棒料切割机设计
棒料剪切机课程设计
棒料剪切机课程设计一、课程目标知识目标:1. 学生能够理解棒料剪切机的基本结构及其工作原理;2. 学生能够掌握棒料剪切机操作流程中的关键步骤和安全规范;3. 学生能够描述棒料剪切机的维护保养方法及其重要性。
技能目标:1. 学生能够正确操作棒料剪切机,完成棒料的精准剪切;2. 学生能够根据不同材料特性调整剪切机的参数,确保剪切质量;3. 学生能够分析并解决棒料剪切过程中出现的简单问题。
情感态度价值观目标:1. 培养学生对于机械操作的兴趣,激发其探究机械原理的欲望;2. 增强学生的安全意识,使其认识到遵守操作规程的重要性;3. 培养学生的团队协作精神,提高其沟通与协作能力。
分析课程性质、学生特点和教学要求,本课程旨在帮助学生在掌握棒料剪切机基本知识的基础上,提高实际操作能力,同时注重培养学生的安全意识和团队协作精神。
课程目标具体明确,易于衡量,为后续教学设计和评估提供依据。
二、教学内容本课程依据课程目标,选取以下教学内容:1. 棒料剪切机结构原理:介绍棒料剪切机的组成部分、工作原理及各部件功能;- 教材章节:第二章“剪切机械的基本结构及其工作原理”2. 棒料剪切机操作流程:详细讲解操作步骤,包括开机准备、参数设置、剪切操作及关机;- 教材章节:第三章“剪切机械的操作流程与操作要点”3. 棒料剪切机安全规范:强调操作过程中应注意的安全事项,预防事故发生;- 教材章节:第四章“剪切机械的安全操作规范”4. 棒料剪切机维护保养:介绍日常维护保养方法,阐述其对于设备性能的重要性;- 教材章节:第五章“剪切机械的维护保养与故障排除”5. 实践操作:组织学生进行实际操作,培养动手能力,巩固所学知识;- 教材章节:第六章“剪切机械的实践操作与技能训练”教学内容安排与进度:第一课时:棒料剪切机结构原理;第二课时:棒料剪切机操作流程;第三课时:棒料剪切机安全规范;第四课时:棒料剪切机维护保养;第五课时:实践操作。
教学内容科学系统,紧密结合教材,注重理论与实践相结合,旨在提高学生的实际操作能力。
棒料切割机的设计_毕业设计
1.1 选题背景
机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。如今已进入以通用机械时代。几十年来,切割技术的研究和发展一直比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。而目前市面上有很多型号的棒料切割机结构复杂,调节,维修不方便,生产效率低,智能化低等不足。
Key words:Cutting machine;Mechanical and electrical integration;Hydraulic pressure; bar; PLC control
引言
当今时代正是中国发展的黄金时代,中国又是一个发展中国家,要想谋求更大的发展,行业的转型是一定的,所以轻工业的转型,重工业与机械制造的行业的重视是必然的。就这一点来看,让我们清晰看到机械行业的发展前景有着如此大的潜力。它与其他行业有着千丝万缕的联系,随着经济的发展和科技的进步,越来越多的产品智能化、自动化、网络化,单纯的机械已经不能适应行业发展的需要,渐渐地就出现了机电一体化。现代机械的机电一体化的目标是综合利用机、电、信息、控制等各方面的相关技术的优势[1],扬长避短以达到系统优化的效果,取得显著地社会效益和技术经济效益。
1.2 研究意义
本棒料切割机的切割机构属于机械技术领域,它解决了现有的自动切割机所存在的精度不高,操作复杂,智能化低等问题。本课题针对目前市场上的切割机设计的不足,对棒料切割机进行改造创新,增加智能化程度,设计出具有控制方便,性能稳定,结构简单,调节、维修方便,安全可靠,低能耗,在切割过程中能使棒料位置稳定、切割长度准确,生产率高,运行平稳,提高产品质量,提高生产效率等优点的具有广泛应用前景的方案。
棒料切割机的设计
棒料切割机的设计
(整理)棒料切割机毕业设计答辩资料
毕业设计说明书的概要我是机(2)班的XX,通过3个月的努力完成了这套毕业设计,在此我要感谢我的指导老师高艳老师和单位的各位帮助我完成的师傅们。
当然能够顺利的完成这套设计与本人的努力是分不开的。
我们设计的铸棒线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。
切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。
夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。
纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。
整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。
而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。
横向切割时的切割速度可以通过气缸来调节。
与一般的切割机相比,这种切割机有以下优点:一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。
二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。
三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。
四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。
这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率高等优点,具有广阔的应用前景。
铸棒线切割机在连续的铸造中工作,它的工作是由PLC控制电磁阀,使电磁阀控制气缸,并由气缸驱动与其连接的部件,实现对铸棒的准确定长切割,切割后自动返回初始位置。
一个切割机分别切割两条铸棒,其切口深度为35mm,然后由压断机进行压断。
铸棒线切割机是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。
棒料切割机结构创新设计
棒料切割机结构创新设计摘要:切割技术具有广泛的应用前景,采用切割技术加工棒料够提高其生产效率,同时能保证稳定的加工质量。
本文对棒料切割机进行改造创新,具有保证加工过程中棒料位置固定,切割长度精准,结构相对简单等特点,可以解决目前市场上普通的切割机设计的不足。
关键词:切割机、切割设计、夹紧机构设计一、引言随着时代的进步与科技的发展,逐渐流行起了机电一体化概念,新时代行业的转型是确定的模式,简单的机械设备已经不能适应行业发展的需求,越来越多的产品智能化、自动化、网络化,与其他行业有着千丝万缕的联系,实现轻工业的转型、重工业与机械制造行业的发展是必然的趋势。
二、研究主要内容普通切割机在工作时有一些缺点,比如:1手动加工,工人操作不当时容易受伤,造成安全事故;2.切割过程中会砂轮摩擦容易产生碎屑,带来污染;3.加工会产生火花、产生噪音,影响工人健康。
为此设计了一款节能环保型保证安全的新型切割机。
主要进行了如下研究:(1)对切割机的机械结构进行了模拟仿真,优化了零件设计,增加了安全保护装置。
节能环保经济的要求,根据目前切割机产品技术概况。
(2)通过仿真计算,建立了切割力与不同质量配重之间的数学模型。
改进后的设备能够根据配重铁自发地调节砂轮切割力的大小;同时利用机械部件自重带动切割机砂轮向下进给切割运动。
(3)为提高生产效率,重新设计了砂轮片的安装方式,实现砂轮片快速安装,更换方便。
为保证安全,设计了机床防护罩,同时还具有美观实用的特点。
三、工作原理由PLC控制电机和液压缸的动作完成预定切割加工动作,横向进给液压缸用来控制工作台横向移动;纵向进给液压缸可以带动工作台纵向进给;垂直液压缸可控制砂轮进行上下运动,电动机用铰链连接在工作台之上,由电机通过带传动使得砂轮高速转动从而完成切割加工。
机构设计方案如图1 所示。
1-大带轮;2-传送带;3-电动机;4-砂轮;5-垂直液压缸;6-进料口;7-横向进给板;8-夹具;9-棒料;10-横向进给缸;11-纵向进给板;12-纵向进给缸图1 机构设计棒料切割机系统由主要包括动力源、传动装置、执行部件和控制系统四个部分组成。
棒料切割机的设计_毕业设计
棒料切割机的设计目录摘要 (1)关键词 (1)Abstract : (1)Key words : (2)引言 (2)1概述 (2)1.1选题背景 (2)1.2研究意义 (2)2切割部分设计 (3)2.1切割部分设计要求 (3)2.2切割部分设计方案 (4)2.3切割部分工作原理 (4)2.4切割部分结构设计 (5)2.4.3带传动设计 (5)2.4.4升降液压缶!的设计 (9)2.4.5滚动轴承的选取及校核 (14)3夹紧部分设计 (17)3.1夹紧机构设计要求 (17)3.2夹紧部分方案设计 (17)4纵横行走部分的设计 (18)4.1纵横行走装置设计要求 (18)4.2纵横行走部分方案设计 (18)4.3直线导轨的选择计算 (18)4.3.1选定条件 (18)4.3.2选择方式 (18)5液压传动系统设计 (20)5.1液压传动机构 (20)5.2液压传动原理图 (21)6电气控制的设计 (21)6.1电气控制设计要求 (21)6.2电气控制设计方案 (21)6.3可编程控制器PLC控制流程 (22)7结论 (23)附录A— PLC I/O端口分配图 (25)附录B一棒料切割机装配图 (25)致谢 (27)棒料切割机的设计机械电子专业学生韦忠爽指导教师闫冰洁摘要:通过对切割过程的观察和研究,本课题采用了机电一体化系统设计思想,对其整体造型、机械结构和控制系统进行设计,此棒料切割机电一体化系统主要由四个部分组成:机械本体、电子控制单元、执行器和动力源。
工作原理是电动机通过带传动带动切割片做高速旋转运动,电机与工作台之间采用较支撑方式,升降液压缸可推动切割片进行上下移动带动刀片完成顺序切割动作。
切割机采用PLC控制各个液压换向阀的电磁铁,实现棒料的自动下料和切割以及检测工作。
随动工作台前进速度也可以通过夹紧机械手夹紧棒料使之与棒料速度同步。
横向切割时的切割速度可以通过液压缸来调节。
现场运行情况表明,此切割机具有动作快、运动平稳以及与计算机联机方便等优点,能够降低工人的劳动强度,实现自动控制,提高劳动生产率。
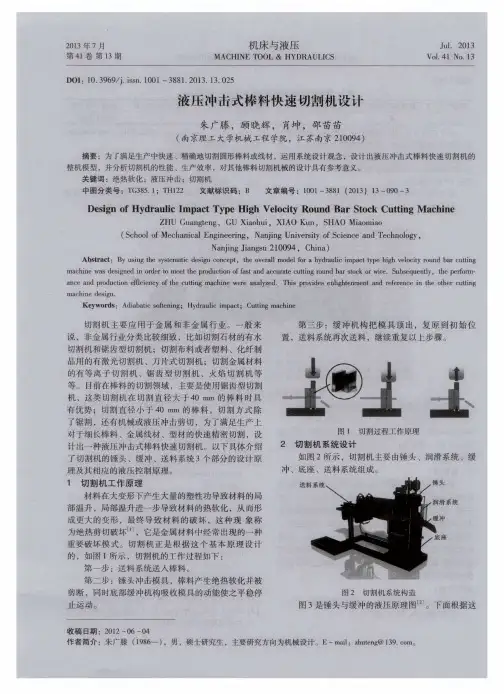
液压冲击式棒料快速切割机设计
应 的电液伺服阀 的特性 最好 。 ( 2 ) 由于 电液 伺服 阀 的固定节 流孔 结构 尺 寸本 来就较小 ,因此在加工过程中很 容易造成误差 ,即使 是 细微 的误差都将对伺服 阀的特性造成影响 。建议 提 高加工精度。 ( 3 )通 过 试验 验 证 了流 场 数值 模 拟 的正 确 性 , 得 出了不 同组合情况下 的流量系数 ,为伺服 阀节流孔 设计 提供 了理论依据 。
缓 冲由缓 冲油缸 3和 可调节缓 冲垫 4组 成。 图 4
送料 系统工作过程如下 :首先调整送料油缸指定 行程 ,装入棒料后 ,动夹抓夹紧棒料前进到指定切割
长度 ,然后 静夹抓 夹 紧固定住 棒料 ,进 而切 割棒料 ,
切割完成后 动夹抓 松开返 回,再次夹 紧送料 ,往复循
环 送 料 、切 割 。
场分析 及 结 构 优 化 [ J ] . 机床与液压, 2 0 1 1 , 3 9( 1 3) :
1 28 一 】 3 0.
参 考 文献 :
【 1 】 苏东海 , 任 大林 , 杨京兰. 电液 比例 阀与 电液伺服 阀性能 比较及前景展望 [ J ] . 液压气动与密封 , 2 0 0 8 ( 4 ) : 1 — 4 . 【 2 】 方群 , 黄增 . 电液伺服 阀的发展历史 、 研究现状及发展趋
H R C 5 4~ 5 6 ,具 有较好 的韧性和抗 冲击 性能 。如 图 3
送料系统 由送料油缸 、动夹抓 、静 夹抓 、位移传
感器 S 1 和s 2 、电磁换 向阀 v 2 ,V 3 ,v 7 ,V 9和手动
所示 ,锤 头 1的行程手 动调节装置用来调节锤头活塞 杆的行程 ,以控制活塞杆 的剪切动能 。当需要切 割直 径较小棒料时 ,行程调小 ;切割大直径棒料 ,行程调
棒料切割机结构设计课件
**大学毕业设计说明书(雨)3260 棒料切割机结构设计.doc(全套图纸)专业:学号:1334095854姓名:指导教师:雨辰完成日期:摘要通过对切割过程的观察和研究,本课题采用了机电一体化系统设计思想,对其整体造型、机械结构和控制系统进行设计,此棒料切割机电一体化系统主要由四个部分组成:机械本体、电子控制单元、执行器和动力源。
工作原理是电动机通过带传动带动切割片做高速旋转运动,电机与工作台之间采用铰支撑方式,升降气压缸可推动切割片进行上下移动带动刀片完成顺序切割动作。
切割机采用PLC控制各个气压换向阀的电磁铁,实现棒料的自动下料和切割以及检测工作。
随动工作台前进速度也可以通过夹紧机械手夹紧棒料使之与棒料速度同步。
横向切割时的切割速度可以通过气压缸来调节。
现场运行情况表明,此切割机具有动作快、运动平稳以及与计算机联机方便等优点,能够降低工人的劳动强度,实现自动控制,提高劳动生产率。
铸棒线割机在连续的铸造中工作,它是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。
由PLC控制的气动铸棒切割机,其中融合了气压自动控制、机器人技术和PLC控制技术。
PLC控制各个气动换向阀的电磁铁,由气缸驱动机械手完成顺序切割过程,实现了机械设计、电器控制和气动控制的有效结合。
这种切割机具有控制方便,性能稳定,结构简单,调节、维修方便,生产率高等优点,具有广泛的应用前景。
关键词:切割机机电一体化气压棒料 PLC控制AbstractBased on the research of the cutting process, this subject adopts mechanical and electrical integration of system design idea, the overall modeling, mechanical structure and control system design, bar stock cutting the mechanical and electrical integration system is mainly composed of four parts: the basic machine, electronic control unit, actuators, and power supply. Working principle is the motor drives the cutting piece of high-speed movement, motor and adopts the hinged support method between the workbench, a falling cylinder can be driven to move up and down push cutting disc blade cutting action completed order, each hydraulic cutting machine adopts PLC control reversing valve electromagnet, implement automatic cutting and blanking bar work and tests. And servo table speed can also be through the clamping manipulator clamping bar to that of the bar speed synchronization. Transverse cutting when the cutting speed can be adjust by hydraulic cylinder. Field operation shows that, the design of the cutting machine is fast, smooth movement, and convenient with computer on line, it can improve the labor intensity of workers, to achieve automatic control, improve labor productivity.Casting rod wire cutting machine in continuous casting, it is a can effectively improveproductivity, but also in terms of price and use can be accepted by the majority of usersof a new automatic control cutting machine. PLC controlled pneumatic casting rodcutting machine, which combines automatic pressure control, robotics and PLC control technology. PLC control various pneumatic solenoid valve, cylinder driven by a robot to complete the sequence of the cutting process, to achieve an effective combination of mechanical design, electrical controls and pneumatic controls. This cutting machine haseasy to control, stable performance, simple structure, regulation, easy maintenance,high productivity advantages, has broad application prospects.Keywords:Cutting machine Mechanical and electrical integration Air pressure Bar PLC control目录绪论 (1)第一章切割部分设计 (2)1.1切割部分设计要求 (2)1.2切割部分方案设计 (2)1.3切割部分结构设计 (3)1.3.1砂轮片的选取 (3)1.3.2电机的选取 (3)1.3.3带传动设计 (4)1.3.4升降气缸的选择............................ 错误!未定义书签。
棒料切割机的设计说明书
棒料切割机的设计说明书本文介绍了一种铸棒线切割机的设计,该机器采用了机械优化设计和气压传动控制,具有结构简单、控制方便、性能稳定、调节修改方便、生产率高等优点。
该切割机主要由切割部分、夹紧部分和纵横行走部分组成,整个切割过程都由PLC 控制。
与一般的切割机相比,该切割机的优点在于实现了机械工程和自动控制的有效结合,采用了直线导轨提高了运动系统的运动精度,同时也减小了摩擦力,达到了节能的效果。
该切割机具有广阔的应用前景。
连续铸造是一种先进的铸造方法,它的工作原理是将熔融的金属不断浇入结晶器中,然后从结晶器的另一端连续拉出铸件。
这种方法已经在国内外得到广泛应用,如连续铸锭和连续铸管等。
相比传统的铸造方法,连续铸造有以下优点:金属冷却迅速,结晶致密,组织均匀,机械性能较好;铸件上没有浇注系统的冒口,节约了金属,提高了收得率;简化了工序,减轻了劳动强度,所需生产面积也大为减少;易于实现机械化和自动化,提高了生产效率。
铸棒线割机是一种用于连续铸造的自动控制切割机,由PLC控制电磁阀,使气缸驱动切割部件对铸棒进行准确定长切割,并自动返回初始位置。
这种切割机具有控制方便、性能稳定、结构简单、调节和维修方便、生产率高等优点,具有广泛的应用前景。
本科毕业设计(论文)的目录包括引言、摘要、切割部分设计、夹紧部分设计、纵横行走部分设计和PLC概述等章节。
在切割部分设计中,需要考虑设计要求、方案设计和结构设计;在夹紧部分设计中,需要考虑设计要求和方案设计;在纵横行走部分设计中,需要考虑设计要求、方案设计和直线导轨的选择计算。
在PLC概述中,需要详细介绍PLC控制技术的应用。
在本科毕业设计中,我们选择了功率为3.0KW,满载时的转速为2870r/min,额定电流6.39A,功率因数0.87,效率82%,额定转矩2.3N m2的系列三相异步电动机。
这款电机的功率等级和安装尺寸与国外同类型的先进产品相当,因此具有很好的互换性,可以供配套出口或引进设备替换。
棒料切割机设计毕业设计机械设计开题报告毕业论
棒料切割机设计毕业设计机械设计开题报告毕业论引言机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。
同时,切割机的夹紧机构也有了迅速的发展,一些简单的机械手已经得到广泛的应用。
简单的机械手经过几十年的发展,如今已进入以通用机械手为标志的时代。
几十年来,这项技术的研究和发展一直比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。
简单的机械手是一种仿人操作、自动控制、的机电一体化自动化生产设备。
特别适合于多品种、变批量的柔性生产。
它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
我们设计的铸棒线切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。
铸棒线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。
切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。
夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。
纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。
整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。
而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。
横向切割时的切割速度可以通过气缸来调节。
与一般的切割机相比,这种切割机有以下优点:一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。
二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。
三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。
四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。
棒料切割机毕业设计
棒料切割机毕业设计棒料切割机毕业设计随着工业化的快速发展,机械设备在生产过程中扮演着越来越重要的角色。
而棒料切割机作为一种常见的机械设备,广泛应用于金属加工行业。
本文将探讨棒料切割机的毕业设计,从设计原理、功能特点、优化方案等方面进行详细论述。
设计原理棒料切割机是一种用于切割金属棒料的机械设备。
其设计原理主要基于切割工艺和切割要求。
在切割工艺方面,棒料切割机采用高速旋转的切割刀具,通过对金属棒料的快速切割,实现对棒料的分割。
在切割要求方面,棒料切割机需要具备精确的切割尺寸控制能力,确保切割的棒料尺寸符合要求。
功能特点棒料切割机具有多种功能特点,使其在金属加工行业中得到广泛应用。
首先,棒料切割机具备高效率的切割能力。
由于其高速旋转的切割刀具,能够迅速切割金属棒料,提高生产效率。
其次,棒料切割机具备高精度的切割控制能力。
通过采用先进的控制系统,能够精确控制切割尺寸,保证切割的精度。
此外,棒料切割机还具备多功能的切割方式,可根据不同的切割要求,选择合适的切割方式,提高切割的灵活性。
优化方案针对棒料切割机的毕业设计,可以从多个方面进行优化。
首先,可以优化切割刀具的设计。
通过改进刀具的材料和结构,提高切割刀具的硬度和耐磨性,延长刀具的使用寿命。
其次,可以优化切割控制系统。
引入先进的自动化控制技术,提高切割的精度和稳定性。
此外,可以优化切割工艺参数。
通过对切割速度、进给速度等参数的调整,提高切割效率和质量。
挑战与前景在棒料切割机的毕业设计过程中,面临着一些挑战。
首先,需要充分理解切割工艺和切割要求,确保设计的棒料切割机能够满足实际生产需求。
其次,需要考虑切割机的安全性和稳定性,确保在操作过程中不会出现意外事故。
此外,还需要考虑切割机的维护和维修问题,确保设备的长期稳定运行。
然而,随着科技的不断进步,棒料切割机在未来仍然具有广阔的发展前景。
首先,随着金属加工行业的发展,对切割精度和切割效率的要求将越来越高,这将促使棒料切割机的技术不断创新和升级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引言机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。
同时,切割机的夹紧机构也有了迅速的发展,一些简单的机械手已经得到广泛的应用。
简单的机械手经过几十年的发展,如今已进入以通用机械手为标志的时代。
几十年来,这项技术的研究和发展一直比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。
简单的机械手是一种仿人操作、自动控制、的机电一体化自动化生产设备。
特别适合于多品种、变批量的柔性生产。
它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
我们设计的铸棒线切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。
铸棒线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。
切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。
夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。
纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。
整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。
而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。
横向切割时的切割速度可以通过气缸来调节。
与一般的切割机相比,这种切割机有以下优点:一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。
二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。
三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。
四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。
这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率高等优点,具有广阔的应用前景。
摘要连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸造在国外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。
连续铸造和普遍铸造法比较有下述优点:1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
铸棒线割机在连续的铸造中工作,它的工作是由PLC控制电磁阀,使电磁阀控制气缸,并由气缸驱动与其连接的部件,实现对铸棒的准确定长切割,切割后自动返回初始位置。
一个切割机分别切割两条铸棒,其切口深度为35mm,然后由压断机进行压断。
铸棒线割机是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。
由PLC控制的气动铸棒切割机,其中融合了气压自动控制、机器人技术和PLC控制技术。
PLC控制各个气动换向阀的电磁铁,由气缸驱动机械手完成顺序切割过程,实现了机械设计、电器控制和气动控制的有效结合。
这种切割机具有控制方便,性能稳定,结构简单,调节、维修方便,生产率高等优点,具有广泛的应用前景。
目录引言摘要第一章切割部分设计1.1设计要求 (6)1.2方案设计 (6)1.3结构设计 (7)第二章夹紧部分设计2.1设计要求 (18)2.2方案设计 (18)第三章纵横行走部分设计3.1设计要求 (20)3.2方案设计 (20)3.3直线导轨的选择计算 (20)第四章 PLC 概述4.1可编程控制器PLC的基本原理 (23)4.2可编程控制器的特点 (24)第五章电气控制线路的设计5.1电气控制线路设计的一般要求 (25)5.2电气控制线路的设计方法 (25)5.3气动原理图的设计 (26)结论 (30)辞 (31)参考文献 (32)第一章切割部分设计1.1 设计要求项目要求切割机能够根据定长信号分别切割两条连续的铸铁棒,实现对铸棒的准确定长切割,切割后自动返回初始位置。
其切口深度为35mm。
再由压断机进行压断。
1.2 方案设计切割部分主要有砂轮、电动机和传动机构组成。
现在在切割部分有两种可行的方案:第一,电动机通过带传动带动砂轮片转动。
第二,电动机通过圆锥齿轮传动带动砂轮片转动。
考虑到切割过程中电动机带动砂轮高速旋转,所以优先选取第一种方案,因为圆锥齿轮传动不宜应用在转速太高的场合,而且运用齿轮传动时,还要考虑到这样消除震动和怎样润滑齿轮,这样就增加了设计成本。
图1-1 切割部分原理图切割部分的原理如图1-1所示,电动机带动砂轮片高速旋转,电机与工作台之间采用铰支撑,气缸1可推动砂轮片上下移动,完成切割。
气缸2可推动工作台横向移动,控制切割的长度。
气缸3可使工作台纵向移动,使砂轮片能分别切割两根铸棒。
其中电动机和气缸都通过电磁阀由PLC 机控制,从而实现其动作。
1.3 结构设计1.3.1砂轮片的选取经过调研,切断能力为50 的砂轮片,其规格为322.3400⨯⨯mm ,所需电机的最小功率为2.2min =P kw ,转速为1n =2840 r/min, 砂轮片的最大线速度为70m/s 。
最终选取砂轮片的型号为TL-001型,其磨料为棕刚玉,粒度为20#]1[。
1.3.2 电机的选取根据砂轮片的要求,现选用比较常用的Y 系列三相异步电动机,这是由于Y系列三相异步电动机的功率等级和安装尺寸与国外同类型的先进产品相当,因而具有与国外同类型产品之间良好的互换性,供配套出口及引进设备替换]2[。
选取功率为3.0KW ,满载时的转速为2870r/min 。
额定电流6.39A ,功率因数0.87,效率82%,额定转矩2.32m N ⋅]3[。
1.3.3 带传动设计1.确定计算功率由《机械设计》第108页表7-7查得工作情况系数A K =1.2(电机带动砂轮切割铁棒,载荷性质为载荷变动较大),则功率为6.332.1=⨯=⋅=P K P A ca (1-1)2.初选带的型号根据ca P 和1n ,由《机械设计》书中第108页图7-14初选A 型普通V 带。
3.确定带轮的基准直径1d d 和2d d1)由《机械设计》第109页表7-8查得A 型m in d d =75mm,考虑到带轮太小,其弯曲应力过大,所以要使1d d ≥m in d d ,取1d d =1502)验算带的速度 6.221006028401501006011=⨯⨯⨯=⨯⋅=ππn d V d m/s (1-2)因为 5m/s < 22.6m/s < 25m/s带速符合要求。
3)计算2d d1212d d d n n d ⋅= (1-3)由于电机转速与砂轮转速基本同步,选速比 21n n =1,则2d d =1d d =150 mm4.确定中心距和带的基准长度1)初选中心距由0.7(1d d +2d d )≤0a ≤2(1d d +2d d ),考虑到结构要求,初选0a =900 mm2121204)()(22'a d d d d a L d d d d d -+++=π(1-4) 9004)150150()150150(290022+-+++⨯=π2270= mm由《机械设计》第96页表7-2取带的标准基准长度2000=d L mm2)最后确定中心距 7652227020009002'0=-+=-+=d d L L a a mm (1-5) 则 7352000015.0765015.0min =⨯-=-=d L a a mm (1-6) 8252000030.0765030.0max =⨯-=+=d L a a mm (1-7) 最后取 825~735=a mm 。
5.验算带轮包角 ︒⨯--︒=60180121ad d d d α (1-8) ︒⨯--︒=60765150150180 ︒>︒=120180 (合适)6.确定带的根数'P P z ca ≥ (1-9) 其中: K P K K P P L a )('000∆+= )11(10ib K n K P -=∆由《机械设计》第107页表7-5查得弯曲影响系数31003.1-⨯=b K 115015012===d d d d i由《机械设计》第107页表7-5查得传动比系数05.1=i K 0)0.111(28801003.130=-⨯⨯⨯=∆-P kw由《机械设计》第107页表7-6查得包角系数1=a K由《机械设计》第106页表7-4查得长度系数03.1=L K采用非化纤结构的普通带,取材质系数75.0=K由《机械设计》第105页图7-13查得2.20=P kw 。
7.175.0)03.112.2('0=⨯⨯⨯=P kw 12.27.16.3'0==≥P P z ca取3=z 根。
7.确定单根带的初拉力 20)15.2(500qv K vz P F aca+-•=(1-10) 由《机械设计》第96页表7-1查得1.0=q916.221.0)10.15.2(36.226.350020=⨯+-⨯⨯⨯=F N (1-11) 8.计算带对轴的压力 5462180sin 39122sin210=︒⨯⨯⨯==αz F Q N (1-12) 9.带轮的设计1)带轮的设计要求 设计带轮时应满足的要求有:质量小,结构工艺性好,无过大的铸造应力,质量分布均匀,转速高时经过动平衡,轮槽工作面加工精细,以减小带的磨损,各槽的尺寸和角度保持一定的精度,以使载荷分布均匀]4[。
2)带轮的材料带轮的材料主要采用铸铁,常用材料的牌号为HT150或HT200,转速较高时宜采用铸钢,或用钢板冲压后焊接而成]5[。
在本次设计中,采用了比较常见的HT150。
3)带轮的结构尺寸由于带轮的基准直径mm d d 150=,轴的直径mm d 30=,根据带轮的选择原则:即当 mm d d d 3000)3~5.2(≤≤ 时采用腹板式结构,铸造带轮的结构如图1-2所示。
两处0.01A0.02A3.23.2A1.63.26.36.333.3+.29.536°8.6128?5556.36.32X45°其余6.36.33.23.28±0.02斜度1:25?1284056?156?15?42?30+0.021图1-2 带轮的结构1.3.4 升降气缸的选择1.选取气缸类型根据设计所用资料,现选取DNC标准气缸。