考。
数控车床电动四工位刀架的工作原理
在进行刀架维修之前,我们先分析一下数控车床电动四工位刀架的结构和工作原理。
电动四工位刀架工作原理如下描述:当数控系统发出信号,通过放大线路驱动继电器使电机旋转(正转),电机驱动涡轮蜗杆机构将上刀体升起一定位置后,离合转盘起作用,带动上刀体旋转到所选刀位,刀位发信盘向数控系统发出信号,假如刀架已旋转到正确刀位,此时刀架控制器(继电器)使电机反转,使得刀体下降,齿牙盘啮合,从而完成精定位,并通过蜗杆、锁紧蜗轮,使电动刀架锁紧,当夹紧力达到预先调好的状态后,电机停转,完成
换刀。
数控车床电动四工位刀架故障维修实例
维修实例1:刀架运转生涩、噪音较大。
故障分析与处理:由于刀架内部为不连续的润滑,长时间工作后润滑脂变脏失效,导致刀架运转生涩,产生噪音。
此时应该使用用柴油清洗刀架内部机械部分,并涂上新的润滑脂,相应故障消失。
维修实例2:刀架运转卡顿、卡死。
故障分析与处理:当刀架卡死时,刀架顺时针无法转动,首先要检查主轴螺母是否锁死,需重新调整。
其次检查夹紧装置的定位销是否在棘轮槽内,若在的话,要将棘轮和连接销孔回转一个角度重新连接,即可解决故障。
维修实例3:刀架连续运转、到刀位不停。
故障分析与处理:对于这种故障,首先判断是刀架内部机械问题还是刀架电机故障,但由于刀架能够连续运转,可以判断出现并非机械故障,主要从电气方面入手:检查刀架刀位信号是否发出,若没有刀位信号,则是发信盘故障。
此时可以检查发信盘弹性触头是否磨坏、发信盘接线是否有短路,需要更换弹性片触头或重新接线。
同时应该针对其线路中的继电器接触情况、刀位开关接触情况、中断继电器接触情况、线路连接情况,并排除线路的故障。
维修实例4:电动刀架无法锁紧。
故障分析与处理:(1)发信盘和传感设备不对正:打开刀架顶盖,调整发信盘的位置,使得刀架霍尔元件和磁钢对正,使刀位停
在准确的位置。
(2)车床参数中的刀架的反锁时间设置的太短,此时调整系统的反锁时间即可(t=1.2~1.5s 即可)。
当然,反锁时间也不可太长,否则电动机容易烧坏。
(3)刀架内部锁刀螺母太松,锁紧螺母即可。
维修实例5:电动刀架某一刀位转不停,其余刀位可以转动
故障分析与处理:(1)此刀位的霍尔元件损坏:确认有故障的刀位,在系统上输入转动该刀位,用万用表测量该刀位触点对+24V触点是否有变化,若无变化,则该霍尔元件损坏,需更换发信盘或霍尔元件。
(2)检查该刀位信号与系统的连线是否存在断路,若此刀位信号线断路,造成系统无法检测刀位信号,需正确连接接线。
(3)当以上两点无故障
时,则系统的刀位信号接收电路有问题,更换接线主板。
其他故障:除了上述故障现象外,还有无法程序选刀、手动换刀结束后刀具返回原位置等等,这些故障的原因主要是继电器接触不良、电源相序接错等等,需分别进行调整,可以解决故障。
数控车床电动电动四工位刀架是一个存在着机械部件和电气控制的有机整体,所以在进行排除故障时,维修人员应该有整体概念,能够根据故障的特征细心判断,并采用正确的故障诊断步骤和正确的维修方法,就能找出故障根源并快速排除。