顺序控制程序的设计过程
两台电动机的顺序控制讲课文档

第一页
教学过程
顺序控制的工作过程? 如何用PLC实现顺序控制?
2
第二页
教学过程
任务内容:
用PLC实现二台 电动机的顺序控制。 学时:2学时。
3
第三页
教学过程
方案一:电动机顺序启动、同时停止控制
1、控制要求:
对于二台电动机,当按下启动按钮时电动机M1启动,延时5s电 动机M2启动,当按下停止按钮时电动机M1、M2立即同时停止。
序号
PLC地址
功能说明
1
I0.0
按钮SB1
2
I0.1
按钮SB2
3
Q0.0
电动机M1(灯1)
4
Q0.1
电动机M2(灯2)
7
第七页
教学过程 2、电动机顺序控制设计步骤 (2)绘制PLC控制接线图
8
第八页
教学过程
2、电动机顺序控制设计步骤 (3)编制PLC梯形图程序
9
第九页
教学过程 2、电动机顺序控制设计步骤 (4)程序的输入与调试
1100
第十页
总结归纳
01
第一要点
定时器的使用方法
02
第二要点
定时器定时时间的 设置方法
03
第三要点
电动机顺序控制的设 计步骤
1111
第十一页
拓展作业
控制要求:
对于二台电动机,当按下启动按钮时电动机M1启动,延时5s电 动机M2启动,5s之后电动机M1、M2同时停止;当按下急停按钮 时电动机M1、M2随时同时停止。
4
第四页
教学过程
三大类定时器:通电延时型定时器(TON)、断电延时型定时器 (TOF)、有记忆的通电延时型定时器(TONR)。
顺序控制系统PLC程序设计

04
PLC程序调试与优化
PLC程序调试
模拟输入输出
通过模拟输入信号,检查PLC输出是否正 确。
VS
联机调试
将PLC与实际设备连接,进行实际操作测 试。
PLC程序调试
• 故障排查:对PLC程序进行单步执行,检 查异常情况。
PLC程序调试
实时监控PLC运行状态和数 据。
用于模拟PLC运行环境。
如西门子TIA Portal。
提高系统的可靠性和稳定性,确保系统能够 长期稳定运行,减少故障和停机时间。
灵活性原则
系统应具备可编程和可扩展性,能够适应不 同的生产需求和工艺变化。
顺序控制系统的设计步骤
系统需求分析
明确系统的控制要求和生产工艺流程,分析系统的输入输出信号和设 备配置。
系统硬件配置
根据需求分析结果,选择合适的PLC控制器、输入输出模块、通讯设 备和人机界面等硬件设备,进行硬件配置和连接设计。
系统软件设计
根据控制要求和工艺流程,使用PLC编程语言编写控制程序,实现设 备的顺序控制逻辑。
系统调试与优化
对系统进行调试和优化,确保系统能够正常运行,满足生产需求和控 制精度要求。
03
PLC程序设计实例
电机启动停止控制程序设计
总结词:简单有效
详细描述:电机启动停止控制是顺序控制系统的基本应用,通过PLC编程实现电机的启动、停止、反转等操作,能够提高生产 效率和设备安全性。
顺序控制系统特点
顺序控制系统具有高度的自动化、可 靠性、可编程性和灵活性,能够实现 复杂的控制逻辑,提高生产效率和产 品质量。
顺序控制系统的设计原则
安全性原则
确保系统的安全性和稳定性,避免因故障或 错误操作导致生产事故或设备损坏。
18 顺序控制设计
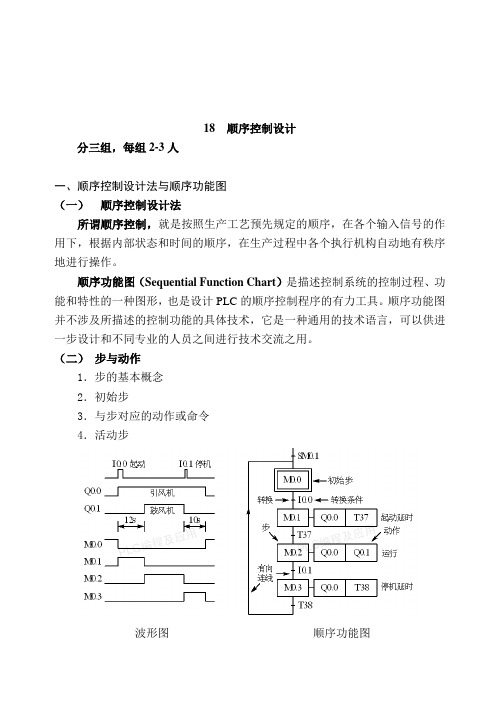
18 顺序控制设计分三组,每组2-3人一、顺序控制设计法与顺序功能图(一)顺序控制设计法所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作。
顺序功能图(Sequential Function Chart)是描述控制系统的控制过程、功能和特性的一种图形,也是设计PLC的顺序控制程序的有力工具。
顺序功能图并不涉及所描述的控制功能的具体技术,它是一种通用的技术语言,可以供进一步设计和不同专业的人员之间进行技术交流之用。
(二)步与动作1.步的基本概念2.初始步3.与步对应的动作或命令4.活动步波形图顺序功能图顺序功能图动作(三)有向连线与转换条件转换条件查系统手册中附录“SM寄存器”,SM0.1的作用。
(四)顺序功能图的基本结构单序列、选择序列与并行序列(五)顺序功能图中转换实现的基本规则1.转换实现的条件(1) 该转换所有的前级步都是活动步。
(2) 相应的转换条件得到满足。
2.转换实现应完成的操作(1) 使所有的后续步变为活动步。
(2) 使所有的前级步变为不活动步。
转换的同步实现信号关系图3.绘制顺序功能图时的注意事项(1) 两个步绝对不能直接相连,必须用一个转换将它们分隔开。
(2) 两个转换也不能直接相连,必须用一个步将它们分隔开。
(3) 不要漏掉初始步。
(4) 在顺序功能图中一般应有由步和有向连线组成的闭环。
4.顺序控制设计法的本质课堂作业:看看下图中哪些是错误的?图4-20 信号关系图梯形图控制电路电路输出M Q QIa)b)改错。
0701三条传送带顺序控制程序设计

Y0 零件
M3
传送带1
Y1 M2
传送带2
Y2 M1
传送带3
任务分析
说明 PLC软元件 元件文字符号 元件名称
X0 输入
X1
SB1
按钮
SB2
按钮
控制功能 启动控制 停止控制
Y0 输出
Y1
KM1 KM2
接触器 接触器
传送带1控制 传送带2控制
Y2
KM3
接触器 传送带LC上电后,在M8002驱动下,PLC执行[SET S0 ]指令,使状态器S0有效,启 动步进进程。在S0步,如果没有按下启动按钮SB1,则传送带处于待机状态。
任务实施
› (1)梯形图块
在S14步,Y2线圈得电,第二条传送带停止。定时器T3对第 三条传送带运行时间进行计时,当定时器T3计时满5秒,T3 的常开触点闭合,步进进程转入S0步,第三条传送带停止。
THANK YOU!
三条传送带顺序控制程序设计
任务实施
› (1)梯形图块
如果在定时器T1计时未满5秒情况下,按下停止按 钮SB2,则步进进程转入S14步。
任务实施
› (1)梯形图块
在S12步,Y0、Y1和Y2线圈得电,三条传送带都运 行。按下启动按钮SB2,步进进程转入S13步。
任务实施
› (1)梯形图块
在S13步,Y1和Y2线圈得电,第一条传送带停止。 定时器T2对二条传送带运行时间进行计时,当定时 器T2计时满5秒,T2的常开触点闭合,步进进程转 入S14步。
《PLC应用技术》
SFC程序设计
三条传送带顺序控制程序设计
布置任务
三条传送带顺序控制程 序设计
当按下按钮启动时,3号传送带开始运行,延时5秒后2号传送带 自动运行,再延时5秒后1号传送带自动运行。 当按下停止按钮时,1号传送带停止,延时5秒后2号传送带自动 停止,再延时5秒后3号传送带自动停止。 操作人员在顺序启动3条传送带过程中,如果发现有异常情况, 按下停止按钮后,将已启动的传送带停止,仍采用后启动的传 送带先停止的原则。
PLC步进指令及顺控程序设计

4、分支、汇合的组合流程 有些状态转移图是若干个或若干类分支、汇合流程的组合。有的分支、汇合的组合流程不能直接编程,需要转换后才能进行编程,如图,应将左图转换为可直接编程的右图形式。如图所示。
5、虚设状态 有一些分支、汇合组合的状态转图如图所示,它们连续地直接从汇合线转移到下一个分支线,而没有中间状态。这样的流程组合既不能直接编程,又不能采用上述办法先转换后编程。这时需在汇合线到分支线之间插入一个状态,以使状态转移图与前边所提到的标准图形结构相同。如图所示。
操作步骤
(1)连接3台电动机顺序启动控制电路。 (2)将编好的步进指令程序写入PLC。 (3)使PLC处于运行状态,并进入程序监控状态。 (4)PLC上输入继电器X0指示灯应点亮,表示热继电器和停止按钮连接正常。 (5)按下启动按钮SB2,第1台电动机启动;运行5s后,第2台电动机启动;M2运行15s后,第3台电动机启动。 (6)按下停止按钮SB1,3台电动机全部停机。
6、分支数的限定 FX2N系列 PLC中一条并行分支或选择性分支的电路数限定为8条以下;有多条并行分支与选择性分支时,每个初始状态的电路总数应小于等于16条,如图所示。
例:实现运料小车控制
任务引入
在多分支结构中,根据不同的转移条件来选择其中的某一个分支,就是选择流程模式。运料小车在左边装料处(X2限位)从a、b两种原料中选择一种装入,然后右行,自动将原料对应卸在A(X3限位)、B(X4限位)处,然后返回装料处,卸料时间20s。用开关X0的状态选择在何处卸料,当X0=1时,选择卸在A处;当X0=0时,选择卸在B处。
相关知识
将固定电压和频率的交流电变换为可变电压和频率的交流电的装置称为“变频器”。变频器首先将交流电变换为直流电,然后再将直流电变换为电压和频率可变的三相交流电去驱动三相异步电动机,由于异步电动机的转速与电源频率成正比,所以电动机可以平滑调速。 在变频器上通常都有主电路接线端和控制电路接线端。控制电路的功能可分为正反转方向控制以及低速、中速、高速控制等。例如,三菱FR-E540通用变频器的低速、中速、高速频率出厂设定值分别为10 Hz、30 Hz、50Hz。
PLC顺序控制的编程方法
PLC顺序控制的编程方法
PLC顺序控制的编程方法可以按照以下步骤进行:
1.明确控制对象:需要明确要控制的对象以及控制目的,例
如控制一台机器人完成某项任务或者控制一个生产线的自动化流程。
2.根据控制对象和控制目的,确定控制步骤:一般而言,控
制步骤应该包括启动、运行、停止等基本操作。
3.根据控制步骤,设计PLC顺序控制程序的控制逻辑:控制
逻辑包括各个步骤的触发条件、执行动作和控制顺序等,需要确保控制逻辑的正确性和稳定性。
4.根据设计的控制逻辑,使用PLC编程软件编写PLC顺序控
制程序:在编写过程中,需要注意编程规范和注释,以便后期的维护和调试。
5.将编写好的PLC顺序控制程序下载到PLC设备中,并进行
参数设置和输入输出配置。
6.进行调试和测试:在下载程序后,进行调试和测试,修正
错误。
电动机顺序控制电路教学设计
电动机顺序控制电路教学设计电动机顺序控制电路是一种常见的电路,用于同时控制多个电动机的运转顺序。
在工业生产中,经常需要控制多个电动机按照特定的顺序启动或停止,以实现自动化生产。
因此,了解电动机顺序控制电路的原理和设计方法十分重要。
一、正常启动电动机顺序控制电路的设计:对于正常启动控制电路,其原理是先启动第一个电动机,当第一个电动机达到设定的运行速度后,再启动第二个电动机,依次类推,直到所有电动机都启动。
设计步骤如下:1.根据实际需要确定控制电路所需的电动机数量。
2.根据每个电动机的额定电流和电压,选择相应的交流接触器或直流继电器。
3.设计电动机顺序控制的逻辑控制电路,一般采用按钮开关、继电器和定时器等元件组成。
4.使用按钮开关控制逻辑控制电路的启动信号,并将信号传递给第一个电动机的控制接触器,启动第一个电动机。
5.第一个电动机启动后,自动控制电路延迟一段时间,再启动第二个电动机,以此类推,直到所有电动机都启动。
二、反向启动电动机顺序控制电路的设计:反向启动控制电路是指先启动最后一个电动机,再逐个启动前面的电动机,直到第一个电动机启动。
设计步骤如下:1.根据实际需要确定控制电路所需的电动机数量。
2.根据每个电动机的额定电流和电压,选择相应的交流接触器或直流继电器。
3.设计电动机顺序控制的逻辑控制电路,一般采用按钮开关、继电器和定时器等元件组成。
4.使用按钮开关控制逻辑控制电路的启动信号,并将信号传递给最后一个电动机的控制接触器,启动最后一个电动机。
5.最后一个电动机启动后,自动控制电路延迟一段时间,再启动倒数第二个电动机,以此类推,直到第一个电动机启动。
三、顺序停止电动机顺序控制电路的设计:顺序停止控制电路是指先停止第一个电动机,再逐个停止后面的电动机,直到最后一个电动机停止。
设计步骤如下:1.根据实际需要确定控制电路所需的电动机数量。
2.根据每个电动机的额定电流和电压,选择相应的交流接触器或直流继电器。
《机电传动与控制》PLC顺序控制梯形图的编程实验

《机电传动与控制》PLC顺序控制梯形图的编程实验
一、实验目的和要求
1.掌握顺序控制设计法
2.熟悉SFC设计、转换及仿真调试操作
二、实验内容和原理
1.分析控制要求、设计SFC及梯形图程序
2.程序下载及调试
三、主要仪器设备
编程计算机、S7-1200PLC、下载线(网线)
四、操作方法与实验步骤
1.按照实验要求设计程序
2.输入程序并完成调试
基本控制要求:设计启动机械手工件转运控制系统
按下启动按钮,机械手手爪下移-吸盘工作吸附工件-机械手手爪上移-机械手右转-机械手手臂伸出-机械手手爪下移-吸盘释放工件-机械手手爪上移-机械手手臂缩回-机械手左转,完成一个工作周。
如没有按过停止按钮,系统继续进行下一周期的操作。
按下停止按钮,当前工作周期的操作结束后,才停止操作,返回并停留在初始状态。
拓展控制要求:奇数个工件放到机械手正前方;偶数个工件放到侧方。
请按控制要求绘制PLC接线图,设计SFC、PLC程序并完成下载调试。
五、实验数据记录和处理
1.I/O分配表
2.PLC接线图
3.SFC
4.PLC梯形图程序
六、实验结果与分析(程序监控图片,选择各步活动时照片共三张)
七、讨论和心得。