喷油 丝移印 电镀知识
电镀有关知识点总结
电镀有关知识点总结一、电镀原理电镀原理是电镀技术的基础,它是指利用外加电流,通过阴极和阳极的划分,将金属的阳离子在电镀液中还原成原子或离子的过程,从而沉积在工件表面形成金属镀层的原理。
在电镀过程中,阴极和阳极的反应分别是电镀液中金属离子的还原和阳离子的氧化,其中金属的还原反应是电镀液中最主要的反应过程。
电镀原理中的基本概念包括:1. 电镀液电镀液是指用于电镀的溶液,它能够提供金属离子,并能够在电流的作用下还原成金属原子沉积在工件表面。
电镀液的成分和性质对电镀技术有着至关重要的影响,不同的电镀液适用于不同的金属材料和工艺要求。
2. 阴极和阳极阴极是电镀过程中被电镀的金属工件,它是电流的接收端,金属离子在电镀液中被还原并沉积在阴极表面。
阳极则是电镀液中含有金属阳离子的位置,它是电流的释放端,金属离子的氧化反应发生在阳极处。
3. 电流密度电流密度是电镀过程中的一个重要参数,它指单位面积上的电流值。
电流密度的大小对电镀镀层的均匀性、结晶度和硬度等性能有着重要影响,合理控制电流密度是保证电镀质量的关键。
二、电镀工艺电镀工艺是指电镀过程中的操作步骤和操作要点,它包括电镀前的预处理、电镀操作和后处理等环节。
电镀工艺的规范和严谨性直接影响到电镀质量和效率,合理的电镀工艺能够保证所镀层的质量和均匀性,减少镀层开裂、起泡和脱落等缺陷。
电镀工艺中的关键环节包括:1. 预处理预处理是指在进行电镀之前,对工件进行清洗、脱脂、活化等处理。
预处理的目的是去除工件表面的油污、锈蚀和氧化物,以便于电镀液能够充分与工件表面接触,并能够在表面形成均匀的金属镀层。
2. 电镀操作电镀操作是指将经过预处理的工件,放置于电镀槽中,通过施加外加电流,在电镀液中沉积金属离子形成金属镀层的过程。
电镀操作中需要控制好电流密度、电镀时间和电镀温度等参数,以确保所镀层的质量和均匀性。
3. 后处理后处理是指在电镀完成后,对工件进行清洗、去脂、抛光等处理。
喷油、丝印、移印、电镀常识
喷油、丝印、移印、电镀常识一、相关测试1、附着力测试:5%2、甩油测试:10%3、擦油测试:30%(10循环)4、耐酒精测试:30%(15循环)5、浓度测试:20ml量杯,8.5’~10’二、喷油1.1什么是手喷用压缩空气作为动力使涂料(或油漆)从喷枪嘴中喷出呈漆雾状而涂表面的一种方式。
1.2手喷的优缺点优点:油漆快干,,密着性好,高效对涂面几何结构复杂的表面大都能获得涂层。
缺点:生产效率低,耗损量大,扩散到空气中的油漆对人体有害,故施工环境要求有良好抽风通风装置。
1.3工艺流程工件(素材)→专用治具架或架子上→拉线→吹物→喷油→拉线(烤拉)→检查→自然风干→包装(或丝印/移印)。
1.4手喷枪及其操作1.4.1喷枪:(Spray Gun)简称喷枪,本厂所使用喷枪属于压力型喷枪(Pressure TypeSpray Gun)。
1.4.2操作的基本原理:当压缩空气从喷枪嘴吹出时,在喷嘴口处形成负压区,大气压把油漆从漆路压到喷嘴处,从而被吹散成雾状漆,均匀地喷涂于工件上。
1.4.3操作要求a、喷枪压力:4.0~4.5×105Pa油漆的浓度:8.5~10.0Sb、喷枪与工件的距离:20~40cm为宜c、喷枪移动的速度:30~60cm/s1.5什么是油漆(涂料)呢?指含有或不含有颜料的树脂或油制成的混合液体涂于需装饰物(工件)表面经干燥、硬化成坚韧之涂膜,起到保护、装饰作用。
1.6油漆的种类a、硬胶漆:用来喷硬胶:如ABS、GPPS、HIPS、ect。
b、软胶漆:用来喷PVC、PC、ect。
c、含金油漆:用来喷在合金件静电油层上。
注:通常软胶油漆可喷在硬胶上,但硬胶漆则不可喷在软胶上。
电镀件喷油①真空电镀,用硬胶油漆②水电镀,用烘漆,加入适量固化剂。
1.7油漆对喷油件质量影响1.7.1油漆的颜色/粘度/硬细度/干燥速度决定喷油质量。
1.7.2油漆的成膜质量有关的因素表面效果(视觉)①漆膜颜色②漆表面光泽③遮盖力A深层附着力→百格测试B硬度/耐磨度→擦油耐磨C耐冲击性→震箱/投掷D 耐候性→耐水/耐热/老化/酸/碱。
烫印、喷油检验注意事项
烫印、喷油注意事项烫金原理烫金的实质就是转印,是把电化铝上面的图案通过热和压力的作用转移到承印物上面的工艺过程。
当印版随着所附电热底版升温到一定程度时,隔着电化铝膜与纸张进行压印,利用温度与压力的作用,使附在涤纶薄膜上的胶层、金属铝层和色层转印到纸张上。
烫金材料按照材料类型可分为:电化铝烫金,色箔烫金,色片烫金,金属箔烫金和其他烫金箔烫金。
下面重点介绍一下电化铝材料的烫金,电化铝箔是一种在薄膜片基上真空蒸镀一层金属箔而制成的烫金材料。
① 第一层是基膜层,也称为片基层,它起支承其它各层的作用,厚度为12、16、18、20、25μ。
② 第二层是隔离层(脱离层),烫金时便于基膜与电化铝箔分离。
③ 第三层是染色层(保护层):提供多种颜色效果,同时保护铝层。
④ 第四层是镀铝层:反射光线,呈现金属光泽,采用真空镀铝的方法。
具体原理是将涂有色料的薄膜,置于真空连续镀铝机内的真空室内,在一定的真空度下,通过电阻加热,将铝丝熔化并连续蒸发到薄膜的色层上,便形成了镀铝层。
⑤ 第五层是胶粘层,将镀铝层粘到纸张等承印物上。
电化铝箔主要以金和银色为多。
烫金设备能将电化铝箔烫金材料经过热压转印到印刷品上去的机械称为烫金机。
按烫金方式分为:●平压平,其烫金方式为平面对平面。
●圆压平,其烫金方式为烫金轮对平面。
●圆压圆,其烫金方式为烫金辊对承压辊。
烫金过程中易出现的质量问题及解决办法1.烫金不上或烫金不牢(附着力)烫金不上或烫金不牢,即电化铝不能理想地转移到承印物表面或电化铝不能同承印物很好地粘附。
导致烫金不上或烫金不牢的原因主要有:烫金温度低;烫金时间短;烫金压力不够;底件含石蜡、有油污;印刷品底件厚实而光滑;印刷品底色墨干燥过快而晶化,电化铝型号不合适等。
我们公司现用的附着力测试胶带有3M-616、3M-610、3M-810.2.烫金反拉现象(图案边缘不平整、金粉)所谓反拉,是指在烫金后不是电化铝箔层牢固地附着在印刷品底色墨层或白纸表面,而是部分或全部底色墨层被电化铝拉走。
丝印喷涂电镀表面工艺理处
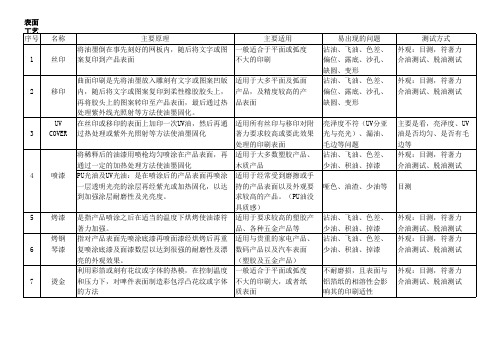
主要应用于首饰、汽车部件 的表面处理。 通常适用于铝质产品表面 处理。象公司硬盘盒是通 过磨砂处理后再作阳极处 理,从而得到最终效果
麻点、发黄、漏电镀 掉电镀、光泽度差等
外观:目测:符著力, 介油测试、脱油测试 (水镀产品通常用刀片 轻轻刮开表面涂层,可 见底层铜涂层)
9
水镀
再在阳极与阴极之间接通直流电,利用电解将产 品表面附着金属镀膜(通常会在产品表面先镀一 层铜来增强附着力及提高抗蚀能力) 真空电镀是用高温将金属线熔化使其蒸发汽化,
表面工艺处理 序号 1 名称 丝印 主要原理 将油墨倒在事先刻好的网板内,随后将文字或图 案复印到产品表面 曲面印刷是先将油墨放入雕刻有文字或图案凹版 内,随后将文字或图案复印到柔性橡胶胶头上, 再将胶头上的图案转印至产品表面,最后通过热 处理紫外线光照射等方法使油墨固化。 在丝印或移印的表面上加印一次UV油,然后再通 过热处理或紫外光照射等方法使油墨固化 将稀释后的油漆用喷枪均匀喷涂在产品表面,再 通过一定的加热处理方法使油墨固化 PU光油及UV光油:是在喷涂后的产品表面再喷涂 一层透明光亮的涂层再经紫光或加热固化,以达 到加强涂层耐磨性及光亮度。 是指产品喷涂之后在适当的温度下烘烤使油漆符 著力加强。 指对产品表面先喷涂底漆再喷面漆经烘烤后再重 复喷涂底漆及面漆数层以达到很强的耐磨性及漂 亮的外观效果。 利用彩箔或刻有花纹或字体的热模,在控制温度 和压力下,对啤件表面制造彩包浮凸花纹或字体 的方法 主要适用 一般适合于平面或弧度 不大的印刷 适用于大多平面及弧面 产品,及精度较高的产 品表面 适用所有丝印与移印对附 著力要求较高或要此效果 处理的印刷表面 适用于大多数塑胶产品、 木质产品 适用于经常受到磨擦或手 持的产品表面以及外观要 求较高的产品。(PU油没 具质感) 适用于要求较高的塑胶产 品、各种五金产品等 适用与贵重的家电产品、 数码产品以及汽车表面 (塑胶及五金产品) 一般适合于平面或弧度 不大的印刷大,或者纸 质表面 易出现的问题 沾油、飞油、色差、 偏位、露底、沙孔、 缺圆、变形 沾油、飞油、色差、 偏位、露底、沙孔、 缺圆、变形 亮泽度不符(UV分亚 光与亮光)、漏油、 毛边等问题 沾油、飞油、色差、 少油、积油、掉漆 哑色、油渣、少油等 测试方式 外观:目测,符著力 介油测试、脱油测试 外观:目测,符著力 介油测试、脱油测试
电镀和喷油基本知识以及常见问题和改善方法

l 噴槍的清洗
噴漆工作完成后,應立即將噴槍清洗干淨,以免堵塞出漆孔.除此之外,還應定期全面地
電鍍件﹕因為電鍍面油屬硬膠油﹐故用硬膠油漆﹒
<b> 水電鍍件﹕用烘漆﹐加入适量固化劑﹒
l 手噴油漆的組成
清漆(Vanish)----- 增加光澤/膠接能力/耐磨能力﹒
色料(Pigment)----- 賦予色彩/增加機械強度/增加耐光性﹑耐水性
本廠所用的噴槍皆屬壓力型噴槍(Pressure Type Spray Gun)
主要型號為﹕K3 KINKI(MADE IN JAPAN)
操作基本原理﹕當壓縮空气從噴槍噴嘴吹出時﹐在噴嘴口處形成負壓區﹐大气
壓把塗料從漆路壓到噴嘴處﹐塗料由于壓縮空气流的作用被吸
到噴嘴處﹐繼而被吹散成霧狀﹐均勻的噴塗于工件表面上﹒
大小及空氣壓力大小等因素而定﹒
4﹒噴塗方向 ---- 噴出漆流方向應與工件表面垂直﹐否則會造成漆膜不均勻﹒
5﹒漆膜的重疊 ---- 噴漆時保持噴塗面 1/3 區域重疊上漆﹒
6﹒噴出漆量 ---- 因油漆粘度﹑空氣壓力的不同﹐需調節噴槍頂針螺絲以控制頂針與
噴嘴的間隙﹐從而控制出漆量﹒
7﹒噴槍噴塗過程中移動速度 30~60cm/s
抹油水 ---- 用來抹去飛油或揩油
TH204 MEK﹕可用來抹合金風干油漆及軟膠油漆﹐但抹大面積軟膠油面時不宜使用﹐以免
有“燒膠”痕﹒
TH205 防白水﹕可用來抹軟硬膠油漆及合金風干油漆﹒
TH237 PVC 抹油水﹕也可用于抹硬膠油﹐使用時宜加入一半以上的 TH212 混和,以免太過
強烈而發生“燒膠”現象﹒
掉油 (脫膜)
油未甩淨,工人操作問題 上落架,擺放,剪水口等工序操作中不按要求操作 或不小心導致 1).啤件表面有油,脫脂不徹底 2),烘干時間不夠或溫度不夠 3).啤件內應力過大,未按電鍍件啤塑要求
电镀处理的基础知识

电镀处理的基础知识在工业生产中,电镀技术是一项非常重要的表面处理技术,它可以在金属表面形成一层均匀、致密、具有良好的抗腐蚀性和导电性质的金属或合金覆盖层。
这种覆盖层可以保护金属表面免受腐蚀和磨损,同时也可以提高其美观度和实用价值。
本文将介绍电镀处理的基础知识,包括电镀原理、电镀分类、电镀过程、电镀涂层特性及其应用等。
一、电镀原理电镀基于电化学原理,即利用电流作用下的电解反应来使溶液中的金属离子在被镀物表面上还原,形成金属覆盖层的技术。
在电镀过程中,将待镀件作为阴极,浸入含有金属离子的电镀溶液中,通过外部电源施加一定的电压、电流,从而引起电解反应。
电极反应式可表示为:铜板+ CuSO4 → Cu + CuSO4其中铜板是被镀物,CuSO4是电镀液,Cu是还原出的净金属。
溶液中的金属离子被还原后,在被镀物表面上沉积形成金属覆盖层。
金属覆盖层与被镀物的结合力主要依靠机械效应、扩散效应和化学反应等多种因素共同作用,因此电镀层具有很好的结合力和附着力。
二、电镀分类根据电镀液的组成和反应机理,电镀可以分为多种类型,其中最常用的有以下几种:1. 单金属电镀。
指使用单一金属或合金,以其离子在电解质溶液中的电化学还原反应为基础制备材料的电镀。
例如铜电镀、镍电镀、铬电镀等。
2. 杂金属电镀。
指制备材料时,同时镀上多种金属或多种元素的合金涂层,可以增加材料的硬度、耐磨性等性能。
例如合金镀层、锡镉合金电镀、铜镍铬合金电镀等。
3. 有机金属电镀。
该电镀采用有机金属盐或有机络合物,以有机还原剂代替传统的无机或有机还原剂进行电镀。
因其为非水性体系,在可镀性、涂层质量、釉状度和开裂度方面具有优异性能,因此近年来迅速发展,被广泛应用于汽车制造、精密电子、装饰等领域。
三、电镀过程电镀过程一般包括预处理、电镀操作和后处理三个步骤。
下面将具体介绍每个步骤的内容:1. 预处理预处理是指对待镀件进行清洁、除油、除锈等准备工作,以保证被镀物表面的净度和粗糙度符合电镀涂层的要求。
电镀基础知识概述

电镀基础知识概述一、电镀的基本原理电镀是利用电解质中的离子在外加电流的作用下,在工件表面沉积成金属层的过程。
其基本原理是通过外加电流使金属离子在电极上还原成金属原子,从而在工件表面上形成金属层。
电镀过程中的主要参数包括溶液中金属离子的浓度、电流密度、温度和PH值等。
在电镀过程中,阳极上的金属原子会溶解释放出金属离子,而在阴极上则会吸收这些金属离子,从而在工件表面沉积金属层。
因此,电镀技术的实现离不开上述基本原理的支持。
二、电镀的工艺流程1.预处理:在进行电镀前,需要对工件进行预处理,包括清洗、除油、磷化等工艺步骤。
预处理的目的是去除工件表面的污物和氧化膜,以便于金属层的均匀沉积。
2.电镀:电镀过程包括浸泡在含有金属离子的电解质溶液中,通过外加电流使金属离子在工件表面沉积成金属层。
根据工件的材料和要求,可以选择不同的电镀方法,包括镀铜、镀镍、镀铬、镀锌等。
3.后处理:电镀后还需要对工件进行后处理,包括清洗、干燥和包装等工艺步骤。
后处理的目的是去除残留在工件表面的电镀液和杂质,使得工件达到一定的表面质量要求。
三、电镀材料选择电镀的材料选择直接影响到电镀层的质量和性能。
常见的电镀材料包括镍、铬、铜、锌等。
在选择电镀材料时,需要考虑工件的材料、表面要求、环境条件等因素,以确保电镀层的质量和性能达到要求。
此外,还需要注意选择合适的电镀工艺,以确保电镀层的均匀性和可靠性。
四、电镀的应用领域电镀技术已经广泛应用于汽车、电子、家居用品等各个领域,成为现代工业生产中必不可少的一种表面处理方法。
在汽车行业,电镀技术被用于汽车零部件的防腐蚀和美化,包括镀铬、镀镍等工艺。
在电子行业,电镀技术被用于电子元器件的表面处理,以改善其导电性能和耐腐蚀性能。
在家居用品行业,电镀技术被用于不锈钢、铜等材料的表面装饰,以提高其外观质量。
总之,电镀作为一种重要的表面处理技术,已经在工业生产中得到了广泛应用。
通过对电镀的基本原理、工艺流程、材料选择和应用领域的了解,可以更好地理解电镀技术的重要性和特点,为工程应用提供参考和借鉴。
电镀基础知识

电镀基本知识介绍1.电镀基本原理电镀是一种电化学过程﹐也是一种氧化还原过程。
电镀的基本过程是将零件浸在金属盐的溶液中作为阴极﹐金属板作为阳极﹐接直流电源后﹐在零件上沉积出所需的镀层。
例如﹕镀镍时﹐阴极为待镀零件﹐阳极为纯镍板﹐在阴阳极分别发生如下反应﹕阴极(镀件)﹕Ni2++2e→Ni (主反应)2H++e→H2↑ (副反应)阳极(镍板)﹕Ni ﹣2e→Ni2+ (主反应)4OH-﹣4e→2H2O+O2+4e (副反应)不是所有的金属离子都能从水溶液中沉积出来﹐如果阴极上氢离子还原为氢的副反应占主要地位﹐则金属离子难以在阴极上析出。
根据实验﹐金属离子自水溶液中电沉积的可能性﹐可从元素周期表中得到一定的规律﹐如表1.1所示阳极分为可溶性阳极和不溶性阳极﹐大多数阳极为与镀层相对应的可溶性阳极﹐如﹕镀锌为锌阳极﹐镀银为银阳极﹐镀锡-铅合金使用锡-铅合金阳极。
但是少数电镀由于阳极溶解困难﹐使用不溶性阳极﹐如酸性镀金使用的是多为铂或钛阳极。
镀液主盐离子靠添加配制好的标准含金溶液来补充。
镀铬阳极使用纯铅﹐铅-锡合金﹐铅-锑合金等不溶性阳极。
2.★电镀基本工艺及各工序的作用2.1 基本工序(磨光→抛光)→上挂→脱脂除油→水洗→(电解抛光或化学抛光)→酸洗活化→(预镀)→电镀→水洗→(后处理)→水洗→干燥→下挂→检验包装2.2 各工序的作用2.2.1 前处理﹕施镀前的所有工序称为前处理﹐其目的是修整工件表面﹐除掉工件表面的油脂﹐锈皮﹐氧化膜等﹐为后续镀层的沉积提供所需的电镀表面。
前处理主要影响到外观,结合力﹐据统计﹐60%的电镀不良品是由前处理不良造成﹐所以前处理在电镀工艺中占有相当重要的地位。
在电镀技朮发达的国家﹐非常重视前处理工序﹐前处理工序占整个电镀工艺的一半或以上﹐因而能得到表面状况很好的镀层和极大地降低不良率。
喷砂﹕除去零件表面的锈蚀﹐焊渣﹐积碳﹐旧油漆层﹐和其它干燥的油污﹔除去铸件﹐锻件或热处理后零件表面的型砂和氧化皮﹔除去零件表面的毛刺和和方向性磨痕﹔降低零件表明的粗糙度﹐以提高油漆和其它涂层的附着力﹔使零件呈漫反射的消光状态磨光﹕除掉零件表明的毛刺﹐锈蚀﹐划痕﹐焊缝﹐焊瘤﹐砂眼﹐氧化皮等各种宏观缺陷﹐以提高零件的平整度和电镀质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷油、丝印、移印、电镀知识
一、相关测试
1、附着力测试:5%
2、甩油测试:10%
3、擦油测试:30%(10循环)
4、耐酒精测试:30%(15循环)
5、浓度测试:20ml量杯,8.5’~10’
二、喷油
1.1什么是手喷
用压缩空气作为动力使涂料(或油漆)从喷枪嘴中喷出呈漆雾状而涂表面的一种方式。
1.2手喷的优缺点
优点:油漆快干,,密着性好,高效对涂面几何结构复杂的表面大都能获得涂层。
缺点:生产效率低,耗损量大,扩散到空气中的油漆对人体有害,故施工环境要
求有良好抽风通风装置。
1.3工艺流程
工件(素材)→专用治具架或架子上→拉线→吹物→喷油→拉线(烤拉)→检查→自然风干→包装(或丝印/移印)。
1.4手喷枪及其操作
1.4.1喷枪:(Spray Gun)简称喷枪,本厂所使用喷枪属于压力型喷枪(Pressure Type
Spray Gun)。
1.4.2操作的基本原理:当压缩空气从喷枪嘴吹出时,在喷嘴口处形成负压区,大气压
把油漆从漆路压到喷嘴处,从而被吹散成雾状漆,均匀地喷涂于工件上。
1.4.3操作要求
a、喷枪压力:4.0~4.5×105Pa
油漆的浓度:8.5~10.0S
b、喷枪与工件的距离:20~40cm为宜
c、喷枪移动的速度:30~60cm/s
1.5什么是油漆(涂料)呢?
指含有或不含有颜料的树脂或油制成的混合液体涂于需装饰物(工件)表面经干
燥、硬化成坚韧之涂膜,起到保护、装饰作用。
1.6油漆的种类
a、硬胶漆:用来喷硬胶:如ABS、GPPS、HIPS、ect。
b、软胶漆:用来喷PVC、PC、ect。
c、含金油漆:用来喷在合金件静电油层上。
注:通常软胶油漆可喷在硬胶上,但硬胶漆则不可喷在软胶上。
电镀件喷油①真空电镀,用硬胶油漆
②水电镀,用烘漆,加入适量固化剂。
1.7油漆对喷油件质量影响
1.7.1油漆的颜色/粘度/硬细度/干燥速度决定喷油质量。
1.7.2油漆的成膜质量有关的因素
表面效果(视觉)①漆膜颜色
②漆表面光泽
③遮盖力
A深层附着力→百格测试B硬度/耐磨度→擦油耐磨C耐冲击性→震箱/投掷
D 耐候性→耐水/耐热/老化/酸/碱。
1.8喷油生产质量异常及改善方法
1.8.1颗粒突起(起沙粒)①压力高→调低压力②油漆未过滤有杂物→油漆过滤干
净③喷具不洁→清洁喷具④油漆受环境/质量→换油。
1.8.2露底色①油漆遮盖力差→换漆②油膜太薄→喷厚漆层。
1.8.3水点①油漆中含水→加入抗油剂/防潮剂②压缩空气中含水→压缩空气除湿
(增加干燥或油水分离器)。
1.8.4发白(色)①环境空气潮湿→加大防潮剂用量②油漆中含水→加抗油剂③压缩
空气中含水→压缩空气管中除湿④选用溶剂蒸发太快→调整开油水溶剂成分。
1.8.5桔皮①溶剂选择不当,挥发速度不匀,产生过流现象→调换开油水成分②喷枪
距离工件太近或太远溶剂很快干燥所致→调整喷枪与工件距离③空气压力太
低油漆雾化不良,流平性差→保证压力正常4.0—5.0 MPa。
1.8.6针孔①稀释剂挥发性太快,漆膜补充干燥后形式针孔→调整开油水(加入慢挥发
溶剂)②压缩空气中水分导致→充分保证清除压缩空气中水分(加防潮剂)。
1.8.7光泽弱(哑色)①漆膜稀(稀释剂加入过多),膜薄→保证正常粘度②涂面潮湿,
漆光泽度差→加光油重调油③天气湿度大→加入防白水。
1.8.8外观粗糙①涂面不净→清洁涂面②喷枪、喷油模清洁不好→清洁③漆太稠未流平
即干燥→稀释,开油水中加大增加流平性的稀释剂成分④喷枪离工件太远,溶剂
喷涂过程挥发太多→调整距离。
1.8.9起泡①漆未干时喷面漆,漆熔剂难挥发或漆潮气大,水分隔离油漆层,受热时水
分蒸发鼓色→针对相应改善②压缩空气中含有水分→干燥压缩空气。
1.8.10表面裂纹①胶件内应力油水作用下释放产生裂纹→前工序保证胶件应力不过大
及采取清除措施或采用快干型油漆及开油水②面底/漆配置不当→漆宜薄、稀,
干后再上面漆。
1.8.11挂流(积漆)①油漆太稀→调油②喷枪手势(移动过程慢或距离过近)→喷枪
保持平稳移动,均匀速度越过表面,调整喷枪距离。
1.8.12皱纹①喷涂量大→控制喷油量②喷枪距离近→调整喷枪与工件表面距离。
三、移印
移印是利用显像原理,将要印刷的图案先蚀刻在钢板上,然后在移印机上利用胶垫(硅橡胶头)把油墨移印刷在物件上。
1.移印油分为以下几种
a.硬胶移印油
b.软胶移印油
c.合金移印油
2.移印异常及处理方法
2.1颜色差异①油墨色调配不当→重调色②色影响反差过大→印色减少反差
③油浓度不合理→调油
2.2皱皮①钢板图案刻过深→重做②溶剂挥发→增加慢挥发溶剂③胶头过硬
→更换软的
2.3粘油甩油(飞油)①移印油与底漆不相配→换油②开油水溶剂能力太弱
→加强溶剂③速度太快→调慢
2.4沙孔/断线①油过稠→加开油水②胶头过硬→更换③钢板刻不良→重加工
钢板④胶头粗糙→更换
2.5油丝①油过稠→加开油水②压力过大,下落程度过深→调参数
2.6重影①胶头硬→更换②压力过大,下落程度过深→调参数
2.7露底色①钢板刻图案过浅→重加工②胶头过软→更换③工件凹凸不平→
改变移印件构造
2.8附着力差①固化剂不当→调整②开油水弱→更换③工件表面不干净→清
洁④油渗透力差→更换油
四、丝印的定义
是指利用感光材料通过照相制版的方法制作丝网印板,印刷时通过刮板的挤压,使油墨通过部分的网孔转移到承印物上,形成图文
1.丝印分两种a.手动丝印b.机械丝印
2.丝印异常及处理方法
2.1气泡①工件表面附着灰尘以及油迹等→表面处理
②印刷时油墨本身有气泡或粘度不均→加消泡剂,使用疏水性溶剂
③印刷速度过快或速度不均→调整,保持均匀性
2.2毛刺(锯齿状毛刺)①网板未做好,显影不充分→重新做好②网板与工件间隙
大→调整距离或用力稍大些③油太稠→调油
2.3丝印脱落①工件表面油污、杂质等表面处理②油本身粘结力不够→更换③稀释
剂选择不当→更换
2.4模糊/重影①网板与工件距离过小→调距离②刮板磨损→更换③刮板刮印角度
过小,使供墨量过大→调角度④油墨粘度太低→更换油墨⑤油搅拌不均匀→均
匀搅拌⑥丝网印版清洁后,残留有溶剂→擦干净
2.5 断字/出油①速度过快→调整②刮板刃口有损坏→更换③刮板压力不够或用力
不均匀→调整手法④网板与工件间隙过大→调整⑤油粘度过高→更换
五、电镀
1、五金电镀/塑胶电镀
A.五金①电解电镀(3-5微米);②化学电镀(5-8微米)
B.塑胶①真空电镀(20-30
微米);②水电镀(8-12微米)
2、原理
上挂→去油(杂物)→浸水→上镀→浸水→烤干→下挂→包装
3、电镀种类及测试
⑴镀锌、镀铜、镀铬、镀镍、镀金、镀银
⑵a.结合力测试:(折45度或90 度)五金
b.塑胶(测试):百格测试
c.盐雾测试①24H(4.6.8H)五金②48H(24H .72H)塑胶
中性盐雾测试:5%盐雾测试。
4、不良现象及原理分析
⑴脱皮(附着力不过)A.前处理(表面处理)不彻底 B.镀液遮盖能力差
⑵阴阳面 A.上镀时产品与产品遮盖住 B.前处理时产品与产品遮盖住
⑶腐蚀A.前处理不彻底B上镀时间不够
⑷起泡A.表面未处理干净B.镀液反应能力差
⑸麻点A.素材因素B.杂物在镀液里C.灰尘。