西门子工业网络在单机架冷轧机中应用
SIEMENS工业通信网络在冷轧机组上的应用
2 系统简 介
通 钢 四平 六辊可 逆冷 轧机 ,其 轧制 范 围是 从 来
1 引言
在工业 自动化控 制领域 , 普遍 采用国际公认 的 开 放 式 通 信 协 议 有 :R FB S 工 业 以 太 网 、 P O IU 、 P O IE R FN T及 A —ne ae等 。西 门子 全 集 成 自动 S Itfc r
兼 容性 。对 于 企 业 级 的 西 门 子 工 业通 信 系 统 , It nt It nt n re和 n ae技术应用广泛 l e r 对于车间级的西 门子工业通信系统 , 主要解决方案是工业以太网; 对 于现场级的西门子工业通信系统 , 主要解决方案是 P O IU R FB S协 议 。 在 冷 轧 机 组 中 , 主 要 实 现 了
一
: 程师 i I :
l l MI
主操 作台
} I
出口操作 箝
l I l M
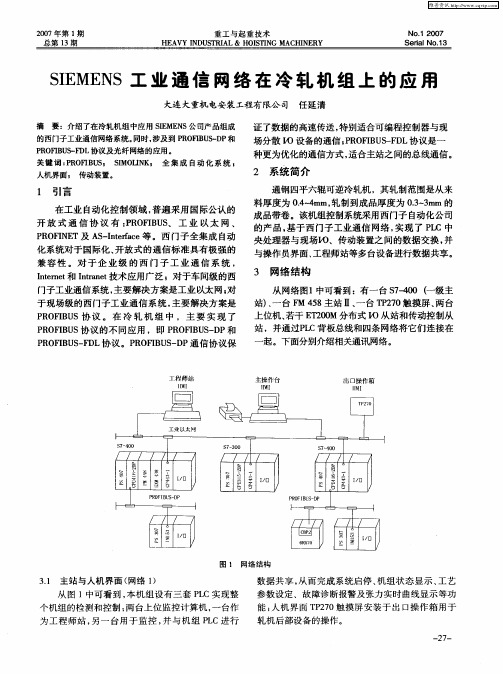
图 1 网络 结 构
31 主站 与人机 界面 ( . 启停 、 组状 态 显 示 、 从 机 工艺 参 数设 定 、故 障诊 断报警 及 张力 实 时 曲线 显示 等功 能; 人机 界 面 T 2 0触 摸 屏安 装 于 出 口操 作 箱 用 于 P7 轧机 后部 设备 的操作 。
(ui i tf e M lP n I e a )协议适合通讯速率要求不高、 t o tn r c
数据 通信 量不大 的场合 。 本机 组设 计 D 口用于 D P P协议 , 该通 讯接 口通 过 P O IU — P协议 将 主 站 I与 现场 四个 操 作 台 R FB S D 的 E 2O T O M模 块 和 四个 阀站控 制箱 以及两 个 液压 站 的 E 0 B模块 相 连 , 成 网络 2 o 组 。通过 此 网络采 集 开 关量信 号 、 数字量 信 号和 模 拟量 信号 等 。 采集 的 将 各 种信号 , 经过 中央处 理器 程 序处 理后 输 出 , 以控 制 各 液压 阀 、 动 阀动 作 , 而完 成 计 长 、 重功 能 及 气 从 计 各 段 张力 的控制 。 同时 , 触摸 屏 及上 位 监控机 上做 在 状 态及 参数 显示 。 P O IU — P的站 点 数 量 有一 定 限制 ,不 能 R FB S D 连接 太多 , 而且 其通 讯速 率 与总 线 长度有 直接 关系 , 如太 长会 影 响通讯 速率 。
单机架可逆冷轧机压下分配模型及其实现张超
单机架可逆冷轧机压下分配模型及其实现张超(中冶南方(武汉)信息技术工程有限公司,湖北武汉430223)Reduction Distribution Models of Single-stand Reversing Cold Rolling Mill摘要根据冷轧带钢的原始数据、设备参数、设备能力参数、模型系数和轧制力平衡负荷分配系数,利用工艺数学模型对工艺参数进行计算,然后对这些参数进行校核,对于超限的工艺参数设计不同的压下调整策略进行修正计算,直到满足收敛条件为止,最后输出压下分配,为设定计算模型准备数据。
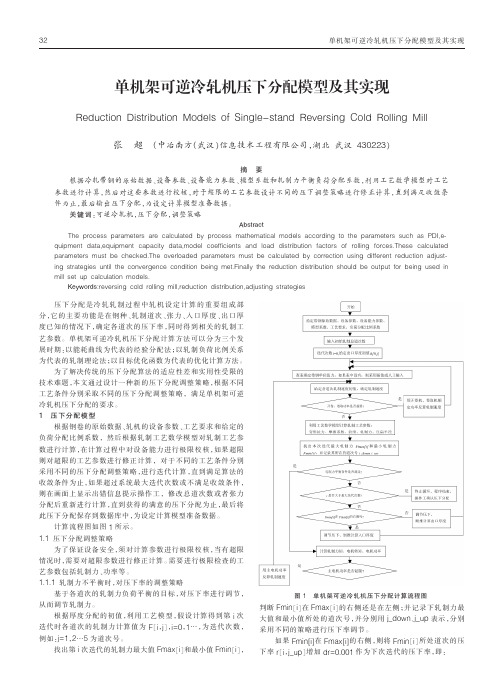
关键词:可逆冷轧机,压下分配,调整策略AbstractThe process parameters are calculated by process mathematical models according to the parameters such as PDI,e-quipment data,equipment capacity data,model coefficients and load distribution factors of rolling forces.These calculated parameters must be checked.The overloaded parameters must be calculated by correction using different reduction adjust-ing strategies until the convergence condition being met.Finally the reduction distribution should be output for being used in mill set up calculation models.Keywords:reversing cold rolling mill,reduction distribution,adjusting strategies压下分配是冷轧轧制过程中轧机设定计算的重要组成部分,它的主要功能是在钢种、轧制道次、张力、入口厚度、出口厚度已知的情况下,确定各道次的压下率,同时得到相关的轧制工艺参数。
单机架可逆式冷轧机PLC控制策略研究
单机架可逆式冷轧机plc控制策略研究xx年xx月xx日CATALOGUE目录•绪论•单机架可逆式冷轧机基础知识•plc控制系统设计•基于plc的单机架可逆式冷轧机控制策略•基于plc的单机架可逆式冷轧机控制策略仿真分析CATALOGUE目录•基于plc的单机架可逆式冷轧机控制策略实验验证•结论与展望01绪论研究背景与意义工业发展的重要性工业发展是国家经济发展的重要支柱,单机架可逆式冷轧机是工业生产线上的重要设备之一,对于提高产品质量和生产效率具有重要意义。
单机架可逆式冷轧机的应用领域单机架可逆式冷轧机在汽车、家电、建筑、机械等领域得到广泛应用,是这些领域生产过程中不可缺少的设备之一。
研究单机架可逆式冷轧机plc控制策略的意义传统的单机架可逆式冷轧机控制系统存在很多缺陷,如控制精度低、稳定性差、操作不便捷等。
引入PLC控制策略对于提高单机架可逆式冷轧机的控制精度、稳定性和操作便捷性具有重要意义。
在单机架可逆式冷轧机plc控制策略方面,国外的研究起步较早,技术较为成熟。
其中,美国、日本和德国等国家在单机架可逆式冷轧机plc控制策略方面处于领先地位。
国内外研究现状及发展趋势国内对于单机架可逆式冷轧机plc控制策略的研究起步较晚,但是发展迅速。
国内的研究主要集中在科研院所和高校,一些大型企业也开始进行相关研究。
单机架可逆式冷轧机plc控制策略的发展趋势是向着高精度、高稳定性和操作便捷化方向发展。
未来的研究方向将包括:深入研究plc控制策略的算法和优化控制程序;研究新的传感器和执行器,提高单机架可逆式冷轧机的控制精度和响应速度;研究互联网+远程监控与故障诊断等方面。
国外研究现状国内研究现状发展趋势本文的研究内容主要包括:对单机架可逆式冷轧机的工艺流程和控制要求进行分析;研究plc控制系统的硬件和软件设计,并针对具体问题对其进行优化;研究控制策略的算法和实现方法;对控制系统进行实验验证和分析。
研究方法本文的研究方法主要包括:通过对单机架可逆式冷轧机的生产工艺和控制要求进行分析,建立数学模型并设计控制器;利用MATLAB/Simulink进行仿真分析;设计并实现PLC控制系统的硬件和软件;通过实验验证和分析控制系统的性能。
自动化控制系统在冷轧重卷线的应用

自动化控制系统在冷轧重卷线的应用摘要:本文介绍了西门子plc和变频调速器组成的自动化控制系统在莱钢冷轧重卷线的应用,实现了机组的各项控制功能,从而达到稳定、高效的目的。
关键字:自动化控制系统plc 变频调速1.概述重卷机组是冷轧产品的一道重要工序,用于将厚度为0.2~0.65mm的大直径钢卷经切头、切尾、切边、检查及涂油后,重卷分切成小直径钢卷,并将钢卷称重、打捆。
随着市场经济的不断完善和发展,生活水平的要求越来越高,使得冷轧产品的需求量越来越大。
高效稳定的自动化系统对保证冷轧产品的生产效率至关重要。
本文主要介绍基于西门子plc控制系统,如何实现重卷全线自动化控制,以及相关参数的配置。
2.重卷线自动化控制系统简介莱钢重卷线采用西门子公司的s7—400系列及profibus-dp现场总线, 系统中配有tcp/ip协议的以太网通讯接口。
自动化控制系统工作时可由操作人员通过本地计算机(hmi)设定运行参数,包括来料的各种参数,然后将这些参数与设定的机组运行速度、张力等参数进行运算后,控制变频调速器的控制指令使各个变频调速器带动电机按一定的速度比例运转。
通过工控机wincc画面实现人机交互控制整条生产线的正常运行。
设备运行的状态、参数、实时过程数据都通过画面显示出来,并作为历史数据保存在数据库中。
对异常情况如变频器故障、电机过热、油压异常等进行报警,并存储报警记录。
自动控制各主传动电机之间的速度、张力的大小,风机、油泵的启停、阀门的开闭。
系统还可以对生产数据库及历史数据库管理,并可查询及打印相关数据。
3.控制系统功能3.1张力控制与速度控制瞬时卷经计算:对于瞬时卷径的计算可以根据同一时间内,导向辊上带钢走过的长度与卷筒上带钢走过的长度相等,同侧卷筒和导向辊上带钢的线速度相等,因此:πdcnc=πdsnsdc=ns*ds/ncdc-----------卷筒上的带钢瞬时直径ds-----------导向辊的直径nc-----------卷筒的转速,以脉冲计量ns-----------导向辊的转速,以脉冲计量开卷机转矩计算:张力给定zset由profibus dp网传给开卷机变频装置,首先由计算出钢卷的实际瞬时直径d,然后再根据直径计算出开卷机的转矩m,做为开卷机的转矩限幅,从而保证张力的恒定,具体的计算公式如下:n=nact÷i (rmp)πd=vact÷n(m)m=zset*d/2(nm)nact-----------电机实际转速i--------------开卷机减速比rmp每分钟旋转次数vact------------钢带线速度重卷机组中,开卷机控制是带卷径计算的张力控制,卷取机控制是带卷径计算的速度控制。
PLC和计算机控制系统在冷轧带钢生产线中应用(精)

50科技资讯科技资讯S C I E N C E &T E C H N O L O G Y I N F O R M A T I O N2010NO.23SCIENCE&TECHNOLOGY INFORMATION工程技术明光公司冷轧钢带生产线,年生产冷轧钢带10万吨,这条生产线可以轧制厚度为0.45m m~1.5m m、宽度最宽为380m m的冷轧钢带产品。
其主要设备有1台开卷机,1台矫直机,3台夹送辊,1个活套,4台450八辊轧机,1台收卷机及相关的辅助设备。
工艺流程图如图1所示。
经过酸洗的热轧钢带卷装入开卷机,一号夹送辊把钢带送入矫直机进行矫直平整,二号夹送辊把钢带送入入口活套存储,保证轧制工艺段有足够的原料提供;三号夹送辊取出钢带送入轧机,根据工艺设定要求轧出的产品,以卷的形式收卷。
1自动控制系统组态轧机和收卷机驱动电机采用直流电机,其调速装置是西门子的6RA70全数字直流调速装置,并配置一台PLC及其附属从站进行控制。
辅助设备有稀油站(由S7-200PLC 控制、润滑站(由S7-200PLC控制、液压站(由S7-200PLC控制三个套辅助设备。
为方便控制,各设备都组态成Profibus-DP网络,进行P L C-PLC,PLC-调速传动装置间进行通讯,达到集中控制的目的。
在操作台及主控室各设一台工业控制计算机,安装西门子WINCC人机界面,工业控制计算机以“服务器+客户机”的方式联网共享,服务器与PLC之间使用西门子MPI网络联网。
自动控制系统网络图如图2所示。
1.1控制系统硬件组态两台工业控制计算机采用的是工业以太网络进行联网通讯,其中一台用于与冷轧线S7-300PLC 通讯交换工艺参数等数据,并将此计算机设置为服务器,方便主操作台计算机以客户机的方式读取或发送数据至服务器,这种主从联网方式有维护方便,联网速度快捷,数据交换速度快等优点。
将主站及从站的各个模块驱动添加进PLC的硬件组态分项中,在网络组成上是以S7-300作为冷轧生产线主站进行控制,所以在S 7-300程序硬件组态中,将S 7-200PLC及ET200设为从站并分配站地址和通讯协议,其硬件组态如图3所示。
西门子工业控制网络在棒材连轧生产线的应用
西门子工业控制网络在棒材连轧生产线的应用
杨海;宋继宏;薄俊;邢峥嵘;宝力格
【期刊名称】《包钢科技》
【年(卷),期】2002(028)005
【摘要】本文通过对包钢棒材连轧线的工业控制网络的由分体到整体的介绍,将西门子公司的三级控制网络(Profibus-DP网络、MPI网络、工业以太网)思想做了一个全面的说明.通过与现场实际相结合,使人们对这一概念有了更加清晰的认识.文章最后还结合作者的一些体会作了总结.
【总页数】4页(P39-42)
【作者】杨海;宋继宏;薄俊;邢峥嵘;宝力格
【作者单位】包钢钢联股份有限公司棒材厂,内蒙古,包头,014010;包钢钢联股份有限公司轨梁厂,内蒙古,包头,014010;包钢钢联股份有限公司棒材厂,内蒙古,包
头,014010;包钢钢联股份有限公司棒材厂,内蒙古,包头,014010;包钢钢联股份有限公司棒材厂,内蒙古,包头,014010
【正文语种】中文
【中图分类】TP273;TG335.6
【相关文献】
1.全水平棒材连轧生产线实施三切分技术生产小规格材的质量改进 [J], 王永滨;宋福明;马洪喜
2.ASIROBICON自动化设备在棒材连轧生产线上的应用 [J], 徐军;王守成;董江峰;
时宏伟
3.中轧厂棒材半连轧生产线试轧情况简介 [J], 赵柏杰
4.西门子全数字电控系统在棒材轧线中的应用 [J], 杨虎;李建立
5.二手棒材半连轧生产线的全连轧工艺改造 [J], 郎宗兴;包祯银;韩冰;靳福才因版权原因,仅展示原文概要,查看原文内容请购买。
单机架六辊可逆冷轧机电气自动化技术方案(精)
1200六辊可逆冷轧机电气自动化系统控制方案1概述根据《1200六辊可逆冷轧机技术规格电气招标书》所提供的工艺设备和技术要求,并参考了同类型的单机架六辊可逆冷轧机的工艺技术,编写了本电气传动及基础自动化控制的技术方案。
2 供电2。
1 电气设备运行条件1)电气设备运行环境要求环境温度现场:0~40︒C电气室: 10~35︒C操作室:25±5︒C空气湿度:相对湿度≤95%且无凝露;污染等级:III级,无火灾爆炸危险、无导电性尘埃、不腐蚀金属物及不破坏绝缘介质的环境。
2)电气设备运输及储存环境要求环境温度—20~65︒C ;空气湿度及污染等级要求与运行时相同。
3)电气设备使用的电压等级及技术条件本机组所使用电气设备电压等级符合我国国家标准,主要用电设备的电压等级为:◆供电电压及频率:10±5%kV,50±1Hz◆低压供电电压:AC380/220V◆交流电动机电压:AC380V◆直流电动机电压:DC440~660V◆电磁阀:DC24V◆电磁抱闸:AC220V◆控制电压:AC220V,DC24V◆保护地:接地电阻<4Ω◆系统地:接地电阻〈4Ω2.2低压供配电辅传动供电系统(1)辅传动供电系统单线图见MCC单线图。
(2)MCC设备(见附表)由于本机组负荷较小,因此不设负荷中心。
本机组负荷MCC(即马达控制中心)将采用GGD3柜,包含MCC的受电、馈出回路、UPS系统、比例、伺服阀控制回路和照明开关柜,开关柜额定短路短时承受能>80kA/s.额定短路分断能力与电网短路电流相适应,Icu 〉50kA根据需要配置必要的电流、电压表计,端子板采用Phoenix端子。
单机架可逆冷轧机组设一套MCC,不同容量不同控制类型的回路至少有一个备用回路.注①:主传动电动机均配置有空间加热器,这些加热器是在长期停机时防止电机绕组受潮而设置的。
由本MCC供电。
注②:为了保证乳化液站的检修供电,需要检修电源或者备用一路供电回路。
单机架可逆式冷轧机PLC控制方法
编译检查无误下载到 PLC 的 CPU 模块中后, 硬件组 态完成。 1.2 总体程序结构
PLC 主流程主要包括机组部分和压下部分。 机组 部分所涉及的范围较广,要同时考虑液压泵、润滑泵 等。 在机组单动的时候,主传动电机与辊道电机相互 独立,均由 PLC 控制。 在机组连动时,正常启动其他外 部 设 备 后 ,PLC 向 主 电 机 控 制 单 元 发 送 运 行 信 号 ,接 收到该信号后,主控单元开始检测内部装置,在检测 完电枢、内部风机、水泵等各状态正常 后 向 PLC 发 出 主 电 机 正 常 信 号 ,PLC 接 收 到 主 电 机 发 出 的 正 常 信 号,同时检测到辊道、液压泵、润滑泵等设备正常后便 向主传动电机、辊道电机发出允许运行信号。 压下部 分主要指压下电机调整压下辊的辊缝,辊缝的大小直 接影响加工的精度,它与机组部分相互独立。
1 冷轧机组 PLC 程序设计
控制系统软件是 Siemens 公司的 STEP7, 通过它 可以对 PLC 系统的硬件和网络进行组态,编辑、上传、 下载用户程序,在线监测、调试、修改程序,并可对程 序运行调试过程中出现的警告信息和故障进行在线 诊断。 控制系统为分布式控制系统,PLC 作为主站,调 速系统与远程 I/O 为 从站, 信息通过 PROFIBUS-DP 网传输。
MUL_R EN ENO
MD100 IN1 OUT MD100
#Roll_set 直径给定
#Roll_set IN2
UML_R EN ENO
MD100 IN1 OUT MD100
3.140000e+ 000 IN2
图1 主轧机线速度求取 PLC 梯形图
(2)左卷取机速度求取,其梯形图如图 2 所示。 根 据轧制过程中主轧机与卷取机线速度相等的原理,可 求出左卷取机的速度; 右卷取机的转速求取与之类 似。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子工业网络在单机架冷轧机中的应用摘要:介绍西门子工业网络在莱钢冷轧单机架冷轧机控制系统中的使用及配置方法。
重点介绍西门子工业以太网、profibus-dp、底板k总线等通讯的组成构架、硬件配置及编程要点。
关键字:单机架冷轧机;西门子工业以太网;profibus-dp;底板k总线
1 概况
莱钢冷轧厂1#单机架冷轧机控制系统采用siemens s7 400系列plc,整套控制系统包括3套s7 400系列cpu、1套siemens fm458高性能闭环控制器、12个siemens et200m远程分布式从站、2台hmi微机、1个工程师站。
服务于和受控于该系统的项目还包括测厚仪、测速仪、张力计、板型仪以及多台siemens交直流调速器。
此系统各部分通过西门子工业网络进行连接,实现了如下功能:(1)3# s7 400 cpu用来控制辅助液压站、agc液压站及乳化液站的运行,它与hmi操作员站、工程师站以及测厚仪操作站、板型仪操作站都通过工业以太网与1# s7 400 cpu连接,完成高速、高性能的数据交换。
(2)1#、2# s7-400 cpu通过profibus-dp网与et200m从站形成分布式结构,使得整个系统的配置简单、可靠、实用,便于调试和维护。
板型仪、张力计以及交直流调速器也通过profibus-dp网与cpu进行连接,将板型、张力等实时数据反馈给cpu和fm458。
(3)1#、2# s7 400 cpu通过底板k总线进行通信,将顺序控
制及主令控制中的重要参数进行高速传送。
2 工业网络的组成与配置
2.1工业以太网
工业以太网具有启动快速、灵活性好、可靠性高等优点,在1#单机架冷轧机的控制系统中,两个s7 400站与hmi操作员站、工程师站以及测厚仪操作站、板型仪操作站都通过工业以太网相连。
工业以太网的设置简单,首先对cp443-1进行设置,将1个s7 400站的cp443-1的ip地址设为100.100.100.11,另一个s7 400站的cp443-1的ip地址设为100.100.100.12。
相应的,各操作站电脑的ip地址也要设置在100.100.100.**网段内。
3# s7 400 cpu与1# s7 400 cpu之间还需要进行编程,如图1:图13#cpu与1#cpu之间的通信编程
图1所示为3#cpu中所需要的程序,fc50、fc60为工业以太网发送、接收模块,act用于激活调用块,id为3#cpu在网络中的id 号,ladder与id都可在网络配置中对cpu查看属性获得,send与recv是将要发送的数据源地址和接收到的数据将要存放的地址。
3#cpu中从db44.dbx0.0开始的12个字节被发往1#cpu,从1#cpu
中接收的数据存放于从db43.dbx0.0开始的12个字节中。
通过工业以太网,3#cpu将液压站、乳化液站的运行信息发往
1#cpu并接收来自1#cpu中关于机组状态的重要数据。
2.2 profibus-dp
profibus现场总线系统实现了数字和模拟输入/输出模块、智能
信号装置和过程调节装置与plc及直流、交流调速装置之间的数据传输,把i/o通道分散到实际需要的现场设备附近,减少安装和布线的费用,并且具有较强的抗干扰能力。
1#单机架冷轧机控制系统采用西门子et200m分布式从站结构,采集现场数字、模拟信号送往cpu处理并将cpu发出的指令送往现场设备。
在此系统中,plc与西门子交直流调速器的通信也采用
profibus-dp网络。
每台调速器都被定义了一个在当前dp网络中唯一的地址,地址确定以后,自动生成输入输出地址,总长度为12
个字节,用来储存接收自plc的控制字及发往plc的状态字。
plc与调速器的通信需要在step7软件中进行编程,如图2:
图2plc与变频器通信编程举例
图2所示为plc与上卷小车变频器通信所需要的程序。
sfc14(dprd_dat)用来从dp网络中的设备读取数据,sfc15(dpwr_dat)用来向dp网中的设备发送数据。
此例中,laddr引脚为上卷小车变频器在被定义dp地址后自动生成的诊断地址,用16进制来表达;ret_val用来存放错误代码;record引脚定义了plc与上卷小车变频器进行读写操作时已读取数据的存放区域与要发往变频器的数
据源地址。
在此次通信中,从db536.dbx0.0开始的12个字节(控制字)被发往变频器,之后从变频器读取的数据(状态字)存放于
从db537.dbx0.0开始的12个字节中。
调速器根据控制字的要求,实现正转、反转、升速、降速、制动、停车等一系列动作,同时,cpu通过对状态字的读取可以得到调速器当前的运行速度、电流等信息,从而做出正确的响应。
2.3 底板k总线通信
西门子400系列中部分cpu支持多cpu模式,即在一个背板上可以插入最多4个 cpu,通过简单的加入cpu可以实现性能的按比例升级,增加内存、标准区、计数器等系统资源,可以将一个复杂的大任务拆分到各个cpu中完成,并且多个cpu可以共用一个cp
模板与外部通讯。
多cpu模式下,各cpu之间不需要添加硬件而是通过底板k总线进行通讯,所有在一个通讯k总线上操作的cpu运行状态都将自动同步。
1#单机架冷轧机400站中的两个cpu型号分别为416-2dp与412-2dp,两个cpu被插在同一个机架中,由一个ps 407 20a电源模块供电,用同一个cp 443-1通信模板与工业以太网通信,并且各自挂载着相应的dp网络。
两个cpu通过底板k总线通信,分别承担轧机的主令控制及顺序控制功能。
要实现多cpu通信,需要在step7中编程,调用sfb12(bsend)与sfb13(brcv),如图3:
图3两个s7 400 cpu通过底板k总线通信的编程
图3所示为在1# cpu(416-2dp )中的编程,sfb13(brcv)接
收来自类型为”bsend”的远程伙伴sfb/fb的数据。
在收到每个数据段后,向伙伴sfb/fb发送一个确认帧,同时更新len参数。
在块调用完毕,并且在控制输入en_r数值为1之后,块准备接收数据。
由rd_1指定起始地址和接收区的最大长度。
由len指示已接收数据域的长度。
sfb(bsend)向类型为”brcv”的远程伙伴sfb/fb发送数据。
相对于通过所有其他类型的sfb/fb通讯,通过这种类型的数据传送,可以在通讯伙伴之间为所组态的s7连接传输更多的数据。
2#cpu(414-2dp )通过sfb13接收从1# cpu(416-2dp )发送过来的数据,数据长度为102个字节,存储在以db42.dbx0.0开始的102个字节中,同时通过sfb12将db41.dbx0.0开始的56个字节发送至2#cpu。
2#cpu中的编程与此类似,不再赘述。
两个cpu之间通过底板k总线通信,将顺序控制与主令控制之间的必要参数进行高速交换,大大提高了整个控制系统的运行速度与精度。
3 结语
西门子工业网络的应用使莱钢冷轧机的控制水平得到极大提高,保证了设备在工况恶劣,抗干扰性要求比较高的工业环境中正常运行。
达到了提高板材质量、优化控制工艺、减少设备维护成本的目的。
参考文献
[1] 崔坚. 西门子网络通信指南(上、下)[m].北京:机械工
业出版社,2005.
[2] 鲍伯祥. 西门子tdc编程及应用指南[m].北京:北京航空航天大学出版社.2007:102-357.
注:文章内所有公式及图表请以pdf形式查看。