《电工圆铝杆》修订
电工圆铝线

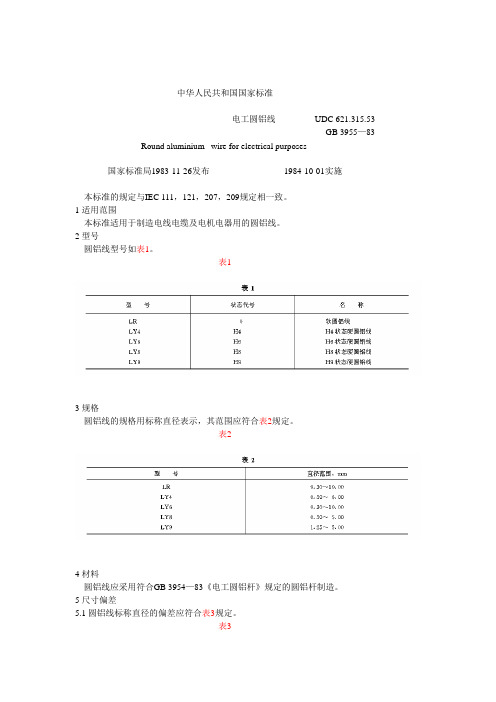
中华人民共和国国家标准电工圆铝线UDC 621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26发布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度 2.703kg/dm3线膨胀系数 0.000023℃-1电阻温度系数 LR型 0.00407℃-1其余型号 0.00403℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表610 验收规则10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
GB 3955-83电工圆铝线
中华人民共和国国家标准电工圆铝线UDC 621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26发布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度 2.703kg/dm3线膨胀系数 0.000023℃-1电阻温度系数 LR型 0.00407℃-1其余型号 0.00403℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表610 验收规则10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
电力金具国家规范标准50类

中华人民共和国国家标准T 形线夹UDC 621.315.6GB 2340—85T-connector 代替GB 2340—80 国家标准局1985-01-23发布1985-12-01实施1 适用范围本标准适用于变电所户外配电装置中母线与引下线T接的T形线夹。
2 型式尺寸2.1 T形线夹分为TL型、TY型。
2.2 T形线夹主要尺寸应符合图1~2表1 ~2的规定:图1表1mm图2表2mm表中型号中字母及数字意义为:T——T接;Y——压缩,L——螺栓;数字——适用导线截面,mm2;分子表示铝截面;分母表示钢截面;21等第一位表示适用母线组合号,第二位表示适用引下线组合号。
2.3 接线端子螺栓孔尺寸按SD28-82《电力金具接线端子》的规定。
3 技术要求3.1 线夹一般技术条件应符合GB 2314—85《电力金具通用技术条件》的规定。
3.2 材质与紧固件:a.压缩型T形按GB1196—83《重熔用铝锭技术条件》,采用牌号不低于AL99.5b.螺栓型T形线夹按GB1173—74《铸造铝合金》,采-102铝硅合金制造;c.U形螺丝按GB700-79《普通碳素结构钢技术条件》,采用抗拉强度不低于372.5N/mm2 (372.5MPa)的钢制造;d.螺栓按GB 5—76《六角头螺栓(粗制)》;e.螺母按GB 41—76《六角螺母(粗制)》。
f.垫圈按GB 95—76《垫圈(粗制)》;g.弹簧垫圈按GB 93—76《弹簧垫圈》。
h.加厚垫圈按SD27-82《加厚大垫圈》4 验收规则及试验方法线夹的验收及试验按GB2317—85《电力金具验收规则、试验方法、标志与包装》进行。
5 标志与包装线夹的标志与包装按GB 2317—85规定。
____________________附加说明:本标准由中华人民共和国水利电力部提出。
本标准由水利电力部南京电力金具设计研究所起草。
本标准主要起草人董吉谔、周铭泽、易健行、骆忆祖、余天衢、薄通。
原铝液加工电工圆铝杆的工艺改进与控制

原铝液加工电工圆铝杆的工艺改进与控制钏飞(青铜峡铝业股份有限公司,宁夏青铜峡751603)摘要:连铸连~L_T-艺被普遍应用于有色金属线杆的生产.对原铝液加工电工圆铝杆的成分控制,熔炼控制和铸轧环节控制进行了分析和调整.生产结果表明,用原铝液直接加工电工圆铝杆可减少重熔工序,降低能耗.关键词:连铸连轧;电工圆铝杆;抗拉强度;伸长率;电阻率中图分类号:TG249.7文献标识码:A文章编号:1673-3320(2011)05-0018-03ImprovementandControlofProcesstoProduceElectricalRoundAluminumPolewithOriginalAluminumLiquidChuanFel(QingtongxiaAluminumHoldingCo.,Ltd.,Qingtongxia751603,Ningxia,China)Abstract:Thetechnologyofcontinuouscastingandrollingiswidelyusedinthemanufactureofnonferrousmetalpole.Thecontrolofcomposition,meltingandcastingandrollingprocesstoproduceelectricalroundaluminumpolewithoriginalaluminumliquidwereanalyzedandadjusted.Theproductionresultsshowthattheprocessforelectricalroundaluminumpolewithoriginalaluminumliquiddirectlyisabletoreducetheworkingprocedureofremeltingandcutdowntheenergyconsumption.Keywords:continuouscastingandrolling;electricalroundaluminumpole;tensilestrength;elongation;resistivity连续铸造是液态金属通过一定形状结晶器时,受强制水冷凝固并连续成形的铸造工艺.常用的结晶器有矩形,圆形直通式或轮式.轮式结晶器常与连续轧辊组合应用于电工圆铝杆的生产.电工圆铝杆是钢芯铝绞线的生产原材料.由于钢芯铝绞线应用于高压长输电缆,国家标准…规定以电阻率,抗拉强度和伸长率作为电工圆铝杆的分级标准,分别规范高压长输供电无功损耗和输送效率,架空安全性和拉绞加工性能.近年来,各电解铝企业先后开始电工圆铝杆生产,用电解原铝液直接生产铝杆避免二次重熔,这样每吨铝可节约能源50kg标准煤,降低7‰的铸造损失.但相比重熔铝锭金属熔液,电解原铝液温度高,杂质和气体量大,要实现优质高效生产须从工艺装备等方面加以改进.1电解原铝液加工电工圆铝杆的改进与控制霍耳一埃鲁特熔盐电解法是生产原铝的通用工艺.即通过电离熔融氟化盐电解质中的氧化铝来获取单质铝,其过程如图l所示.产出铝为液态且温度达900oC以上,含有大量悬浮的氟化盐等渣滓和气体.同时由于原料产地不同或工艺控制原因会导致杂质元素含量差异,增加了以之为原料加工电工圆铝杆的难度.兰图1霍耳一埃鲁特熔盐电解法示意图收稿日期:201卜05—29.作者简介:钏l飞(1984一),男,助理工程师,主要从事铝及铝合金铸造工艺管理工作.18fz.年第s期1.1原铝液生产电工圆铝杆的成分控制1.1.1铁和硅铁和硅是电解原铝液中含有的常规元素,大部分由氧化铝等原料引入,铸造时无法去除.实践证明如将其质量分数分别控制在0.18%和0.O8%以下,H.w(Fe)/w(Si)在2.3~3区间内,可确保铝杆产品的导电性,同时提高其力学强度.1.1.2钒和钛钒和钛通常在进口氧化铝中含量较高,均属铝材导电性敏感元素,其含量的微小变化即可引起电阻率成倍增减.生产中通过添加铝硼合金生成TiB和VB沉淀来消除.1.1.3稀土元素稀土元素可改善铸坯结晶质量,减少Fe,Si等杂质影响,提高产品强度,降低电阻率,改善其深加工性能.工业上常以氧化稀土加入电解槽得到的稀土合金作为生产铝杆的添加剂.1.1.4配料操作原铝液入炉后,须根据其化学成分,质量和成品元素要求,同时考虑元素吸收率,经计算,称量后向炉内投放添加剂.国标规定电工圆铝杆化学成分除特殊约定外不作为验收指标,配料的目的是为了去除有害元素和保障产品指标.1.2原铝液生产电工圆铝杆的熔炼控制1.2.1温度控制原铝液入炉温度一般在850℃左右.而铸造温度一般不超过720℃,必须经过降温处理.降温经如下过程:首先,投入添加剂冷料后,铝液温度降低;其次,考虑下一步精炼静置操作的温度损失;第三,回炉废品降温,由于杆料比表面积较大,废品直接入炉铸造损失高,应打包后投料;最后,通过控制熔炉的加热系统保温或升温.1.2.2精炼和静置精炼是指将低熔点熔盐用惰性气体吹入熔池,以净化熔体的工艺操作.熔盐形成的液滴和气泡一起通过”吸附”携带固,气相杂质浮出.常用惰性气体有氮,氩等,精炼剂常用氯化钠,氟化钠和其他盐类的混合物[:】.精炼完成等待杂质上浮至熔体表面的过程称为静置.静置时间一般控制在l5~20min.静置后需将表面浮渣扒净,以得到纯净熔体.1.3原铝液生产电工圆铝杆铸轧环节的控制炉内处理后的铝液由溜槽导入连铸机,铸造成连续铸坯后引入轧机系统,经不同孔径的轧辊组合逐道次轧制成.5~12mm的铝杆.此过程控制须通过设备来实现.连铸连轧生产线如图2所示.图2连铸连轧生产线简图1.3.1铸造过程控制铝液在此过程中通过轮式连铸机上铜质轮槽被钢片包覆的型腔,经喷水冷却,连续形成铸坯.通过调整铸机转速和冷却水阀门来控制铸造速度和冷却强度.低温,强冷可得到组织优良的铸坯和较高生产效率【s】.通常浇铸温度控制在690~720℃之间,浇铸速度21cm/s左右;冷却水温30~40℃,流量80t/h.生产间隙需定期清理维护结晶轮和冷却水系统.1.3.2轧制过程控制铸造出的铸坯被引入轧辊轧制,同时受冷却乳液喷淋.轧辊机架孔径逐道次变小,目前通用轧制机架为13或11道次.铸坯进入第一道次时的温度可反映其结晶情况和强度,对轧制质量至关重要.通常由操作者手持仪表或在轧机入轧口前增加红外线数显测温仪监控.不合格铸坯用液压剪逐段剪去至适合为止,一般控制在49O~520℃之间.轧机过程中的冷却介质采用机床用乳液.通过开关阀门并参考其温度来控制流量.轧制过程的冷却对杆料力学性能有决定性影响.北方企业需改进轧机循环乳液冷却系统来进行有效控制,如:增大板式换热器面积提高冷却效率(见图3)和冬季用蒸汽加热乳液池等.轧制的冷却效果通过测量杆料出轧温度来控制,一般在260~300℃之间.乳液冷却水图3乳液冷却系统改造示意图z.年第s期I492电解原铝液加工电工圆铝杆的工艺效果检验对某企业5075卷产品指标的统计分析如图4所联性,方能保证质量稳定.3结论1)电工圆铝杆作为高压长输供电线缆的原材料,其技术指标中的电阻率,抗拉强度,伸长率影响供电线路的安全和效率.2)连续铸造工艺广泛运用于铝材生产.轮式连铸机配合连续轧辊组是生产电工圆铝杆的最常用装备配置.3)电解原铝液直接生产线,杆等铝材可节约能源,减少铸损,是铝产业发展的必然趋势,值得广大从业者深入研究实践.4)电解原铝液温度高,杂质多,通过工艺,成分和设备方面的改进与控制,即可达到高效生产优质电工圆铝杆的目的.参考文献:[1]GB/T3954--2008电工圆铝杆[s].[2]王祝堂,田荣璋.铝合金及其加工手册[M].3版.长沙:中南大学出版社,2005:454—455.【3]肖亚庆.铝加工技术实用手~tff[M].北京:冶金工业出版社,2005:396.397.[4】向凌霄.原铝及其合金熔炼与铸造[M].北京:冶金工业出版社.2005:273.275.铸造常用词中英文对照及简释1.浇注系统(gatingsystem)[铸型】为将液态金属引入铸型型腔而在铸型内开设的通道.包括:浇口杯,直浇道,横浇道,内浇道.2.模样(pattern)[铸型]仿真铸件形状形成铸型型腔的工艺装备或易耗件.为保证形成符合要求的型腔,模样应具有足够的强度,刚度.3.冒口(riser)【铸型]为避免铸件出现缺陷而附加在铸件上方或侧面的补充部分.在铸型中,冒口的型腔是存贮液态金属的容器.4.芯盒(corebox)[铸型]将芯砂制成型芯的工艺装备.可由木材,塑料,金属或其它材料制成.5.芯砂(coresand)[造型材料]铸造生产中用于制造型芯的材料,一般由铸造砂,型砂黏结剂和附加物等造型材料按一定的比例混合而成.20Iz.年第s期
GBT 3954《电工圆铝杆》编制说明

GB/T 3954《电工圆铝杆》修订编制说明(讨论稿)编制组2012年5月1日一、项目来源GB/T 3954《电工圆铝杆》是根据国家标准化管理委员会批准的2011年标准制修订计划起草制定的(国标委综合X号),标准计划项目编号:XX。
该标准由全国有色金属标准化技术委员会归口,由包头铝业有限公司、加铝(天津)铝合金产品有限公司、中国铝业有限公司贵州分公司、云南铝业有限公司、中电投宁夏铜峡能源铝业集团有限公司、四川启明星铝业有限公司、山西阳泉铝业有限公司、福建南平铝业有限公司、杭州飞祥电子线缆实业有限公司、山西南山铝业股份有限公司等单位负责修订。
二、标准制定的目的和意义随着电力工业突飞猛进的发展,电缆行业“以铝代铜”不仅是一场材料革命,更是一项事关国防建设、生态环境与经济协调发展、造福子孙后代的重点工程;因铝熔点远低于铜,使得铝及其合金材料的工业冶炼环节大大降低了煤、电等高耗能资源用量,减少温室气体排放,促进社会经济与生态环境和谐发展。
目前国内输电线缆由原来的短距离、低压、低载量向高压化、大容量化、远距离化方面发展和延伸,故对输电线缆提出了更高的要求,仅使用以前开发、应用的精铝杆、纯铝杆及铝-镁-硅合金导线已不能满足要求,耐热铝合金导线的研究开发应用有效提高了导线单位面积的输电容量,成为电工圆铝杆生产新亮点。
因此修订相应国家标准,增加新的材料牌号,引领行业发展就十分必要和重要。
本次修订充分考虑电工圆铝杆产品的生产、科研、贸易及发展方向,力求反映电工圆铝杆全国的发展水平及发展方向,并达到国际先进水平。
三、标准的编制原则和依据3.1 编制依据3.1.1 GB/T 3954-2008《电工圆铝杆》已经颁布执行4年,在这4年来,2008版标准基本满足了生产、科研、贸易的要求,为国家产业的发展起到过积极推动作用。
随着科学技术的不断发展,原国标的部分内容已不能满足生产和贸易的要求。
为适应科技的发展,满足用户的需求,与国际市场接轨,对GB 3954-2008《电工圆铝杆》进行修改。
试述电工圆铝杆生产工艺优化路线
试述电工圆铝杆生产工艺优化路线摘要通过对电工圆铝杆生产关键工艺参数的优化,确定了电工圆铝杆在实际生产中的最佳工艺路线,提高了电工圆铝杆的质量和产量。
关键词电工圆铝杆;工艺参数;优化路线Abstract Through the critical process parameters optimization of round aluminium rods for electrical production,determine the electrical round aluminum pole in the actual production of the best route,and improves the quality and productivity of round aluminium rods for electrical purposes.Key Words Round aluminium rods for electrical purposes;Process parameters;Optimize routes前言电线电缆行业仅次于汽车行业,在世界范围内,中国电线、电缆总产值已超过美国,成为世界第一大电线电缆生产国。
随着中国电力工业、数据通信、城市交通等行业规模的不断扩大,对电线电缆的需求也将迅速增大,同时也刺激着电工圆铝杆生产厂家之间的激烈竞争。
我公司目前有电工圆铝杆生产线三条,均为伊东新(德阳)线缆设备有限公司制造,分别于2000年、2003年和2007年安装,可生产A2、A4、A6、A8等牌号的电工圆铝杆。
这3条生产线在设备结构、装机水平和生产工艺方面存在一定的差别,但其工艺流程基本相同,即铝液经过精炼、除气、过滤,通过中间过滤包注入连铸机进行连续铸造,连铸坯进入连轧机组轧制成圆铝杆。
但近年来由于设备老化严重,工艺过程控制难度增加,产品質量波动较为明显,产品质量投诉的数量也连年上升,产品市场形象受到较大影响,主要表现在:电工圆铝杆夹渣、夹气明显,拉制电线电缆时断线严重,力学性能不均匀,通调性差,线材加工难度较大,成品率低。
2023年电工圆铝杆产品质量监督抽查实施细则

2023年电工圆铝杆产品质量广西监督抽查实施细则1适用范围本细则适用于电工圆铝杆产品质量广西监督抽查,其他市场监管部门组织的及针对特殊情况的监督抽查可参考本细则执行。
监督抽查产品范围包括电工圆铝杆。
本细则内容包括产品分类、术语和定义、检验依据、抽样、检验要求、判定原则及异议处理等。
2产品分类电工圆铝杆种类按产品材料牌号、型号和典型直径可分为表1.3术语和定义本细则中未列出的术语和定义同相关引用标准。
4检验依据凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
GB/T3954-2014电工圆铝杆GB/T3954-2023电工圆铝杆GB/T3190-2023变形铝及铝合金化学成分GB/T7999-2015铝及铝合金光电直读发射光谱分析方法GB/T8170-2008数值修约规则与极限数值的表示和判定GB/T20975.3-2023铝及铝合金化学分析方法第3部分:铜含量的测定GB/T20975.4-2023铝及铝合金化学分析方法第4部分:铁含量的测定GB/T20975.5-2023铝及铝合金化学分析方法笫5部分:硅含量的测定GB/T20975.7-2023铝及铝合金化学分析方法第7部分:镒含量的测定GB/T20975.8-2023铝及铝合金化学分析方法第8部分:锌含量的测定GB/T20975.12-2023铝及铝合金化学分析方法第12部分:钛含量的测定GB/T20975.16-2023铝及铝合金化学分析方法第16部分:镁含量的测GB/T20975.18-2023铝及铝合金化学分析方法第18部分:铭含量的测定GB/T20975.25-2023铝及铝合金化学分析方法第25部分:元素含量的测定电感耦合等离子体原子发射光谱法GB/T4909.2-2009裸电线试验方法第2部分:尺寸测量GB/T4909.3-2009裸电线试验方法第2部分:拉力试验GB/T3048.2-2007电线电缆性能试验方法第2部分:金属材料电阻率试验GB/T17432-2012变形铝及铝合金化学成分分析取样方法相关的法律法规、部门规章和规定已经在全国企业标准信息公共服务平台自我声明公开或备案有效期内现行有效的企业标准及产品明示质量要求。
电线电缆用铝杆应符合国标GB∕T3954

电线电缆用铝杆应符合国标GB∕T3954
生产电线电缆用,铝杆标准规定了抗拉强度的最大和最小值,超出最大值范围是不是好
电线电缆用铝杆应符合国标GB∕T 3954-2008《电工圆铝杆》。
各牌号的铝杆强度(MPa)范围是:
1、牌号1B97、1B95、1B93和B90:型号B、O状态:35~65MPa;型号B
2、H14状态:60~90MPa。
2、牌号1A60,A型O状态:60~90MPa;A2型H12状态:80~110MPa;A4型H13状态:95~115MPa;A6型H14状态:110~130MPa;A8型H16状态:120~150MPa。
3、牌号1R50:RE-A型O状态:60~90MPa;RE-A2型H12状态:80~110MPa;RE-A4型H13状态:95~115MPa;RE-A6型H14:110~130MPa;RE-A8型H16:120~150MPa。
标准对上面各种型号的电工铝杆不仅规定了强度范围,还规定了伸长率和电阻率。
从上面的强度范围来说各相邻型号间的强度都是相互穿插的,抗拉强度的最大和最小只是个相对概念,不能简单认为超出最大值好于不好的问题。
对于电线电缆的导体用电工铝杆,不同用途的导体要求相对应也要求不同型号的电工铝杆,比如说用于做布电线的导体的铝杆要求软一点的,那就选择A型O状态或A2型H12状态的铝杆;如果做大截面的钢芯铝绞线,要求抗拉强度高一些,那么可以选用A6型H14状态、A8型H16状态或RE-A6型H14、RE-A8型H16的铝杆。
所以要根据不同的用途和要求来确定采用用何种型号和强度的铝杆。
另外需要指出的是强度高不存在不好拉丝、拉不动,抗拉强度再高也没有铝合金杆高,只要符号标准要求的电工铝杆拉丝都是没有问题的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB/T 3954《电工圆铝杆》修订编制说明(征求意见稿)编制组2007年6月11日GB/T 3954《电工圆铝杆》征求意见稿编制说明1 编制依据1.1 GB/T 3954-2001《电工圆铝杆》已经颁布执行6年,在这6年来,2001版标准基本满足了生产、科研、贸易的要求,为国家产业的发展起到过积极推动作用。
随着科学技术的不断发展,原国标的部分内容已不能满足生产和贸易的要求。
为适应科技的发展,满足用户的需求,与国际市场接轨,对GB 3954-2001《电工圆铝杆》进行修改。
在修改过程中,力求反映电工圆铝杆全国的发展水平,并达到国际先进水平。
1.2 根据有色轻金属标准化委员会有关文件安排,《电工圆铝杆》国标修订由包头铝业股份有限公司、中铝贵州分公司负责起草。
2 编制原则2.1 按照GB/T 1.1-2000《标准化工作》导则及GB/T 1.3的要求进行格式、结构的编排。
2.2 严格执行国家的法律法规。
2.3 在原GB/T 3954-2000的基础上,根据国家采用国际标准的要求,积极采用美国ASTM、欧盟EN标准。
2.4 结合我国目前生产现状,体现标准的科学性、先进性、合理性和经济适用性。
2.5 根据国内外贸易情况,充分满足用户的需求。
3 编制过程3.1 包头铝业股份有限公司于2006年6月-2007年8月对有关的科研院所、生产单位、使用单位进行了调研,先后走访了、、等多个单位,函调了×××等个单位。
调查了解了国内电工圆铝杆生产、使用及执行标准等情况,收集了对标准的修订意见和大量的数据,同时尽可能收集分析国内外相关标准和研究报告、论著等,在这些信息基础上,起草了标准第一草案。
3.2 2007年3月,由全国有色金属标准化技术委员会主持召开了标准讨论会,2007年5月,起草单位根据讨论会会议纪要编制了标准征求意见稿。
3.3 2007年6月,编制组将征求意见稿寄往全国各有关单位(计个)征求意见,其中家返回了意见,编制组对各单位意见进行了认真研究,初步确定了处理意见,并将采纳的意见纳入标准中,形成标准送审稿。
4 编制说明4.1关于分类4.1.1 2001版对83版型号为L、L2、L4、L6的单一电工圆铝杆进行扩充形成了“纯铝电工圆铝杆、稀土铝电工圆铝杆”两类,但从目前电工圆铝杆的发展趋势看,已不能满足生产及市场的需求。
4.1.2 从查阅的国际相关标准资料看,如美国ASTM B 233-97是针对电工用1350圆铝杆、ASTM B 398/B398M是针对6201-T81电工圆铝线、ASTMB317-88 6101是针对导电用铝合金挤制棒、管、结构型材;国际电工委员会IEC 104(1987)针对架空导线用铝镁硅合金线;欧盟标准EN1715-2:1997是针对1370、1350及6201、6101等材料,而我国的GB/T 3954《电工圆铝杆》没有进一步细分。
4.1.3 高纯度的铝(铝含量在99.99%)在20℃的导电性能:电阻率为26.548nΩ·m;等体积的电阻率为64.94%IACS。
在低温时,铝的导电性能对纯度十分敏感,99.996%或纯度更高的铝在1.1~1.2K时可能成为超导体①。
含铝99.5%的工业纯铝挤出的95mm2、150mm2和240mm2截面积实芯铝电线特别软,容易铺设,经应用证实,高压地下电缆不再需要采用绞合导线,可直接使用实芯铝导线②。
4.1.4 工业纯铝1060、1070A是技术条件较成熟的生产线材的产品;工业用纯铝1A99、1A90根据供需双方商定,亦可生产线材;而合金6101、6201是高强度导电棒材与线材的成熟产品。
①4.1.5 稀土在铝中起除气除杂,晶粒细化改善合金的加工特性③④⑤,提高铝的耐腐蚀性⑥⑦方面已经得到广泛的证实,预以保留。
4.1.6 从前期调研情况看,一些生产厂家已经有多年的生产合金圆铝杆的生产经验,一些用户也相应的提出了细化电工圆铝杆的需求,如国内石家庄某厂家,如国外巴西、委内瑞拉提出不同的牌号要求。
许多单位均建议细化纯铝杆牌号标准,增加合金杆牌号标准。
基于以上情况,新标准中在产品牌号上进一步细化,纯铝电工圆铝杆(牌号有1A99、1A95、1A90、1070、1060、1370、1350、1R50组成);合金电工圆铝杆(牌号有6101、6201)。
4.2关于型号和状态考虑到生产使用中各方习惯,本标准基本沿用GB/T 3954-2001中型号来区分产品不同的产品品种,用A表示,但基于品种增加,为避免混淆增加了高纯铝电工圆铝杆H-A和H-A2两个的型号,及合金铝圆铝杆A-A、A-A1、A-A4三个型号。
对于状态,按照GB/T 16475《变型铝及铝合金状态代号》中的规定,将新标准中的圆铝杆的状态确定为O、H112和T1、T2,与国际上通用的状态代号命名方法一致。
4.3 关于牌号和化学成分牌号RE-AL向轻标委申请注册为正式牌号1R50,并纳入正在修订的国家标准GB/T 3190之中,同时,向国家标准GB/T 3190编制组提请新增加牌号6201,并修改原GB/T 3190-1996中部分牌号的化学成分数值(如高级铝1A99、1A95、1A9等需要增加了杂质元素要求。
)4.4 关于尺寸偏差原标准只规定了直径范围,不限定具体直径,偏差也仅限定为±0.5和±0.7两类,略显粗糙,本标准考虑到不同厂家不同产品或不同工业设备之间的差距,参考欧盟标准EN1715-1:1997中的直径范围(直径范围根据中国国情作了适当修改)、偏差、典型直径,而不圆度基本沿用GB 3954-2001版要求,对直径在7.0~8.0的加严要求,f值调整为0.6mm,对直径14.0~21.0的加严要求,f值调整为1.0mm。
4.5关于标记示例产品标记也是一种表示具体产品命名的方法,由于产品标记不但要求具有简明、准确的特点,同时要便于计算机存储检索,按照GB/T 1.3和有色加工产品编写示例的规定,基本保持原GB/T 3954-2001不变,但增加了新增牌号的的示例内容。
4.6 关于机械性能4.6.1 电工圆铝杆的机械性能要求,直接关系到最终产品是否能满足有关标准的规定,拉制不同的尺寸的线材和不同用途的导线对电工圆铝杆的力学性能要求也不一样。
4.6.2 本标准对牌号为1070、1060、1350、1370的圆铝杆力学要求与GB/T 3954-2001版中品种为“纯铝电工圆铝杆”的力学要求一致:抗拉强度分为5个档次,经多年生产实践证明,这样划分是合理的,能满足生产使用要求,(2001版等效采用欧盟DIN EN1715 :1997中1350、1370材料的强度划分);伸长率基本延用原标准要求不变,型号A2、A4略有增加。
4.6.3 本标准对牌号为原稀土电工圆铝杆1R50(原RE-Al)的力学性能:抗拉强度维持原标准不变;伸长率延在原标准基础上,型号PE-A2、RE-A4略有增加。
4.6.4 对于高纯铝电工圆铝杆,经查阅有关资料①②③,结合生产实践,O状态下的抗拉强度定为30~50,伸长率定为不小于40,H112状态下的抗拉强度定为50~80,伸长率定为不小于35。
4.6.5 对于合金圆铝杆6101、6201两类产品力学性能:T1、T4状态下的抗拉强度等同采用欧盟标准EN1715-1:1997中划分要求,增加上限要求;为符合我国国情,增加H112状态下6101、6201的强度要求,分别定为大于150~200 MPa和160~210MPa;伸长率根据生产情况设定。
4.7 关于电性能4.7.1 GB/T3954-2001中的电性能是采用德国DIN 40501标准的规定,比相应的美国ASTMB 233标准要高,从多年的生产使用看,绝大多数厂家能满足要求,故新标准对牌号1070、1060、1350、1370 及稀土合金RE-AL的电性能要求与旧版标准一致,保留原指标不变。
4.7.2 对牌号为1A99、1A95、1A90的高纯铝电性能要求,经查阅资料及生产数据统计分析,暂定为HA对应27.30、HA2对应27.40。
4.7.3 对于牌号为6101、6201的合金杆,电性能参考采用欧盟EN 1715-2:1997标准的要求,根据生产实际,定为电阻率(20℃)不大于35.00nΩ·m。
经一步加工后应能符合国际电工委员会IEC 104(1987)《架空导线用铝镁硅合金线》电阻率要求是A型为:32.84、B型为:32.53,美国标准ASTM B 398/B 398M中《6201-T81电工用铝合金线》在20℃时电阻率≤32.841。
4.8 关于表面质量对原标准3.5条表面质量的描述,多年来各生产、使用单位认为原描述基本能反映铝杆的缺陷,故保留原标准的表述。
4.9 关于交货由于各厂家生产设备、生产工艺不尽相同,各厂家需求也不相同,故对每卷重量不加限制,交货时可根据双方协议。
1000Kg及以上为大卷,300~1000Kg为小卷。
对每圈根数加严要求,由原标准“大卷每卷不超过三根,小卷应为一根”修改为“电工圆铝杆每卷为1根”。
对“除非另有协议,电工圆铝杆不允许焊接或扭转”保留。
4.10 关于检验规则原标准对检验规则是按GB/T 1.1,GB/T 1.3的规定表述的,包括检查和验收、组批、检验项目、取样、检验结果的判定等,条理较清晰,也便于执行,故维持原标准内容不变。
5 新旧国家标准对比5.1 材料牌号和化学成分。
见4.3。
5.3 力学性能和电性能6 与国外同类标准对比国外同类先进标准有美国ASTM B233-1997、欧盟标准EN1715-2:1997和德国标准DIN 40501:1980,IEC有铝线的标准,但无铝杆的标准。
电工圆铝杆主要性能指标是抗拉强度和电阻率,本标准增加新的高级铝圆铝杆的有关要求,是其它标准所没有的;细化了工业纯铝杆的牌号,与美国ASTM B233-1997相比,本标准牌号更细,抗拉强度分档多一档,要求伸长率,电阻率要求更严,故新标准略高于美国标准;与欧盟标准EN1715-2:1997相比,新标准工业纯铝杆抗拉强度略有不同,电阻率基本相当,合金杆6101、6201增加了一个状态划分,电阻率略有提高,故新标准等效欧盟标准EN1715;与德国标准DIN 40501相比,工业纯铝杆的抗拉强度基本一致,伸长率基本一致,电阻率完全一致,故新标准等效德国标准DIN 40501。
7 发布情况GB/T 3954为推荐性国家标准,新标准发布实施之日起,代替GB/T 3954-2001。
8 附表其他国家相关标准要求表1 ASTM B233-97 电工用1350拉制线坯表2 EN 1715-2:1998铝及铝合金拉丝第一部分:应用于电气方面特殊要求表3 德国DIN 40501第5部分电工用连铸连轧铝线材E-Al供货技术条件、尺寸9 部分厂家圆铝杆典型数据(暂时无)参考资料、文献1参考文献①王祝堂田荣璋《铝合金及其加工手册》 2005.1②高静安谢永生《铝合金材料的应用与技术开发》2004③张密林稀土 1998.5④辛贤柳稀土 1998.6⑤仲崇彩轻金属 2000.1⑥冯法轮稀土 1991.5⑦魏永锋轻金属 1997 .7⑧陈越上海有色金属 1998.3⑨汪良宣稀土 1993.1 ⑩王冰稀土 1998.3 ⑾苏华光电线电缆 1998.32国外标准资料美国标准ASTM B233-1997欧盟标准EN1715-2:1997德国标准DIN 40501:1980美国标准ASTM B230-19993调研报告(暂时无)。