电工圆铝线
GB 3955-83电工圆铝线
中华人民共和国国家标准电工圆铝线UDC 621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26发布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
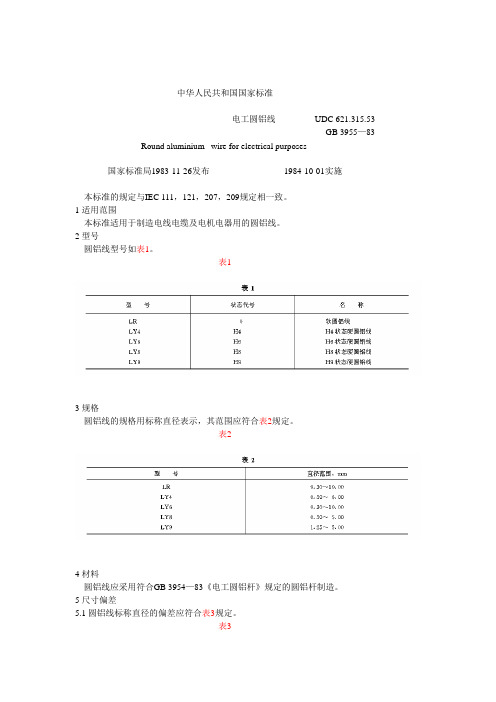
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度 2.703kg/dm3线膨胀系数 0.000023℃-1电阻温度系数 LR型 0.00407℃-1其余型号 0.00403℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表610 验收规则10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
漆包铝线(SWG18 24)

漆包铝线(SWG18 24)产品描述产品介绍漆包铝圆线是一种由电工圆铝杆绘制特殊尺寸的模具,然后涂有珐琅多次重复以上的绕组线。
漆包圆铝线1 的优势。
与铜漆包线相比,漆包线铝线容易绕组,也有一个固体氧化物膜的漆包线铝线的表面上,这使得它具有良好的隔热效果,寿命长。
2由于铝膜层的良好的隔热效果,它的耐热温度可以是20度,高于铜线;3使用铝的最大好处是,它是比铜显着降低了生产成本,第二,它可以连接到的固体很容易,在操作过程中,它也可以减少货运及运输和第三轻三分之一。
应用领域微波变压器;生产重量轻,相对高的导电性,耐热性和良好的绕组,特别是传输的高频信号的绕组;要求在高频电压装置,常见的变压器,电感线圈,电动机,家用电气和微型马达;电磁线开盖在小型电机转子绕组漆包线开盖。
等等开盖在显示器偏转线圈的电磁线电磁线开盖的消磁线圈其他特殊电磁线执行标准企业标准Q/320292AAAB01-2009产品种类130级聚酯漆包圆铝线类(155) 180聚酯亚胺漆包圆铝线,200级(220)聚酯涂聚酰胺酰亚胺复合漆包铝圆线制造范围铜芯直径:∮0.20毫米〜3.50毫米如果需要的尺寸以上scpoe的,请与我们联系。
产品介绍纸包线是由无氧铜杆或电工圆铝杆其中绘制或类型的绕组线特殊尺寸的模具挤出,然后包裹着特殊的绝缘材料,主要用于油浸式变压器,电抗器,和其他电子设备的绕组。
产品种类1包扁铜(铝)导体,2纸包圆铜(铝)导体,3包扁硬铜导体,4特种绝缘材料覆盖的矩形铜(铝)导体。
制造覆盖范围胡椒的矩形铜(铝)导体:厚度答:1.00毫米〜10.00毫米宽度B:3.00毫米25.00毫米纸包圆铜(铝)导体:3.00毫米≤导体直径d≤6.00毫米的矩形硬铜导体:厚度答:1.00毫米〜2.50毫米宽度B:5.00毫米〜15.00毫米 。
常用塑料绝缘低压电线电缆基础知识
常用塑料绝缘低压电线电缆基础知识一、电线电缆产品名称、结构组成、特性参数、制造工艺、试验及附件和敷设常用名词术语简介。
1.电线电缆:用以传输电能信息和实现电磁转换的线材产品;2.软电缆:使用时要求柔软,并在结构和材料上能满足这一柔软性要求的电缆;3.单线:单根的导线;4.绞线(绞合导体):由多根圆线或型线呈螺旋形绞合成的导体(线);5.电力电缆:输配电所用的电缆;6.控制和信号电缆:用于测量电气参数和物理参数、传输信号和控制线路的电缆;7.(电缆)导体,(电缆)导线:电缆中具有传导电流特定功能的元件;8.实心导体,实心导线:由一根圆线或型线制成的导体;9.扇形导体:截面形状近似扇形的型导体;10.紧压导体:通过机械紧压或拉伸,或适应选择单线的形状和位置,以减小经过绞合间隙的绞合导体;11.导体绝缘:导体或导体屏蔽层上的绝缘;12.屏蔽层:将电场、磁场限制在电缆内或电缆元件内,并保护电缆免受外电场、磁场影响,包覆在电缆外的屏蔽层通常是接地的;13.绝缘线芯,绝缘导体:导体(线)及其绝缘层和屏蔽层(如具有时)的组合体。
14.主线芯,电线电缆中承担主要功能的绝缘线芯;15.地线芯:电线电缆中承担辅助功能的绝缘线芯;16.填充物:在多芯电缆中用于填充各个绝缘线芯之间间隙的材料;17.内衬层:包在多芯电缆电缆芯(可包括填充物)外面放在保护层下面的非金属层;18.护套:金属或非金属材料均匀连续的管状套,通常是挤制成的;19.金属护套:由金属制成的护套。
金属套包括有:铅套、铝套、钢套、铜套;20.非金属套:由高分子材料制成的护套。
非金属套包括:橡套、塑套;21.铠装层:通常用以防止对外界机械影响由金属带、线、丝制成的电缆覆盖层;22.导体截面:组成导体的各个单线的垂直于单线轴线的横截面之和;23.标称截面:用以表示系列规格的一种近似截面。
24.绞合节距:电缆某元件以螺旋形旋转一周时沿轴向的长度;25.节距比:绞合元件的绞合节距与其螺旋直径之比;26.绞合方向:电缆的绞合元件相对于电缆轴向的旋转方向。
《电工圆铝杆》修订

GB/T 3954《电工圆铝杆》修订编制说明(征求意见稿)编制组2007年6月11日GB/T 3954《电工圆铝杆》征求意见稿编制说明1 编制依据1.1 GB/T 3954-2001《电工圆铝杆》已经颁布执行6年,在这6年来,2001版标准基本满足了生产、科研、贸易的要求,为国家产业的发展起到过积极推动作用。
随着科学技术的不断发展,原国标的部分内容已不能满足生产和贸易的要求。
为适应科技的发展,满足用户的需求,与国际市场接轨,对GB 3954-2001《电工圆铝杆》进行修改。
在修改过程中,力求反映电工圆铝杆全国的发展水平,并达到国际先进水平。
1.2 根据有色轻金属标准化委员会有关文件安排,《电工圆铝杆》国标修订由包头铝业股份有限公司、中铝贵州分公司负责起草。
2 编制原则2.1 按照GB/T 1.1-2000《标准化工作》导则及GB/T 1.3的要求进行格式、结构的编排。
2.2 严格执行国家的法律法规。
2.3 在原GB/T 3954-2000的基础上,根据国家采用国际标准的要求,积极采用美国ASTM、欧盟EN标准。
2.4 结合我国目前生产现状,体现标准的科学性、先进性、合理性和经济适用性。
2.5 根据国内外贸易情况,充分满足用户的需求。
3 编制过程3.1 包头铝业股份有限公司于2006年6月-2007年8月对有关的科研院所、生产单位、使用单位进行了调研,先后走访了、、等多个单位,函调了×××等个单位。
调查了解了国内电工圆铝杆生产、使用及执行标准等情况,收集了对标准的修订意见和大量的数据,同时尽可能收集分析国内外相关标准和研究报告、论著等,在这些信息基础上,起草了标准第一草案。
3.2 2007年3月,由全国有色金属标准化技术委员会主持召开了标准讨论会,2007年5月,起草单位根据讨论会会议纪要编制了标准征求意见稿。
3.3 2007年6月,编制组将征求意见稿寄往全国各有关单位(计个)征求意见,其中家返回了意见,编制组对各单位意见进行了认真研究,初步确定了处理意见,并将采纳的意见纳入标准中,形成标准送审稿。
电线电缆主要原材料及产品质量检验规范

2017电线电缆主要原材料及产品质量检验规范(共44页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--电线电缆主要原材料及产品质量检验规范编制:高南城———————审核:———————批准:———————浙江正达交联电缆有限公司2017年03月04日发布 2017年03月05日实施前言本检验规范依据标准GB/T3956-2008《电缆的导体》、GB/T3953-2009《电工圆铜线》、GB/T4910-2009《镀锡圆铜线》、GB/T3955-2009《电工圆铝线》、GB/T5013-2008《额定电压450/750V及以下橡皮绝缘电缆》、GB/T5023-2008《额定电压450/750V及以下聚氯乙烯绝缘电缆》、JB/T8734-2012《额定电压450/750V及以下聚氯乙烯绝缘电缆电线和软线》、JB/T8735-2011《额定电压450/750V及以下橡皮绝缘软线和软电缆》、MT818-2009《煤矿用电缆》、GB/T3048-2007《电线电缆电性能试验方法》、GB/T2951-2008《电缆绝缘和护套材料通用实验方法》、GB/T4909-2009《裸电线试验方法》等产品标准和相关试验方法标准而制定。
本检验规范适用于本公司电线电缆产品全过程的质量检验和试验。
本检验规范共分六个部分:第1部分:一般规定第2部分:电线电缆用主要原材料进货检验第3部分:额定电压450/750V及以下聚氯乙烯绝缘软电缆电线检验第4部分:额定电压450/750V及以下通用橡套软电缆电线检验第5部分:额定电压450/750V及以下橡套电焊机电缆检验第6部分:MY、MZ煤矿用电缆检验本检验规范从2017年03月05日起实施。
第1部分:一般规定1 目的使进货检验或验证按规定的要求进行,保证未经检验和验证的原材料不投入生产使用。
防止产生和及时发现不合格品,保证检验通过的产品符合质量标准的要求。
稀土电工圆铝杆铸造工艺流程

稀土?
稀土[xītǔ]一词是历史遗留下来的名称。稀土元素是从18世纪末 叶开始陆续发现,当时人们常把不溶于水的固体氧化物称为稀 土。稀土一般是以氧化物状态分离出来的,又很稀少,因而得 名为稀土。通常把镧(lan)、铈(shi)、镨(pu)、钕(nv)、钷 (po)、钐(shan)、铕(you)称为轻稀土或铈组稀土;把钆 (ga)、铽(te)、镝(di)、钬(huo)、铒(er)、铥(diu)、镱(yi)、镥(lu) 钇(yi)称为重稀土或钇组稀土。也有的根据稀土元素物理化学性 质的相似性和差异性,除钪(kang)之外(有的将钪划归稀散元 素),划分成三组,即轻稀土组为镧、铈、镨、钕、钷;中稀 土组为钐、铕、钆、铽、镝;重稀土组为钬、铒、铥、镱、镥。
第二节
二、工器具准备
(一)准备工器具的一般程序
准备工作
1. 根据本班生产任务的具体情况,确定所需工器具的种 类和数量; 2. 对工器具进行异物清除和简单修复等用前处理; 3. 对可能接触液体铝的工具进行预热; 4. 将工器具移到相关岗位并摆放在便于使用的位臵;
第二节
(二)各岗位所需工器具
准备工作
主要内容
第一节 第二节
工艺流程
铸造准备工作
铸造操作 常见质量问题及处理
第三节
第四节
第一节 工艺流程
稀土电工圆铝杆工艺流程
电解原铝 正确排包 剪切
轧机轧制 绕线
倒入混合炉
浇铸
打捆
配料
过滤
吊运 判级\检验
精炼、扒渣
确认工艺条件
检斤
取样、送检
静置沉淀
交库
电工圆铝杆生产设备介绍
青铝分公司铸造一车间二区主要使用伊东新(德阳) 线缆设备有限公司的UL+Z-1600+255/14型铝镁硅连铸 连轧生产线,由五轮式连铸机、液压剪、校直牵引 机、连轧机、收线、电控系统等组成。 结晶轮直径Φ1600mm,轧辊直径Φ255mm。 机架形式:二辊+三辊Y型 机架数:共14付(水平辊机架1付,垂直辊机架1付, 下传动机架6付,上传动机架6付)。 连轧机主电机:Z4-355-32 355kw 600r/min.
电工圆铝杆

编号
共1页,第1页
电工圆铝杆
代替
编制依据
GB/T 3954—2008
用途
拉制圆铝线
重要性分类
A
序号
项目
单位
要求
1
执行标准
GB/T 3954—2008
2
名称
电工圆铝杆
3
牌号
1A60
4
型号
A4
A6
5
状态
H13
H14
6
直径
mm
9.5
7
直径偏差
%
±5
8
不圆度
mm≤
0.9
9
表面质量
应清洁,不应有摺边、错圆、裂纹、夹杂物、扭结等及其他影响使用的缺陷
10
抗拉强度
MPa≥
95-115
110-130-
11
伸长率
%≥
11
8
12
电阻率ρ20
nΩ.m≤
28.01
28.01
13
交货重量
应成卷交货,每卷应为连续一根,不允许焊接或扭接,最小卷重应不小于500kg
14
包装
应成卷包装,捆扎良好,应有防雨、防潮、防污染、防腐蚀及防机械损伤措施
15
其它要求
符合GB/T 3954—2008的规定
漆包线(SWG25)

漆包线(SWG25 30)基本信息。
产品型号:0.315-0.508毫米绝缘材料:漆包线导体类型:固体导体材料:铝应用:地下类型:绝缘漆包铝圆线是一种由电工圆铝杆绘制特殊尺寸的模具,然后涂有珐琅多次重复以上的绕组线。
漆包圆铝线1 的优势。
与铜漆包线相比,漆包线铝线容易绕组,也有一个固体氧化物膜的漆包线铝线的表面上,这使得它具有良好的隔热效果,寿命长。
2由于铝膜层的良好的隔热效果,它的耐热温度可以是20度,高于铜线;3使用铝的最大好处是,它是比铜显着降低了生产成本,第二,它可以连接到的固体很容易,在操作过程中,它也可以减少货运及运输和第三轻三分之一。
应用领域微波变压器;生产重量轻,相对高的导电性,耐热性和良好的绕组,特别是传输的高频信号的绕组;要求在高频电压装置,常见的变压器,电感线圈,电动机,家用电气和微型马达;电磁线开盖在小型电机转子绕组漆包线开盖。
等开盖在显示器偏转线圈的电磁线电磁线开盖的消磁线圈其他特殊电磁线执行标准企业标准Q/320292AAAB01-2009产品种类130级聚酯漆包圆铝线铝绞线制造范围铜芯直径(155):0.20毫米〜3.50毫米如果需要规模以上scpoe,请与我们联系产品介绍纸包线是由无氧铜杆或电工圆铝杆这特殊尺寸的模具拉拔或挤压类型的绕组线,然后包裹着特殊的绝缘材料。
主要用于在绕组油浸式变压器,电抗器,和其他电子设备。
产品类型1胡椒包扁铜(铝)导体,2纸包圆铜(铝)导体,3胡椒包扁硬铜导体,4特种绝缘材料覆盖的矩形铜(铝)导体。
制造覆盖范围胡椒的矩形铜(铝)导体:厚度答:1.00毫米〜10.00毫米宽度B:3.00毫米25.00毫米纸包圆铜(铝)导体:3.00毫米≤导体直径d≤6.00毫米的矩形硬铜导体厚度答:1.00毫米〜2.50毫米宽度B:5.00毫米〜15.00毫米如果需要大小,以上scpoe或选择其他不同的类型,请与我们联系。
PEW 热乙130 F 155 标准Q/320292AAAB01-2009 应用风扇,空调器,电动工具,洗衣机,微型电机,防爆电机,镇流器,干式变压器和其它电动工具的绕组。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国国家标准
电工圆铝线UDC 621.315.53
GB 3955—83 Round aluminium wire for electrical purposes
国家标准局1983-11-26发布1984-10-01实施
本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围
本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号
圆铝线型号如表1。
表1
3 规格
圆铝线的规格用标称直径表示,其范围应符合表2规定。
表2
4 材料
圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差
5.1 圆铝线标称直径的偏差应符合表3规定。
表3
*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa
5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能
圆铝线的机械性能应符合表4规定。
表4
7 电性能
圆铝线的电性能应符合表5规定。
表5
计算时,20℃时的物理数据应取下列数值:
密度 2.703kg/dm3
线膨胀系数 0.000023℃-1
电阻温度系数 LR型 0.00407℃-1
其余型号 0.00403℃-1
8 外观
圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求
9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表6
10 验收规则
10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表7
10.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
11 试验方法
卷绕试验(第6条):试样在等于自身直径的圆棒上紧密卷绕8圈,退绕6圈之后,重新紧密卷绕,用正常目力检查,铝线应不裂断,但允许铝线表面有轻微裂纹。
12 包装及标志
12.1 圆铝线用型号、直径及本标准编号表示。
例如:标称直径为2.00mm的H4状态硬圆铝线,表示为:L Y4—2.00GB 3955—83
12.2 圆铝线应卷绕整齐,妥善包装。
成盘时,最外一层应与线盘侧板边缘保持适当的距离。
12.3 每盘或每圈圆铝线上应附有标签标明:
a.制造厂名称
b.型号及规格mm
c.毛重及净重kg
d.制造日期年月
e.标准编号GB 3955—83
________________
附加说明:
本标准由中华人民共和国机械工业部提出。
本标准由机械工业部上海电缆研究所归口。
本标准由机械工业部上海电缆研究所等起草。
本标准起草负责人袁和生。
自本标准实施之日起,原机械工业部部标准JB 648—77《圆铝线》作废。