倒档齿轮加工工艺说明书
倒档齿轮加工工艺过程卡和工序过程卡
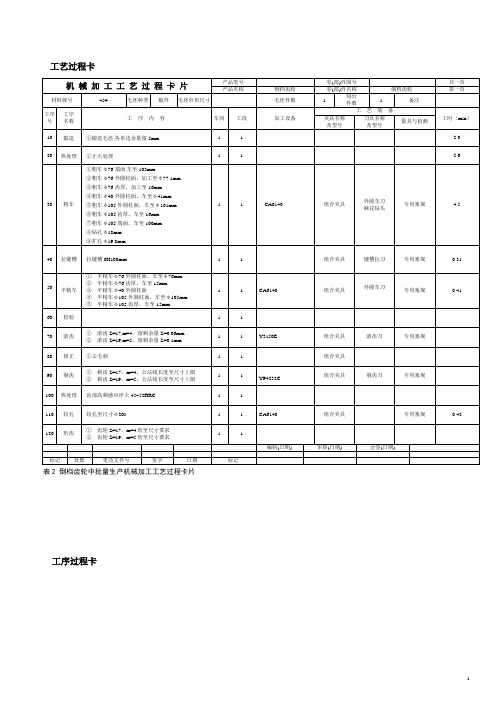
工艺过程卡表2 倒档齿轮中批量生产机械加工工艺过程卡片工序过程卡1机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称倒档齿轮车间工序号工序名称材料牌号3 粗车45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件64工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/n)切削深度(mm)进给次数工步工时机动辅助1 粗车Φ76端面高速钢面车刀,麻花钻,扩孔刀450108.60.53 1 22.8描图 2 粗车Φ76外圆柱面及齿厚500 119 0.5 1.5 1 63 粗车Φ40圆柱面1400 159 0.5 1 1 6.5 描校4 粗车Φ105圆柱面及齿厚400 132 0.5 1 1 7.85 粗车Φ105端面320 101.9 0.6 3 2 10 底图卡6 钻Φ18mm孔125 7.85 0.76 100 1437 扩Φ19.8mm孔125 7.7 1.24 100 85 装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期陈德发07-08 杜道07-08机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称倒档齿轮1422223机械加工工序卡片产品型号 零(部)件图号产品名称倒档齿轮零(部)件名称 倒档齿轮车 间 工 序 号工序名称 材料牌号 5 半精车 45# 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床CA61401 夹 具 编 号夹 具 名 称 切 削 液专用夹具 工位器具编号工位器具名称工序工时 准 终 单 件146 工步号 工 步 内 容 工 艺 装 备主轴转速 (r/min ) 切削速度(m/min) 进给量(mm/n) 切削深度(mm) 进给次数工步工时(s )机动辅助1.半精车φ76外圆柱面至φ76mm及齿厚15mmW18C r 4V 车刀,游标卡尺710 185 0.3 0.55 1 4.8 描 图 2. 半精车φ40外圆柱面至φ40mm 1400 197 0.25 0.5 1 13.2 3 半精车φ105外圆柱面至φ105mm 及齿厚15mm 500 159.4 0.3 1 1 6.6s 描校底图卡设计日期审核日期标准化日期会签日期标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期机械加工工序卡片产品型号 零(部)件图号产品名称零(部)件名称 倒档齿轮车 间 工 序 号工序名称 材料牌号 7 滚齿 45# 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数齿轮滚床Y32b1 夹 具 编 号夹 具 名 称 切 削 液专用夹具 工位器具编号工位器具名称工序工时 准 终 单 件10 工步号 工 步 内 容工 艺 装 备主轴转速 (r/min ) 切削速度(m/min) 进给量(mm/n) 切削深度(mm)进给次数工步工时机动辅助1.滚齿Z=17,m=4留剃余量Z=0.06mm 滚齿刀50 25 1.5 17 3 30 描 图 2 滚齿Z=19,m=5,剃余量Z=0.1mm6030 1.5 16.5 3 35 描校 底图卡设计日期 审核日期标准化日期会签日期标记处数更改文件号签 字日 期标记 处数 更改文件号签字 日 期2222224。
倒挡齿轮套制造工艺流程

倒挡齿轮套制造工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!倒挡齿轮套是汽车变速箱中的重要组成部分,用于实现车辆的倒退行驶。
倒挡齿轮加工设计

毕业设计题目:变速器倒挡齿轮加工工艺设计系别:专业:班级:学号:学生姓名:指导教师:审阅:年月日摘要齿轮是机械传动中应用极为广泛的零件之一。
汽车变速器齿轮起着改变输出转速传递扭矩的作用,所以加工齿轮的要求相对要严格一些。
变速器倒挡齿轮应具有经济精度等级高,耐磨等特点,以提高齿轮的使用寿命和传动效率,齿轮在工作时传动要平稳而且噪声要小,结合时冲击不宜过大。
齿轮的经济指标主要表现为运动精度、工作平稳性、接触精度和齿侧间隙四个方面。
一般,汽车的齿轮采用的是6到7级精度,根据齿轮不同的技术要求选择不同的加工路线。
以及选择毛坯的锻造方法,和毛坯的加工余量及毛坯的公差,加工路线的制定,为了保证零件的质量,在加工之前需要制定两条加工路线。
两者进行比对,从中选出最有利于加工和保证质量的加工方法进行加工。
同时还有相关工序的机床夹具量具的选取,工艺尺寸公差,位置公差,以及粗糙度的确定,同轴度,圆度及垂直度的选取。
关键词:齿轮毛坯,加工工艺,工艺性分析,加工余量。
AbstractGear is one of the most widely used parts of mechanical transmission gear transmission gear change the output speed transfer torque the role of gear transmission gear should have a high degree of economic accuracy and wear resistance and other characteristics in order to improve the service life and transmission efficiency gear in the work to be stable and noise should not be too big. Gear economic indicators mainly performance for the accuracy of the work, contact precision and tooth side clearance 6. Processing route. And selection method for forging blank, tolerance and rough machining allowance and rough, formulation of processing route, in order to assure the quality, before processing need develop two processing routes. Comparison between the two, from which to select the most conducive to the process and ensure the quality of processing method for processing. Fixture measuring machine tools and process selection, process dimension tolerance, position tolerance, and roughness determined, coaxiality, Roundness and the verticality of the selection.Key words:Gear blank, processing technology, process analysis, machining allowance.目录摘要 (I)第1章齿轮零件的分析 (2)1.1零件图的分析(下图为倒挡齿轮的剖面图) (2)1.2零件的生产纲领及生产类型 (3)1.3齿轮工艺设计的要求 (4)1.4齿轮的工作转态分析及工作条件 (4)1.5齿轮的结构分析 (5)1.6齿轮的结构工艺性分析 (5)1.7齿轮的加工工艺分析 (5)第2章齿轮毛坯的设计 (6)2.1毛坯材料的确定及制造方法 (6)2.2毛坯加工余量及公差 (6)2.3毛坯的形状 (7)第3章齿轮加工工艺规程的制定 (8)3.1定位基准的选择 (8)3.2制定倒挡齿轮加工工艺路线 (8)3.2.1齿轮表面的加工方法 (8)3.2.2制定齿轮加工工艺路线 (9)3.3选择设备和工艺装备 (10)3.3.1机床的选择原则 (10)3.3.2工艺装备的选择原则 (11)第4章倒挡齿轮加工工艺的计算及工艺文件 (12)4.1倒挡齿轮各工序加工余量、工序尺寸及公差的确定 (12)表4-1 倒挡齿轮各工序加工余量、工序尺寸及公差表 (12)4.2计算外圆切削用量及工时定额 (13)4.2.1粗车外圆的基准选择 (13)4.2.2粗车Φ78外圆 (13)4.2.3粗车Φ40外圆 (14)4.2.4粗车Φ105外圆 (14)4.3编写工艺过程卡及工序卡片 (14)结论 (20)致谢 (21)参考文献 (22)附录....................................................................................................................................... 错误!未定义书签。
齿轮零件加工工艺设计说明书
齿轮零件加工工艺设计课程作业机械加工工艺课程设计第一次作业班级组别机设1311 第一组指导老师蔡海涛组长王亚铭组员王亚铭尹益强林祖汉于思编制尹益强王亚铭2015年3月16日目录1 计算生产钢领,确定生产类型 (4)2 审查零件图样的工艺性 (5)3 选择毛胚 (6)4 工艺过程设计 (7)4.1 定位基准的选择 (7)4.2零件表面加工方法的选择 (7)4.3 制定工艺路线 (9)5 确定机械加工余量及毛培尺寸,设计毛培图 (10)5.1 确定机械加工余量 (10)5.2确定毛培尺寸 (10)5.3 设计毛培图 (11)6 工序设计 (15)6.1 选择加工设备与工艺装备 (15)6.2确定工序尺寸 (18)7 确定切削用量及基本事件(机动时间) (24)7.1 工序30切削用量及基本时间的确定 (24)7.2工序40切削用量及基本时间的确定 (29)7.3工序60切削用量及基本时间的确定 (29)7.4 工序70切削用量及基本时间的确定 (32)7.5 工序80切削用量及基本时间的确定 (33)7.6 工序90切削用量及基本时间的确定 (34)7.7 工序100切削用量及基本时间的确定 (36)7.8 工序110切削用量及基本时间的确定 (38)8 三维造型图 (39)附件一丶零件图二丶机械加工工艺过程卡三丶机械加工工序卡四丶零件检验卡1 计算生产纲领,确定生产类型图7.1—1所示为某产品上的一个齿轮零件。
该产品年产量为2000台,设其备品串为10%,机械加工废品串为1%,现制订该齿轮零件的机械加工工艺规程。
N=Q n(1+α%十β%)=8000 X1(1十5%十1%) 件/年=8480件/年齿轮零件的年产旦为2220件,现已知该产品届于轻型机械,根据表1.1-2于生产纲领的关系,可确定其生产类型为中批生产。
2 审查零件图样的工艺性齿轮零件图样的视图正确、完整,尺寸、公差及技术要求齐全。
但基推孔Φ68K7m m要求Ra o.8μm有些偏高。
倒档齿轮课程设计说明书

机械制造工艺学课程设计说明书设计题目:倒档齿轮零件机械加工工艺规程设计学生学号:班级:指导教师:目录1零件的分析 (3)1.1零件结构工艺性分析 (3)1.2 零件的技术要求分析 (3)2 毛坯的选择 (4)2.1 毛坯种类的选择 (4)2.2毛坯制造方法的选择 (4)2.3毛坯形状及尺寸的确定 (4)3 工艺路线的拟 (6)3.1 定位基准的选择 (6)3.2零件表面加工方案的选择 (7)3.3加工顺序的安排 (7)3.3.1加工阶段的划分 (7)3.3.2机械加工顺序的安排 (7)3.3.3热处理工序的安排 (7)3.3.4辅助工序的安排 (7)4 工序设计 (8)4.1 机床和工艺装备的选择 (8)4.2工序设计 (6)4.3切削用量及工时定额计算 (10)5 结语 (12)参考文献1零件的分析1.1 零件的结构公艺性分析该零件的功能是传递动力和运动,该零件是一个双联齿轮零件,该零件是由两个不同的齿廓组成,一个为m=3,z=17的齿廓一个为m=3,z=23的齿廓,由外圆为φ40mm的圆柱连接在一起。
零件有φ20mm的孔。
1.2 零件的技术要求分析主要技术要求:齿部热处理58-64HRC,心部35-38HRC,工作表面粗糙度为3.2,其余表面的粗糙度未作要求,齿圈径向跳动公差为0.05mm,有倒角C1*45°,材料为20CrMnTi。
2 毛坯的选择2.1 毛坯种类的选择由于该工件的形状结构简单,尺寸较小,精度要求较高,力学性能要求较材料为20CrMnTi,故采用锻件。
2.2毛坯制造方法的选择毛坯的锻造方式有自由锻和模锻两种。
自由锻造是靠人工操作来控制锻件的形状和尺寸的,所以锻件精度低,加工余量大,劳动强度大,生产率也不高,因此它主要应用于单件、小批量生产。
模锻是在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。
此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率高。
本零件的生产类型为大批,综合考虑确定采用模锻获得所需毛坯。
倒档齿轮加工_工艺工序卡

机械加工工艺过程卡片产品型号零(部)件图号共2页产品名称倒档齿轮零(部)件名称倒档齿轮第1页材料牌号45#钢毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数1 备注序号工序名称工序内容车间设备工艺装备工时准终单件1 检查检查毛坯是否有裂纹检目测2 车端面夹毛坯外圆,车Ф76端面金车床三爪自定心卡盘3 粗车夹毛坯外圆,粗车Ф76外圆,留1mm加工余量金车床三爪自定心卡盘4 精车精车Ф76外圆,达到图纸尺寸公差要求金车床三爪自定心卡盘5 车端面掉头,夹Ф76外圆,车端面金车床三爪自定心卡盘6 钻孔钻中心孔金钻床专用夹具7 粗车夹Ф76外圆,顶针顶中心孔,粗车Ф105外圆金车床三爪自定心卡盘8 精车夹Ф76外圆,顶针顶中心孔,精车Ф105外圆金车床三爪自定心卡盘9 检查检查是否有黑皮、裂纹检目测10 钻孔预钻中心孔Ф20的底孔Ф10 金钻床专用夹具11 扩孔扩中心孔Ф20的底孔至Ф15 金钻床专用夹具12 扩孔扩中心孔Ф20的底孔至Ф19 金钻床专用夹具13 铰孔铰孔Ф20 金钻床专用夹具14 插键槽插键槽金插床专用夹具15 热处理热处理RCRC热淬火炉16 滚齿滚齿加工金滚齿机专用夹具17 检验检验检游标卡尺编制日期标记处记更改文件号签字日期学院机械加工工序卡片产品型号零件图号产品名称零件名称倒档齿轮共7 页第 1 页车间工序号工序名称材料牌号1 检查9Cr18毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ф163X88 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液三爪自定心卡盘工位器具编号工位器具名称工序工时(分)准终单件可转位车刀工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 检查毛坯是否有裂纹学院机械加工工序卡片产品型号零件图号产品名称倒档齿轮零件名称倒档齿轮共7 页第 2 页车间工序号工序名称材料牌号1 粗车9Cr18毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ф163X88 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘工位器具编号工位器具名称工序工时(分)准终单件可转位车刀工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助2 夹毛坯外圆,车Ф76端面CA6140 200 16 0.5 12 1 17.73 夹毛坯外圆,粗车Ф76外圆,留1mm加工余量CA6140200 16 0.5 12 1 17.74 精车Ф76外圆,达到图纸尺寸公差要求CA6140200 16 0.5 12 1 17.7学院机械加工工序卡片产品型号零件图号产品名称车床零件名称倒档齿轮共7 页第 3 页车间工序号工序名称材料牌号1 精车9Cr18毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ф163X88 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘工位器具编号工位器具名称工序工时(分)准终单件可转位车刀工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助7 掉头,夹Ф76外圆,车端面CA6140200160.512117.7夹Ф76外圆,顶针顶中心孔,粗车Ф105外圆CA6140 200 16 0.5 12 1 17.7 夹Ф76外圆,顶针顶中心孔,精车Ф105外圆CA6140 200 16 0.5 12 1 17.7技术学院机械加工工序卡片产品型号零件图号产品名称车床零件名称倒档齿轮共7 页第 4 页车间工序号工序名称材料牌号2 磨削9Cr18毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ф163X88 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件高速钢工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助8 预钻中心孔Ф20的底孔Ф10 Z550200160.512117.79 扩中心孔Ф20的底孔至Ф15 Z550200160.512117.7扩中心孔Ф20的底孔至Ф19 Z550学院机械加工工序卡片产品型号零件图号产品名称零件名称倒档齿轮共7 页第 6 页车间工序号工序名称材料牌号4 钻孔9Cr18毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ф163X88 1设备名称设备型号设备编号同时加工件数插床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件可转位车刀工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助17 插键槽插床200160.512117.7学院机械加工工序卡片产品型号零件图号产品名称零件名称倒档齿轮共7 页第7 页车间工序号工序名称材料牌号5 9Cr18毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造 1设备名称设备型号设备编号同时加工件数滚齿机Ф163X88夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助滚齿加工滚齿机200160.512117.7 检验。
倒挡齿轮端面加工解读
摘要齿轮是机械传动中应用极为广泛的零件之一。
齿轮,汽车行业主要的基础传动元件,通常每辆汽车中有18~30个齿轮,齿轮的质量直接影响汽车的噪声与平稳性以及使用寿命。
汽车变速器齿轮起着改变输出转速传递扭矩的作用,所以加工齿轮的要求相对要严格一些。
变速器倒挡齿轮应具有经济精度等级高,耐磨等特点,以提高齿轮的使用寿命和传动效率,齿轮在工作时传动要平稳而且噪声要小,结合时冲击不宜过大。
根据齿轮不同的技术要求选择不同的加工路线。
包括如何去选取毛坯的锻造方法,和毛坯的加工余量及毛坯的公差,工艺路线的制定,相关工序的机床夹具量具的选取,工艺尺寸公差,位置公差,以及粗糙度的选取,同轴度和垂直度的选取。
关键词:齿轮毛坯设计,加工工艺路线,工艺性分析,加工的余量及其公差,装夹夹具,量具,加工机床。
AbstractMechanical transmission gear is extremely extensive one part. Gear, automotive industry, mainly on the basis of the transmission element, usually every car in 18 to 30 gears, gear directly affect the quality of the noise and the car's stability and service life.Automobile transmission gear change output speed transmission torque plays a role, it requires working gear are relatively stringent. Transmission reverse gear should have economic high level of accuracy, wear characteristics, in order to improve the service life and efficiency of the transmission gear, the gear drive at work to have a smooth and noise to be small, the impact is not too large when combined. Choose different processing routes based on different technical requirements gears. Including how to select the method of forging blank, blank and blank allowances and tolerances, process route development, jigs and fixtures related to the process of measuring the selection process dimension tolerance, position tolerance, as well as the selection of the roughness, concentricity and vertical Degree.Keywords: gear blank design, process route, process analysis, processing margin and tolerances, clamping fixtures, measuring tools, machine tools.目录摘要 (I)Abstract.............................................................................................................................................................. I I 绪论.. (IV)第一章齿轮零件的分析 (1)1.1零件图(零件的正面剖视图和俯视图) (1)1.2零件的作用 (2)1.3图纸的完整性的准确性 (2)1.4零件技术要求分析 (3)1.5零件的结构工艺性分析 (3)1.5.1零件结构 (3)1.5.2结构工艺性分析 (3)1.5.3零件表面硬度分析 (4)1.6零件生产纲领 (4)1.7零件生产类型 (4)第二章毛坯的选择和制造方法 (5)2.1毛坯的选择原则 (5)2.2毛坯的制造方法 (6)2.3毛坯的形状及加工总余量 (7)第三章定位基准的选择 (9)3.1 定位基准 (9)3.2 粗基准 (10)3.3 精基准 (10)第四章加工工艺路线的制定及工艺装备的选择 (11)4.1表面加工方法的选择 (11)4.2确定加工工艺路线 (11)4.3设备及工艺装备的选择 (13)4.3.1 设备的选择 (13)4.3.2 工艺装备的选择 (13)第五章加工余量、尺寸及公差 (15)5.1工序加工余量 (15)第六章切削端面 (16)6.1切削Φ78mm端面 (16)6.2切削Φ105mm端面 (17)6.3编辑工序卡片 (18)结论 (20)致谢 (21)参考文献 (22)绪论随着中国汽车业的飞速发展,汽车的需求量也日益增加。
倒档齿轮制造工艺
二、毛坯的选择
该齿轮为传动零件,要求有一定的强度,该零件的 材料为20CrMnTi钢,轮廓尺寸不大,形状并不复杂, 又属于大批生产,故毛坯可采用模锻成型。这对于 提高生产效率、保证加工质量也是有利的。 毛坯尺寸通过确定加工余量后决定。
三、工艺路线的制定
定位基准选择
切削刀量的选择
背吃刀量的选择 半精加工,精加工的背吃刀量由相应的加工方法 所需的加工余量确定,粗加工工序的背吃刀量应 尽量将粗加工余量一次切除 例如外圆5的切削加工 粗加工时的切削用量7· 5-0.5=7mm 单边切削量为7÷2=3.5mm 进给量f的选择 由《机械加工工艺手册》,初步选定f=1.0mm/r 确定切削速度 Vc=πdn÷1000
加工阶段的划分
粗加工阶段
Hale Waihona Puke 粗加工各端面以及外圆表面,钻----粗镗内孔, 滚齿
半精加工阶段
精加工阶段
半精车加工各端面以及外圆表面,半精镗内孔。
精车加工左侧端面1,精镗内孔,磨齿
四、工序顺序的安排
工序1 : 毛坯进行正火 工序2:粗车各外圆面和端面。钻、扩孔 工序3:精车各外圆面和端面。半精铖内孔 工序4:拉键槽 工序5:滚齿 工序6:加工齿端导角并去除毛刺 工序7:中间检测 工序8:齿部进行高频淬火 工序9:磨削左侧端面和内孔表面 工序10: 对齿廓表面进行磨齿加工 工序11: 最终检测
粗定位基准的选择 选择未加工的左侧齿轮外表面5为粗基准加工圆面2 选择未加工的右侧端面6为粗基准加工侧面1及其他端 面 精基准的选择 以左侧端面为精基准加工右侧端面6以及内孔 以加工后的内孔为精基准加工外圆面5 以加工后的内孔为精基准加工齿廓表面,然后再以加 工后的齿廓表面为精基准加工内孔表面 以加工后的内孔表面为精基准加工左侧端面1
倒挡齿轮加工方案分析
倒挡齿轮加工方案分析倒挡齿轮是车辆变速器中的重要部件,主要用于实现车辆倒车功能。
倒挡齿轮的加工方案的选择和设计对于确保倒挡齿轮的质量和性能至关重要。
一、倒挡齿轮加工方案分析的步骤倒挡齿轮的加工方案分析通常包括以下几个步骤:1.确定倒挡齿轮的材料和热处理要求:倒挡齿轮通常采用高强度合金钢材料,并需要进行热处理来提高其硬度和耐磨性。
2.确定倒挡齿轮的加工工艺:根据倒挡齿轮的结构和要求,选择合适的加工工艺,如车削、铣削、磨削等。
同时,需要考虑到加工后的尺寸和形状精度要求,以及表面光洁度要求。
3.进行倒挡齿轮的CAD设计和模具制作:根据倒挡齿轮的几何形状和尺寸要求,进行三维CAD设计,并制作相应的模具。
这一步骤关系到倒挡齿轮加工的精度和效率。
4.进行倒挡齿轮的加工和热处理:根据加工方案和模具,进行倒挡齿轮的加工和热处理。
在加工过程中,需要根据要求控制加工参数,如切削速度、进给量等。
并在热处理过程中,控制热处理参数,如温度、保温时间等。
5.进行倒挡齿轮的精密加工和检测:对于倒挡齿轮的关键尺寸和形状进行精密加工和检测。
这一步骤有助于确保倒挡齿轮的质量和精度。
二、倒挡齿轮加工方案分析的关键点在倒挡齿轮加工方案分析中,有几个关键点需要特别注意:1.确定加工工艺和工装夹具:加工工艺和工装夹具的选择对于倒挡齿轮的加工效率和质量有直接影响。
需要根据倒挡齿轮的几何形状和尺寸要求,选择合适的加工工艺和工装夹具。
2.控制加工参数和热处理参数:倒挡齿轮的加工需要控制一系列的加工参数,如切削速度、进给量等。
同时,倒挡齿轮的热处理也需要控制相关的参数,如温度、保温时间等。
这些参数的选择和控制对于倒挡齿轮的性能和质量具有重要意义。
3.保证精密加工和检测的准确性:倒挡齿轮是汽车变速器中的重要部件,其精密加工和检测的准确性直接关系到整个汽车变速器的质量和性能。
因此,在倒挡齿轮加工方案中,需要采用合适的加工和检测设备,并制定相应的加工和检测规范。
倒档齿轮
四、倒档齿轮见图4-38
表2-29 倒档齿轮机械加工工艺过程卡
3、工艺分析
1)齿轮齿坯的加工分粗加工、半精加工、精加工,其目的是为保证齿坯的加工精度,为保证加工齿轮的精度奠定基础。
2)6015.0 mm键槽,其宽度小,键槽又较长,加工时要防止出现歪斜,因此应减小吃刀深度及进给量。
3)齿圈径向跳动公差0.08mm的检验,可将齿轮装在1:3000小锥度心轴上,心轴两端各有高精度的中心孔,将心轴装夹在偏摆仪两顶尖之间。
将百分表触头顶在齿轮外圆上,转动心轴,这时百分表最大读数与最小读数之差,即为径向跳动公差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
唐山工业职业技术学院毕业设计说明书设计(论文)题目倒档齿轮加工工艺规程制定学生姓名_ _张晓亮_ _班级 07机电14____ 专业 ____ _机电一体化______________ 指导教师_ 李淑艳___辅导教师________(完成日期) 2009 年月日根据高等职业教育的方针政策,高等职业教育要培养一批高技能应用型人才。
不仅要有过硬的理论知识,而且要具备高的动手能力和创新意识。
本人积极响应院领导和专业教师的号召,竭尽全力完成毕业设计,练就自己的动手能力和创新意识!毕业设计是我们在大学期间学完专业所有课程后所要进行的一个重要环节,这是我们对所学课程的一次深入的全面的总复习,也是一次理论联系实际的训练。
因此,它在几年的学习中占有重要的地位。
是利用所学知识解决实际问题能力的具体体现。
此次设计既是对我们的一次锻炼,也是一次挑战。
在设计过程中,通过搜集和整理相关资料、查阅大量的手册、国家标准和相关技术政策,不仅使我们增长了见识,也开阔了视野。
毕业设计的课程也是一次综合性的理论联系实际的训练过程,是我们从学校走向工作岗位的一个过度环节。
我希望能够通过这次毕业设计,对将来要从事的工作进行一次适应性训练,希望在设计中能够锻炼自己独立工作和综合分析的能力,为今后工作打下一个坚实的基础,树立一个良好的开端,这个阶段也将在我的大学生活中留下深刻的印象。
就我而言,希望通过这次课程设计,对自己今后从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础由于能力所限,设计中尚有许多不足之处,希望各位教师给予批评指教,敬请尊敬的院领导和专业教师提出宝贵意见和建议!设计人:张晓亮2010年月日一、零件图的分析……………………………………………………1.1零件的功用……………………………………………………1.2图纸的完整性和正确性…………………………………………1.3零件的技术要求分析……………………………………………1.4零件的结构工艺性分析…………………………………………二、毛坯的选择……………………………………………………2.1确定毛坯种类及制造方法………………………………………2.2毛坯的形状及加工总余量………………………………………三、定位基准的选择………………………………………………3.1精基准的选择……………………………………………………3.2粗基准的选择……………………………………………………四、工艺路线的拟定…………………………………………………4.1表面加工方法的选择………………………………………………4.2确定加工工艺路线(要求两套工艺方案)…………………………4.3工艺方案的技术经济分析………………………………………五、确定工序加工余量、工序尺寸及公差……………………………5.1选择工序加工余量……………………………………………5.2计算工序尺寸及公差……………………………………………六、确定切削用量及工时定额………………………………………七、设计体会与收获…………………………………………………八、参考文献书目……………………………………………………一、零件图的分析1.1零件的功用用来传递的运动和动力,改变转向传递扭矩从而使汽车实现反向行使1.2图纸的完整性和正确性本零件各表面的加工并不困难。
齿轮零件图样由两个剖视图组成,视图正确、完整,尺寸、公差及技术要求齐全。
零件内、外轮廓描述清楚完整,零件图的粗实线、细实线、点化线的线型均符合于国家标准;有利于加工时的数据分析和计算,零件材料为45钢。
1.3零件的技术要求分析零件图的尺寸比较多,但尺寸的标注多而不乱。
图纸当中有对齿面粗糙度和孔面粗糙度的要求为3.2,齿部热处理45-52HRC,齿圈径向跳动公差为0.08mm,还有一些技术要求倒角为C2.5、未标注为1*450,零件表面光洁、精度等级8GK。
1.4零件的结构工艺性分析1.4.1零件结构本产品是一个双联齿轮零件,该零件是由两个不同的齿廓组成,一个为m=4,z=17的齿廓一个为m=5,z=19的齿廓,由φ40mm的圆柱的连接在一起。
零件有φ20mm的孔和宽6mm的键槽。
1.4.2结构工艺性分析零件的结构工艺性是指所设计的零件在满足使用要求的前提下,制造的方便性、可行性和经济性,即零件的结构应方便加工时工件的装夹、对刀、测量,结构越简单,工艺性越好。
结构形式应尽量简化。
可以提高切削效率等。
根据零件的外形尺寸Φ105×100mm,所以选择Φ110*105的毛坯。
钻孔结构相对简单,选择合适的转速和进给速率,就可以将此结构作出为了便于装配零件并去掉毛刺,轴端应制出45°的倒角。
零件表面硬度的分析硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
调质45-52HRC,该钢具有较高的硬度和耐磨性,淬火时变形较小。
具有良好的冲载能力,使用时进行热处理。
二、毛坯的选择2.1确定毛坯种类及制造方法输出轴为传动零件,要求有一定的强度,该零件的材料为45钢,轮廓尺寸不大,形状并不复杂,又属于大批生产,故毛坯可采用模锻成型。
这对于提高生产效率、保证加工质量也是有利的。
毛坯尺寸通过确定加工余量后决定。
2.2毛坯的形状及加工总余量毛坯的形状毛坯的总余量三、定位基准的选择基面的选择是工艺规程的设计中重要工作之一。
基面选择得正确、合理,可以保证加工质量,提高生产效率。
否则就会使加工工艺规程问题百出,严重的还会造成零件大批报废,是生产无法进行。
3.1精基准的选择本零件是带孔的双联齿轮,孔是其设计基准和测量基准。
为避免因基准不重合而产生的误差,应选孔为定位基准,即遵循“基准重合”的原则。
即选027.0020+Φ孔及一端面为精基准。
3.2粗基准的选择由于本零件的表面都需要加工,而孔作为精基准应先加工,因此应先加工出一外圆及一个端面为粗基准。
四、 工艺路线的拟定4.1表面加工方法的选择本零件的加工面有外圆、内孔、端面、齿面、键槽,材料为45钢。
参考《机械制造工艺设计简明手册》,加工方法选择如下:(1) 齿圈外圆面:为标注公差尺寸,根据GB1800-97规定其公差等级为IT14,表面粗糙度为m R a μ2.3,需粗车、半精车(表1.4-6)(2)φ40mm 外圆面:为标注公差尺寸,根据GB1800-97规定其公差等级为IT14,表面粗糙度为m R a μ2.3,需粗车、半精车(表1.4-6)(3)027.0020+Φmm 内孔:公差等级为IT7,表面粗糙度m R a μ2.3,根据表1.4-7,加工方法选用钻、粗铰、精铰。
(4)端面:本零件的端面为回转体端面,尺寸精度、表面粗糙度未作要求,只需粗车即可。
(5)齿面:齿轮模数分别为4、5,齿数分别为17、19,精度都为8GK 螺旋圆锥齿轮刀盘铣齿即可(表1.4-16、表1.4-17)。
(6)键槽:槽宽和槽深的公差等级分别为IT9和IT12,需粗插、精插(表1.4-17)4.2确定加工工艺路线(要求两套工艺方案)工艺路线的拟订,为了保证达到零件的几何形状、尺寸精度、置精度及各项技术要求,必须制定合理的工艺路线。
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已确定为大批生产的条件下,尽量使工序集中来提高生产效率。
除此之外,还应考虑经济效果,以便降低生产成本。
齿轮的加工工艺路线一般是先进行尺坯的加工,然后在进行齿面的加工。
齿坯加工包括个圆柱表面及端面的加工,按照先加工基准面及先粗后精的原则,齿坯加工可按下述工艺路线进行:工艺路线方案一:工序10:毛坯进行正火热处理 工序20:粗车各外圆及各端面 工序30:钻孔φ20mm 工序40:粗铰φ20mm 工序50:调质 工序60:精铰φ20mm工序70:半精车外圆mm 105φ mm 76Φ mm 40Φ及各端面 工序80:铣齿轮 工序90:粗插键槽 工序100: 精插键槽工序110: 高频淬火 工序120:修正 工序130:终检 工艺路线方案二:工序10:毛坯进行正火热处理 工序20:铣平面工序30:钻孔 工序40粗铰 工序50:粗车各外圆 工序60:调质工序70:半精车外圆mm 105φ mm 76Φ mm 40Φ及各端面 工序80:精铰φ20mm 工序90:粗插键槽 工序100:精插键槽 工序110: 铣齿轮 工序120: 高频淬火 工序130:修正 工序140:终检 工艺路线的比较分析:第二条工艺路线不同于第一条工艺路线是把平面铣出来,并将孔与外圆柱面的加工进行了互换,其它的先后顺序均没有变化。
零件的基准有所变化,第一条工艺路线,直接车出端面,有利于保证精度减小误差,节省拆装时间;再者先加工孔,确定了精基准,符合基准重合原则,有利于提高其他部分的加工精度。
第二条工艺路线,增加了铣平面,要换床,拆装过程中会产生误差,先加工外圆柱面再加工孔,改变了精基准,以外圆柱面为精基准,违反了基准重合原则。
从保证精度的前提下,我们选择了第一条工艺路线进行生产。
4.3工艺方案的技术经济分析齿圈外圆面及φ40mm 外圆和两端面都未标注公差尺寸,根据GB1800-97规定其公差等级为IT14,表面粗糙度为m2.3,粗车、半Ra精车(表1.4-6)即能达到要求,φ20mm孔为公差等级为IT工方法选用钻、粗铰、精铰(表1.4-7)即能达到要求;和键槽槽宽和槽深的公差等级分别为IT9和IT10,需粗插、精插(表1.4-17)即能达到要求,两齿部齿面精度都为8GK螺旋圆锥齿轮刀盘铣齿即可(表1.4-16、表1.4-17)。
从经济性分析不需要过精的加工即可,五、确定工序加工余量、工序尺寸及公差5.1选择工序加工余量5.2计算工序尺寸及公差粗车φ76端面:L=105-2=103IT为11公差为22.00+粗车φ76mm :φ=80-3.9=77.1 IT为13 公差为46.0+粗车φ40mm外圆:φ=45-4=41IT 为13公差为39.00+粗车φ76齿厚15:L=18-2=16IT为11公差为11.00+粗车φ105齿厚:L=18-2=16IT为11公差为11.00+粗车φ105端面:L=103-2=101IT为11公差为22.00+粗车φ105:φ=110-3.9=106.1IT为13公差为54.00+钻孔φ20:φ=0+18=18IT为13公差为033.0-粗铰φ20:φ=18+1.94=19.94IT为10公差为0084.0-精铰φ20:φ=19.94+0.06=20IT为8公差为027.00+半精车外圆φ76端面:L=101-0.5=100.5IT为9公差为087.00+半精车外圆φ76:φ=77.1-1.1=76IT为10公差为012.0-半精车外圆φ40:φ=41-1=40IT为10公差为01.0-半精车φ76齿厚15:L=15.5-0.5=15IT为9公差为043.00+半精车φ105齿厚:L=15.5-0.5=15IT为9公差为043.00+半精车外圆φ105端面:L=100.5-0.5=100IT为9公差为087.00+半精车外圆φ105:φ=106.1-1.1=105IT为10公差为014.0-粗插键槽精插键槽。