电子产品作业指导书.ppt
电子厂电子产品品保部可靠性试验作业指导书-经典
毅力電子貿易有限公司電威電子有限公司電科電子有限公司品質系統工作指導書(ISO9001:2000)文件名稱:可靠性試驗工作指導書文件編號﹕NL-QUA-WI—04發行日期:Aug.01。
2002控制碼﹕NL-MAN-F051.0目的為確保公司所有產品的質量達到國際標準或客戶要求,特制定本文件闡述對有關產品進行可靠性試驗的工作指引,以確保各產品的可靠性試驗項目均能按規定執行, 並使公司產品達到具有高度可靠及安全性能的目的。
2.0适用范圍本文件适用于本公司品管部及對本公司所有開發及生產的產品進行可靠性試驗(包括原材料)。
3.0用語定義3.1可靠性試驗:指對本公司開發的產品在量產前(即試產後)、量產中,或產品的原材料物件進行的各種可靠性試驗,以確保產品能夠滿足客戶的要求,並符合安全性、耐久性、適用於目的地區使用性,在一般環境下操作或運輸過程中不容易被損壞等情況。
產品改良後或原材料試驗需經總管級以上批准。
可靠性試驗項目類別一般分為以下九大類:a.一般動作檢驗:產品在試驗前及試驗後,必須在常溫下進行外觀及性能等檢測,檢測的方法、標準按品管部要求[詳細請參閱《品管部工作指導書(QC)》NL-QUA-WI-02]。
b.環境試驗:對產品在高溫高濕、低溫環境流通或使用時的外觀及性能進行檢測,並與常溫檢驗標準作比較.c.運輸模擬試驗:對產品在運輸過程中所受振動及沖擊等破壞程度的測試.d.安全性能試驗:對高壓、絕緣和內部安全性能的測試.e.耐久性試驗:對產品零部件壽命、零部件強度進行測試.f.防腐蝕試驗:對產品外殼絲印、噴油顏色及螺絲、拉杆天線等金屬零部件防腐蝕能力進行測試。
g.老化性試驗:對產品進行加/減電壓、常電壓連績老化測試。
h.靜電試驗:用模擬靜電發生器對產品進行靜電放電破壞測試。
i.cd抗震能力測試:對產品cd防震能力進行測試。
3.2室溫:又稱常溫, 通常指在20℃~26℃範圍。
4.0權責4.1品管部經理a.負責統籌可靠性試驗室的一切運作, 確保本公司產品質量均能達到安全可靠的目的。
作业指导书(液晶显示器LCD)
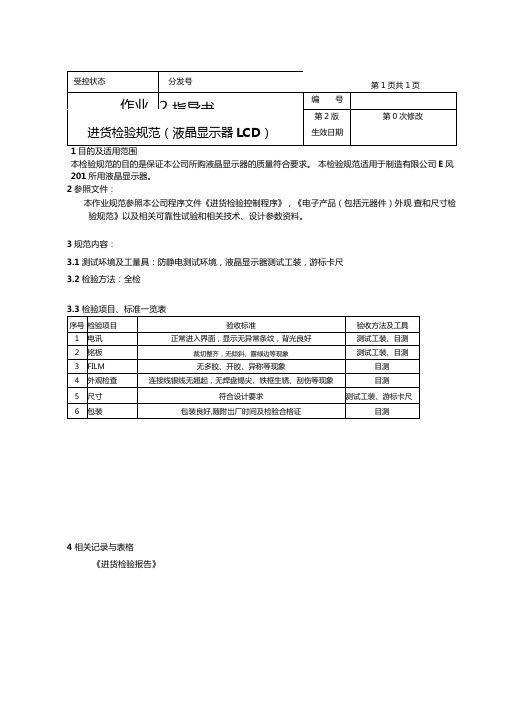
3.1测试环境及工量具:防静电测试环境,液晶显示器测试工装,游标卡尺
3.2检验方法:全检
3.3检验项目、标准一览表
序号
检验项目
验收标准
验收方法及工具
1
电讯
正常进入界面,显示无异常条纹,背光良好
测试工装、目测
2
铭板
裁切整齐,无倾斜、露绿边等现象
测试工装、目测
3
FILM
无多胶、开胶、异称等现象
目测
4
外观检查
连接线银线无翘起,无焊盘锡尖、铁框生锈、刮伤等现象
目测
5
尺寸
符合设计要求
测试工装、游标卡尺
6
包装
包装良好,随附岀厂时间及检验合格证
目测
分发号
第1页共1页
作业
2指导书
编号
第2版
第0次修改
进货检验规范(液晶显示器LCD)
生效日期
1目的及适用范围
本检验规范的目的是保证本公司所购液晶显示器的质量符合要求。 本检验规范适用于制造有限公司E风201所用液晶显示器。
2参照文件:
本作业规范参照本公司程序文件《进货检验控制程序》,《电子产品(包括元器件)外观 查和尺寸检验规范》以及相关可靠性试验和相关技术、设计参数资料。
电子产品插件线作业指导书制作
电子产品插件线作业指导书的制作过程:一.PIE工作职责:1。
新产品批量生产的导入;2。
产品生产流程及SOP编制;3。
生产线人力、物力平衡;4. 标准工时的制定;5。
现场改善及工艺流程优化;6. 新产品工艺评审;7. 节约成本;8。
生產線的layout;9。
生產力的提升;二.如何计算标准工时定义:是在同等条件下,同一个人,同一生产机型,同等条件下,几次测试的平均时间数插件经验值:1).一般元器件无极性2。
5到3秒,有极性3.5到4。
5秒,IC(小于16PIN)及排插(小于12PIN且有方向要求)要5秒,以上均含10%的宽放,且为熟练工2)。
1个3秒;3个8秒;4个10秒;3).插兩只腳的元件(電阻、電容以3秒計;三只腳的(三極管,電源穩壓IC)以4秒計的三.如何安排插件工序基本原则:1。
先小后大原则2.先平后立原则3.先中间后外边原则4。
相同元件集中原则5.前工序不影响后工序原则6。
从左至右7.由内而外四。
如何计算生产平衡率生产平衡率是一个百分比各工位时间和与瓶颈工位时间(CT)*工位数的比一般地百分比》85%以上为OK低于此数则需要改善,改善的措施有以下几点:1).对瓶颈工序进行改善;2).对瓶颈工序进行拆分;3)。
合并工序;4).对作业员作业手法进行再培训;5)增加人员;其中CT=3600除以产量可以得出(Line Balancing)如何指派工作予工作站的决策过程,及使各个工作站负荷一样,便称之为生产线平衡。
Line Balancing (LB),is the problem of assigning operations to workstations along an assemblyline, in such a way that the assignment be optimal in some sense。
生产线平衡是一门很大的学问,生产线平衡直接关系到生产线的正常使用。
生产线平衡指南主要包括生产线平衡的相关定义、生产线平衡的意义、工艺平衡率的计算、生产线平衡的改善原则和方法.(1)“节拍”、“瓶颈”、“空闲时间”、“工艺平衡"的定义流程的“节拍"(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间.换句话说,即指完成一个产品所需的平均时间。
(完整版)电子质量计期间核查作业指导书
完整版)电子质量计期间核查作业指导书
1.背景
电子质量计是一种用于检验电子产品质量的设备。
为确保电子产品在生产期间的质量控制,需要进行定期的核查工作。
2.目的
本作业指导书的目的是为了指导核查人员在检查电子质量计期间的工作,并确保其工作的顺利进行。
3.确定核查时间
核查应在电子质量计进行日常使用之前进行,以确保其工作状态良好。
4.核查内容
4.1 外观检查
检查设备外观是否完好无损
检查按键功能是否正常
检查外部连接口是否松动
4.2 功能检查
检查设备软件是否正常运行
检查设备各项功能是否正常
检查设备测量结果的准确性
4.3 校准检查
检查设备的校准日期和有效期
检查校准结果的记录
5.检查记录
核查人员应当及时记录核查过程中的关键信息,包括但不限于:核查人员姓名和日期
核查的具体内容和步骤
核查结果及存在的问题
6.问题解决与处理
如果在核查过程中发现问题,核查人员应采取以下措施:
对明显的问题进行修复或更换设备
对较小的问题进行记录,并及时通知相关部门进行处理
对核查结果有疑问的情况下,可与相关技术人员进行讨论和解
决
7.参考文献
电子质量计使用手册
电子质量计校准手册
8.结论
通过按照本作业指导书进行电子质量计期间核查,可确保设备
在正式使用之前处于良好状态,并提高产品质量的稳定性和可靠性。
以上是对电子质量计期间核查的作业指导书的介绍,希望能够
帮助核查人员明确工作内容,确保核查工作的顺利进行。
电子产品维修技术作业指导书

电子产品维修技术作业指导书第1章电子产品维修基础 (4)1.1 电子元件识别与检测 (4)1.1.1 电阻器 (4)1.1.2 电容器 (4)1.1.3 电感器 (4)1.1.4 晶体管 (4)1.1.5 集成电路 (4)1.2 常用维修工具与仪器操作 (4)1.2.1 维修工具 (4)1.2.2 仪器操作 (4)1.3 维修流程及注意事项 (5)1.3.1 维修流程 (5)1.3.2 注意事项 (5)第2章拆装与装配技巧 (5)2.1 电子产品拆装方法 (5)2.1.1 准备工具与材料 (5)2.1.2 拆卸顺序 (5)2.1.3 拆卸注意事项 (5)2.2 装配顺序与技巧 (6)2.2.1 装配顺序 (6)2.2.2 装配技巧 (6)2.3 拆装过程中的防静电措施 (6)2.3.1 使用防静电设备 (6)2.3.2 接地处理 (6)2.3.3 避免摩擦 (6)2.3.4 静电敏感器件处理 (6)第3章电路板故障诊断与维修 (6)3.1 电路板外观检查 (6)3.1.1 检查电路板整体外观,确认无明显变形、破损、烧焦等异常现象。
(7)3.1.2 观察电路板上的元器件,检查是否有元器件脱落、变形、变色、漏液等情况。
73.1.3 检查电路板上的连接器、插座等接插件,确认其接触良好,无氧化、腐蚀现象。
(7)3.1.4 使用放大镜等工具,仔细观察电路板上的焊点,检查是否有虚焊、短路、冷焊等焊接问题。
(7)3.2 元器件级故障诊断 (7)3.2.1 使用万用表、示波器等测试仪器,对电路板上的元器件进行在路电阻、电容、电感等参数测试,以判断元器件是否正常。
(7)3.2.2 对可疑元器件进行离线测量,进一步确认其功能是否满足要求。
(7)3.2.3 检查电路板上的半导体器件,如晶体管、集成电路等,通过测量其引脚电压、电流等参数,判断其工作状态。
(7)3.2.4 对于损坏的元器件,根据故障程度进行更换或修复。
电子车间灯板作业指导书
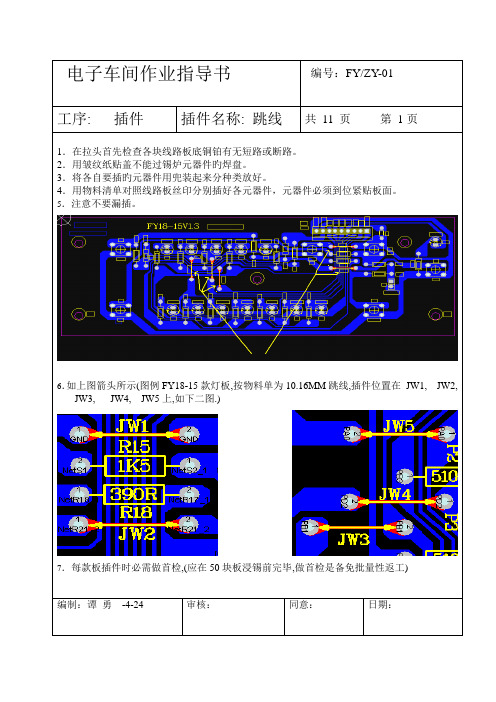
电子车间作业指导书编号:FY/ZY-01工序: 插件插件名称: 跳线共11 页第1页1.在拉头首先检查各块线路板底铜铂有无短路或断路。
2.用皱纹纸贴盖不能过锡炉元器件旳焊盘。
3.将各自要插旳元器件用兜装起来分种类放好。
4.用物料清单对照线路板丝印分别插好各元器件,元器件必须到位紧贴板面。
5.注意不要漏插。
6.如上图箭头所示(图例FY18-15款灯板,按物料单为10.16MM跳线,插件位置在JW1, JW2, JW3, JW4, JW5上,如下二图.)7.每款板插件时必需做首检,(应在50块板浸锡前完毕,做首检是备免批量性返工)编制:谭勇-4-24 审核:同意:日期:枫业电子车间作业指导书编号:FY/ZY-01工序: 插件插件名称: 电阻共11 页第2 页1.检查前工位有无漏插,各元器件参数与否对应物料清单。
2.将各自要插旳元器件用兜装起来分种类放好,摆在面前以便拿取位置, 用物料清单对照线路板丝印分别插好各元器件。
3.各元器件应插到位﹑紧贴线路板表面。
4.如上图示箭头所示(部分),(图例为FY18-13款灯板,按物料单插件,箭头所示为510.代号为R7,R6,如下图1,与1.5K代号R15, 270代号为R19如下图2)5.一定要按照物料单插件,不要错插漏插。
清单:510欧插(R1-R13,R17)共14个。
1.5K 插(R15)共1个。
2K插(R21)共1个。
3.9K插(R14)共1个。
220欧插(R20)共1个。
390欧插(R18)共1个。
680欧插(R16)共1个。
编制:谭勇-4-24 审核:同意:日期:枫业电子车间作业指导书文献编号:FY/ZY-01工序: 插件插件名称: 发光共11 页第3 页二极管1.检查前工位有无漏插,各元器件参数与否对应物料清单。
2.将各自要插旳元器件用兜装起来分种类放好,摆在面前以便拿取位置, 用物料清单对照线路板丝印分别插好各元器件。
如上图箭头所指示(部分),图例为FY18-13灯板。
电子设备组装通用工艺流程操作规范标准作业指导书
电子设备组装通用工艺流程操作规范标准作业指导书介绍本文档旨在提供一个电子设备组装通用工艺流程的操作规范标准作业指导书,以确保组装过程的准确性和高效性。
本指导书适用于各种电子设备的组装,包括但不限于手机、电脑、电视等。
工艺流程1. 准备工作在正式开始组装之前,确保以下准备工作已经完成:- 准备所需的组装工具和材料- 检查零部件清单,确保所有所需零部件齐全- 清理工作区域,确保整洁和安全- 确定组装所需的工艺流程和标准操作规范2. 组装过程按照以下步骤进行电子设备的组装:1. 检查和准备主要组装部件,如主板、屏幕等2. 组装主要组件,确保正确连接和安装3. 完成次要组件的安装,如电池、摄像头等4. 连接电线和线缆,注意正确连接和固定5. 安装外壳和外部配件,如键盘、鼠标等6. 进行相关测试和确认,确保设备的正常工作3. 质量控制在组装过程中,应随时进行质量控制和检查,以确保组装的电子设备符合标准和要求。
以下是质量控制的关键步骤:- 检查每个组装环节的完成情况,确保所有步骤都经过确认和检查- 进行必要的测试和调整,以验证设备的功能和性能- 检查设备外观和装配质量,确保没有缺陷和损坏4. 安全注意事项在进行电子设备组装时,务必注意以下安全事项:- 佩戴适当的个人防护装备,如手套、护目镜等- 小心操作,避免使用过量的力量,以防损坏设备或受伤- 遵循正确的电子设备处理规范,如防静电措施- 在工作区域保持整洁,避免杂物干扰和意外发生总结本文档提供了一个电子设备组装通用工艺流程的操作规范标准作业指导书,以确保组装过程的准确性和高效性。
执行该指导书将促进电子设备组装的标准化和质量控制,并确保安全操作。
在实际操作中,请严格遵循工艺流程和操作规范,以确保组装的电子设备符合标准要求。
*以上为电子设备组装通用工艺流程操作规范标准作业指导书,总字数:XXX字。
*。
电子产品插件作业指导书
浸 锡 切 脚
波峰焊锡
审核: 板面 QC 波峰焊锡 浸 涂 锡 插 切 板 件 脚
批准:
板面 QC 波峰焊锡 浸 涂 锡 插 切 板 件 脚 文件编号
作业指导书(插件)
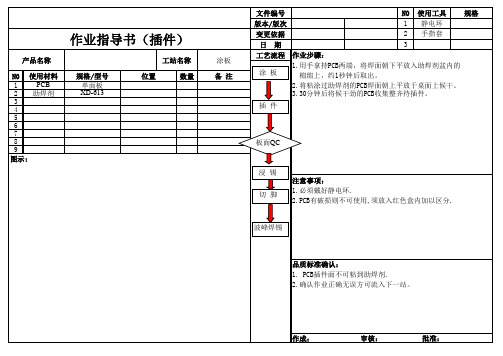
产品名称 N0 使用材料 1 助焊剂 2 锡条 3 4 5 6 7 8 9 10 图示: 规格/型号 XD-613 63/37 位置 工站名称 数量 浸锡 备 注
作业指导书(插件)
产品名称 N0 使用材料 PCB 1 2 助焊剂 3 4 5 6 7 8 9 图示: 规格/型号 单面板 XD-613 位置 工站名称 数量 涂板 备 注
文件编号 NO 使用工具 规格 版本/版次 1 静电环 变更依据 2 手指套 日 期 3 工艺流程 作业步骤: 1.用手拿持PCB两端,将焊面朝下平放入助焊剂盆内的 涂 板 棉绵上,约1秒钟后取出。 2.将粘涂过助焊剂的PCB焊面朝上平放于桌面上候干。 3.30分钟后将候干劲的PCB收集整齐待插件。 插 件
NO 1 2 3
使用工具 静电环
规格
板面QC 注意事项: 1.插件作业必须戴好静电环. 2.元件本体有破损或断脚则不可使用,须放入红色盒内区分. 3.变压器为磁性元件,注意不可掉地而影响特性。 4.稳压器与散热器要锁紧,有松动则不可使用。 品质标准确认: 1.卧式电阻,跳线和二极管要贴板,单边浮高不超过1.0mm. 2.变压器,散热器,继电器,接线座底部要插到位贴板, 单边浮高不可超过0.3mm。 3.蜂鸣器,直脚插座要确实贴板,不允许浮高。 4.立式瓷片电容,压敏电阻和三极管允许倾斜不超过15° 5.二三极管,电解电容和直脚插座为极性元件,不可插反. 6.不可有插错位,漏件,反向,浮高,错件等不良。 7.必须100%全检,确认正确无误方可流入下一站。