Vericut 7.0教程 新功能
第1章 Vericut功能概述

第1章Vericut功能概述1.1 本章要点和学习方法本章重点介绍Vericut常用的功能,同时对软件的菜单布局、常用功能进行介绍,通过仿真训练引导读者尽快入门。
本章是基础,初学者需要打开Vericut 7.3软件,根据书上的提示进行操作。
1.2 Vericut软件简介Vericut软件是美国CGTech公司出品的一款优秀的数控加工仿真软件,尤其在多轴加工方面功能强大、可靠性高,为广大多轴用户优化数控程序、有效利用设备提供了很大的帮助,应用这款软件可以提前预防撞刀、过切等加工事故的发生,因此在数控加工行业得到了广泛的应用。
1.3 Vericut的作用简单地说,Vericut软件可以对数控程序进行仿真,以检查其合理性和可行性,消除加工中可能出现的错误,提高加工效率。
1.4 Vericut的功能(1)机床运动模拟。
(2)数控程序加工仿真。
(3)零件加工结果分析。
(4)数控加工程序优化。
(5)车间文档制作,如工艺报告、测量报告。
(6)辅助分析及测量报告。
1.5 虚拟仿真和实际加工的关系(1)计算机里的“撞机”再严重都不怕,而实际加工中的撞机会导致严重的后果。
(2)虚拟加工是现代制造技术中最卓越的科研成果。
(3)虚拟加工是实际加工的前期检查及验证。
(4)如果虚拟加工出现错误,必须要分析原因及时纠错,否则会导致加工错误。
(5)要得到可靠的加工检验结果,其构建的机床模型、刀具、夹具、装夹方法以及数控程序都要和实际加工吻合,至少要做到与重要加工要素吻合。
1.6 Vericut 7.3界面介绍Vericut 7.3界面的菜单及工具栏很多,这里仅介绍最为常用且很重要的部分功能,另外部分功能还要在后续章节的实例特训中给予介绍。
1.6.1 Vericut 7.3软件的初始界面在桌面上双击Vericut 7.3的图标,或者从Windows界面的【开始】菜单中执行【所有程序】||命令,即可启动Vericut 7.3软件。
VERICUT 界面及菜单功能
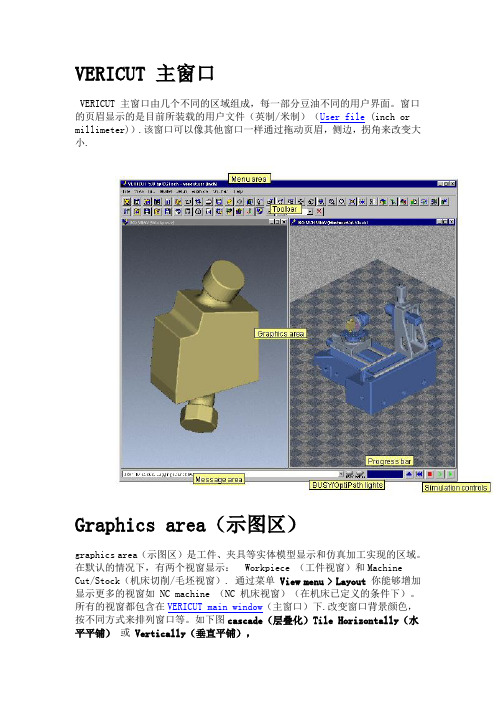
VERICUT 主窗口VERICUT 主窗口由几个不同的区域组成,每一部分豆油不同的用户界面。
窗口的页眉显示的是目前所装载的用户文件(英制/米制)(User file (inch or millimeter)).该窗口可以像其他窗口一样通过拖动页眉,侧边,拐角来改变大小.Graphics area(示图区)graphics area(示图区)是工件、夹具等实体模型显示和仿真加工实现的区域。
在默认的情况下,有两个视窗显示: Workpiece (工件视窗)和MachineCut/Stock(机床切削/毛坯视窗). 通过菜单View menu > Layout你能够增加显示更多的视窗如 NC machine (NC 机床视窗)(在机床已定义的条件下)。
所有的视窗都包含在VERICUT main window(主窗口)下.改变窗口背景颜色,按不同方式来排列窗口等。
如下图cascade(层叠化)Tile Horizontally(水平平铺)或Vertically(垂直平铺),层叠化窗口-水平平铺-垂直平铺-在一个窗口上点击右键可以改变窗口属性,例如:窗口类型,标准建模视窗,背景等等。
在工具条上选择动态或静态查看进行旋转、缩放和模型适度化。
VERICUT 坐标系显示VERICUT使用符合右手定则的笛卡尔坐标系统描述位置和方向。
旋转角度值采用十进制。
从坐标轴的正向一端向原点看,逆时针方向指定为转角的正向;顺时针方向指定为转角的负向。
旋转方向如下一个图所示。
坐标系描述如下: 定义和联系部件与它们的模型间的关系,定义NC 机床和为正确的切削确定刀具轨迹方向。
通过View menu > Axes, 你可以通过坐标系系统中显示的坐标轴符号了解它们的相互关系。
用实线显示的坐标轴是平行与屏幕或指向屏幕外的。
用虚线显示的坐标轴的表示指向屏幕里的。
坐标系和角度•组件坐标系—(XcYcZc)每一个组件都有它自己的坐标系。
vericut控制设定

vericut控制设定【实用版】目录1.Vericut 简介2.Vericut 控制设定的目的3.Vericut 控制设定的步骤4.Vericut 控制设定的应用实例5.总结正文1.Vericut 简介Vericut 是一款由美国 Mentor Graphics 公司开发的数控加工仿真软件,广泛应用于机械加工、模具制造等行业。
它能够在计算机上模拟数控机床的加工过程,以便在实际生产前检测和修正程序中的错误,提高加工精度和效率。
2.Vericut 控制设定的目的Vericut 控制设定的主要目的是为了确保数控程序在仿真过程中能够正确地执行,以便检测和修正可能出现的问题。
通过控制设定,用户可以指定仿真过程中各种操作参数,如加工速度、进给速度、刀具路径等。
3.Vericut 控制设定的步骤(1)创建或打开数控程序:在 Vericut 中,用户需要先创建或打开一个数控程序,以便进行控制设定。
(2)选择控制设定:在 Vericut 主界面的工具栏中,选择“控制设定”按钮,打开控制设定对话框。
(3)设定加工速度和进给速度:在控制设定对话框中,用户可以设置加工速度和进给速度。
加工速度是指刀具在单位时间内移动的距离,进给速度是指刀具在单位时间内的线性移动速度。
这两个参数的设定要根据实际加工条件和机床类型进行选择。
(4)设定刀具路径:刀具路径是指刀具在加工过程中的移动轨迹。
在控制设定对话框中,用户可以设置刀具路径的形状、起点和终点等参数。
(5)设定其他控制参数:除了上述参数外,Vericut 还提供了其他控制参数的设定,如主轴转速、刀具补偿、刀具切换等。
用户可以根据实际加工需求进行设定。
4.Vericut 控制设定的应用实例假设我们要使用 Vericut 对一个简单的铣削程序进行仿真,以下是使用 Vericut 控制设定的过程:(1)创建一个铣削程序,输入刀具的移动路径、加工速度和进给速度等参数。
(2)打开 Vericut 软件,选择“控制设定”按钮,打开控制设定对话框。
vericut7.0入门指南(原创)

其他东西都可以在晚上进行搜索解决,但是仿真加工的时候,刀具总是在悬空走,或者说是没有按照既定的路线进行切削。
本篇主要解决“对刀”的问题。
首先,在工位设置--》G代码里面,把编程方式改成刀尖方式。
到坐标系里,新建一个坐标系,名称自己任意选择,定位这个坐标系到你要加工的工件的原点。
再到G代码偏置中,新建一个程序零点,寄存器为54。
这里设置from 组建-Tool TO 坐标原点(指向之前建立的坐标系)。
图示讲解:1、选择数控机床所使用的系统。
2、选择所使用机床的3D模型,或者是手工建模(手工建模部分可以到网上找相关的教材)。
3、配置刀库刀具。
下图显示的只是一个简单的模型,实际应用的时候,应该把刀柄的尺寸精确,刀具的长度,切削刃的长度等尺寸按照实际进行绘制,这样才能起到检测干涉的作用。
4、工位配置中,修改编程方法。
5、坐标系设置,添加一个坐标系,名称任意。
6、G-代码偏置中,添加工作偏置,其中寄存器设置成54(即G54坐标系)。
7、配置工作偏置,特征从“组件-TOOL”到“坐标原点-program_zero_position1”,这里的program_zero_position1可以改成任意名称8、添加NC程序。
选择添加NC程序,切换到所有文件类型选择方式,选择相应的程序,进行修改之后,点击运行按钮,就可以进行简单的仿真了。
程序修改的内容有以下几项:①换刀设置,因为系统默认的是没有安装刀具的,所以必须添加“T1M6”的换刀指令。
其中的T后面的数字代表所使用的刀具号,必须与刀库里所设置的相应刀具的号码对应。
②添加坐标系选择指令。
因为之前添加的工作偏置中寄存器为54,所以这里程序中要选择G54坐标系,进行加工。
③注意程序中不能出现长度补偿,因为前面选择的是刀尖的编程方式。
(长度补偿也是在加工中换刀才需要)修改完成的程序案例截图如下:注意:本教程只适用于简单的加工模拟仿真,可以起到检测干涉的作用,但是如果要对程序进行优化,以及其他的功能的实现,则不适用。
VERICUT使用说明书_轨迹优化

通过轨迹优化管理器建立轨迹优化库本节是利用轨迹优化管理器OptiPath Manager优化加工材料为H13 tool steel (硬度大约为200 HB),并将优化的记录保存在轨迹优化库文件中,The following session (Optimize T ool Path Feedrates via OptiPath tool list method)demonstrates how to configure VERICUT for optimizing a G-code tool path file, including using the OptiPath Library created during this session.操作步骤:定义优化轨迹记录1. 开始新的用户文件(英制)∙打开文件File > Properties∙单位Default Units=Inch, OK∙新建File > New Session2. 使用轨迹优化管理器OptiPath Manager∙打开菜单OptiPath > Manager根据刀具执行功能的不同来确定不同的优化设置。
例如,刀具轨迹文件"op_mold.mcd"中用到的刀具:刀具1 (T1):描述: 直径0.625 4齿硬质合金平铣刀用途: 深度小于0.5,转速小于1200 RPM 的平面铣削刀具2 (T2):描述:直径0.75 dia. 4 齿硬质合金球铣刀用途: 外形半精铣削(仿行铣)配置直径0.625平铣刀最优化设置:3. 添加一个新的轨迹优化记录:材料= H13 工具钢,机床=三轴铣床,刀具类型=直径0.625,长1.50 硬质合金平铣刀齿数为4∙点击添加Add∙点击材料标题"Material"下表格,键入:H13 T ool Steel∙在机床Machine下键入: 3ax Mill∙在刀具类型下T ool Description 键入:.625D 1.50H FEM, Carbide∙在齿数T eeth type下键入:4∙点击优化轨迹刀具形状OptiPath Cutter Shape∙选择平铣刀∙输入直径Diameter(D)=.625, 高度Height(H)=1.5∙OK4.为刀具配置已知的成功切削条件∙轴向深度Axial Depth=.3∙有效半径宽度Radial Width=.625∙进给速率(/分)Feed Per Minute=8∙主轴转速Spindle Speed=1200在这种条件下,材料去除速率Volume Removal为每分钟1.5 立方英才cubic in. per minute.∙选择Volume Removal∙Clear Air Cut Feed Rate: "Default"∙改变默认空切削方式,输入空切削速度Air Cut Feed Rate=150∙打开设置标签Settings T ab∙选择增加切削次数方式Add More Cuts∙改变4处默认的选项重新定义∙最小转化速率Minimum Feedrate Change=3∙修整进刀速度Clean-up Feedrate=85∙最小切削进刀速度Minimum Cut Feedrate=1∙最大切削进刀速度Maximum Cut Feedrate=80∙圆弧进刀速度Circle Feedrate=Optimize∙打开切入/切出标签Entry/Exit T ab∙切入速度Entry Feedrate=Feed/Minute: 8∙刀距Clearance Distance= .1∙切削间隙Cut Distance=.1∙应用Apply5.同理配置直径0.750球铣刀最优化设置:材料= H13 工具钢,机床=三轴铣床,刀具类型=直径0.750,长1.50 硬质合金球铣刀齿数为4Axial Depth=1 Radial Width=.125 Feed Per Minute=12 Spindle Speed=1200Volume Removal 1.5 Chip Thickness 0.0019 Settings T ab(同上)6.保存设置好的轨迹优化库文件命名为"optipath.olb"∙在管理器窗口打开菜单: File > Save As∙Shortcut=Working Directory∙输入文件名File Name=optipath.olb, Save下面分别介绍两种不同的方法实现G代码轨迹的优化一.通过轨迹优化库文件的方法1. 打开用户文件"op_r"2. 通过轨迹优化控制器OptiPath Control 引用前面定义的轨迹优化库文件"optipath.olb" ,并指定材料和机床∙打开菜单OptiPath > 控制器Control∙在OptiPath Library后点击浏览 Browse∙Shortcut=Working Directory∙选择文件名optipath.olb, Open, (如果找不到"optipath.olb" ,则选择"op_mold.olb")∙OK∙输入材料Material= H13 tool Steel∙机床Machine=3 ax mill∙OK3. 通过刀具管理器Tool Manager 连接已定义优化参数记录修改刀具1和刀具2 的优化属性:在优化设置OP Setting标题下分别输入:1——0.625D 1.50H FEM, Carbide (4)2——0.750D 1.50H BEM, Carbide (4)4. 保存到新的刀具库文件"optipath.tls"5. 通过轨迹优化管理器生成优化的刀具轨迹文件"op_mold.opti"∙打开轨迹优化控制器OptiPath >Control∙定义优化的轨迹文件格式Optimized File=*.opti∙打开优化模式OptiPath Mode=On∙OK (这时VERICUT主窗口下的指示灯"OptiPath" 亮)6. 打开状态窗口,设置显示优化的速率、切削时间∙打开菜单Info > 性质状态Status∙配置Configure∙选中OP Time和OP Feedrate以及Tool Use Graph∙输入时间间隔Time interval=60 (minutes)∙OK7. 切削模型仿真∙点击8. 打开日志文件检查轨迹优化摘要"OptiPath Summary"∙打开菜单Info > 日志文件VERICUT Log∙找到"OptiPath Summary"∙关闭日志文件窗口二.通过优化轨迹刀具列表的方法1. 打开用户文件"op_r"2. 引用轨迹优化库文件"optipath.olb"同上3. 通过刀具列表tool list 连接已定义的轨迹优化参数记录∙打开菜单Setup > Toolpath∙选择刀具通过列表来改变Tool Change By=List∙点击使用列表Use Tool list∙清除"Prompt for Optipath settings while building"∙建立刀具列表Build Tool List在优化设置OptiPath Setting标题下分别输入:∙1: 0.625D 1.5H FEM, Carbide (4)∙2: 0.750D 1.5H BEM, Carbide (4)∙OK∙OK4. 保存到新的刀具库文件"optipath.tls"5. 通过轨迹优化管理器生成优化的刀具轨迹文件"op_mold.opti"∙打开轨迹优化控制器OptiPath >Control∙定义优化的轨迹文件格式Optimized File=*.opti∙打开优化模式OptiPath Mode=On∙OK (这时VERICUT主窗口下的指示灯"OptiPath" 亮)6. 打开状态窗口,设置显示优化的速率、切削时间∙打开菜单Info > 性质状态Status∙配置Configure∙选中OP Time和OP Feedrate以及Tool Use Graph∙输入时间间隔Time interval=60 (minutes)∙OK7. 切削模型仿真∙点击8. 打开日志文件检查轨迹优化摘要"OptiPath Summary"∙打开菜单Info > 日志文件VERICUT Log∙找到"OptiPath Summary"。
Vericut软件新功能介绍
VERICUT软件新功能介绍 VERICUT软件新功能介绍
新版本新界面创建一个新项目 Review 生成完整的工艺信息, 生成完整的工艺信息,用于信息化生成 读取3D CAD模型(UG Part、Catia Part/Product、Step、IGES) 模型( 读取 模型 、 、 、 ) 优化刀具长度 IP文件 IP文件 语法检查 窗口关联错误检查 切削条件信息及切削极限检查 直接模拟系统子程序, 直接模拟系统子程序,如840D;支持 ;支持840间接编程 间接编程 在碰撞点停止、 在碰撞点停止、同步协调模拟 支持模拟各种数控加工工艺: 机器人、数控钻铆、 支持模拟各种数控加工工艺:车、铣、钻、镗、磨、机器人、数控钻铆、水 切割、激光切削、复合材料切割、复合材料铺丝、数控抛光、 切割、激光切削、复合材料切割、复合材料铺丝、数控抛光、柔性夹具等 Vericut精确的几何仿真 精确的几何仿真
Vericut软件产品行业应用 Vericut软件产品行业应用
行业应用: 行业应用: 航空、航天:成飞、西飞、沈飞、昌飞、洪都飞机、陕飞、哈飞、空客、 航空、航天:成飞、西飞、沈飞、昌飞、洪都飞机、陕飞、哈飞、空客、 波音、GE、中国空空导弹研究院、 发动机制造公司、 波音、GE、中国空空导弹研究院、沈阳黎明航空 发动机制造公司、航天 一院、航天二 航天三 航天八 一院、航天二院、航天三院、航天八院 汽车、模具:东风汽车、重庆长安、天津汽车模具、宜宾五粮液普什模具、 汽车、模具:东风汽车、重庆长安、天津汽车模具、宜宾五粮液普什模具、 上海华普汽车模具、比亚迪汽车模具、TOTO、住友橡胶、赫比模具、 上海华普汽车模具、比亚迪汽车模具、TOTO、住友橡胶、赫比模具、比亚 富士康、 迪、富士康、大连华录模具 船舶、舰艇:大连船用推进器厂、武汉船用矾机械厂、中船重工713 713研究 船舶、舰艇:大连船用推进器厂、武汉船用矾机械厂、中船重工713研究 沪东重机、 所、沪东重机、齐耀动力 蒸汽、水利发电机:法国Alstom GE水电 东方电机厂、东方汽轮机、 Alstom、 水电、 蒸汽、水利发电机:法国Alstom、GE水电、东方电机厂、东方汽轮机、重 庆水轮机厂有限公司 电子:29所 38所 205所 204所 电子:29所、38所、205所、204所 教育:北京航空航天大学、 西安交大、清华大学、华中科技大学、 教育:北京航空航天大学、西工大 西安交大、清华大学、华中科技大学、 西南交大
文泰等离子切割系统软件V7 说明2
文泰等离子切割系统软件V7.0使用说明一文泰软件激光硬件连接说明第一章机器的连接一、控制器的连接控制器有两种,可分为A型卡和B型卡,功能相同,但连接方式不同。
下面分别是两种控制卡的连接方式说明:A型卡连接方式:B型卡连接方式:二、转接卡的连接A型卡需要带一个转接板,而B型卡因为自带转接板,可以忽略排线的连接。
下面是A型卡转接板及相关的接线说明:1、手持键盘的连接:把航空插座固定在机箱上,串口线空的一头与航空插座焊接起来。
其焊接方法为:航空插头1脚焊黑线(对应DB9 1脚)航空插头2脚焊红线(对应DB9 2脚)航空插头3脚焊绿线(对应DB9 3脚)航空插头4脚焊兰线(对应DB9 5脚)航空插头5脚焊屏蔽线(对应DB9外壳)2、转接板和主控制器的连接:将40P排线插在转接板上(连29处),而后将排线另一头插入控制器上。
3、转接板接线定义说明:1—X轴脉冲信号2—X轴方向信号3—Y轴脉冲信号4—Y轴方向信号5—Z轴脉冲信号6—Z轴方向信号7—R轴脉冲信号8—R轴方向信号9—5V地输出10—5V电源输出11—PWM输出112—PWM输出213—激光开关信号14—雕刻机主轴开关信号15—激光功率控制输出16—雕刻主轴转速控制输出5V输入状态12V输入状态17—5V或12V地线输入(注:激光雕刻机需要5V电源输入,机械雕刻机需要12V电18—5V或12V电源输入源输入,请根据电压大小调节JP1跳线帽位置。
左图是5V输入状态,右图是12V输入状态。
)19—X轴负限位20—X轴正限位21—Y轴负限位22—Y轴正限位23—Z轴负限位24—Z轴正限位25—R轴负限位26—对刀信号27—12V或24V地线输出(注:12V或24V输出为光电开关供电)28—12V或24V电源输出29—40PIN信号线30—5V电源输入31—5V地线输入32—12V或24V电源输入(注:12V或24V是直接输出给光电开关供电请根据光电开关33—12V或24V地线输入电压需求来选择输入电源大小)4、转接板和驱动器的连接:X 轴脉冲信号接1X 轴方向信号接2X 轴电源接10Y 轴脉冲信号接3Y 轴方向信号接4Y 轴电源接10Z 轴脉冲信号接5Z 轴方向信号接6Z 轴电源接10R 轴脉冲信号接7R 轴方向信号接8R 轴电源接105、转接板和限位开关的连接:X 轴负限位接19X 轴正限位接20Y 轴负限位接21Y 轴正限位接22Z 轴负限位接23Z 轴正限位接24R 轴负限位接25对刀信号输入26X Y Z R限位电源供电27(地线)和28(12V或24V)6、转接板和主轴开关及激光开关的连接:主轴开关信号接14主轴转速调节接16激光开关信号接13激光功率调节接15下面是B型卡的接线说明,因转接卡集成,因而需要直接接到控制器上。
vericut7.0破解方法
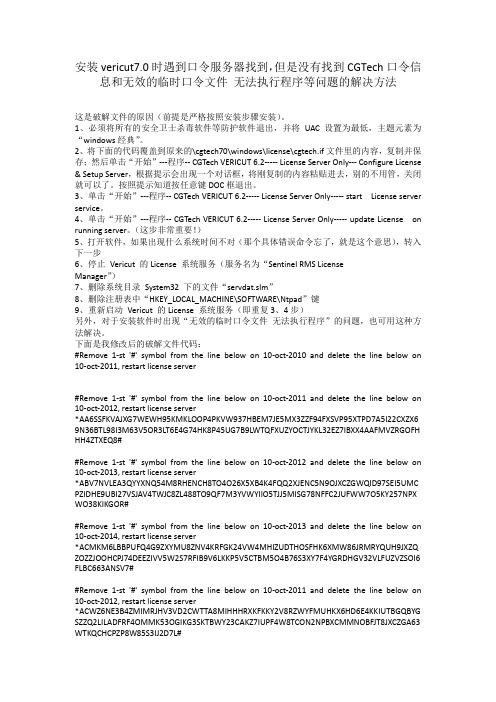
安装vericut7.0时遇到口令服务器找到,但是没有找到CGTech口令信息和无效的临时口令文件无法执行程序等问题的解决方法这是破解文件的原因(前提是严格按照安装步骤安装)。
1、必须将所有的安全卫士杀毒软件等防护软件退出,并将UAC设置为最低,主题元素为“windows经典”。
2、将下面的代码覆盖到原来的\cgtech70\windows\license\cgtech.if文件里的内容,复制并保存;然后单击“开始”---程序-- CGTech VERICUT 6.2----- License Server Only--- Configure License & Setup Server,根据提示会出现一个对话框,将刚复制的内容粘贴进去,别的不用管,关闭就可以了。
按照提示知道按任意键DOC框退出。
3、单击“开始”---程序-- CGTech VERICUT 6.2----- License Server Only----- start License server service。
4、单击“开始”---程序-- CGTech VERICUT 6.2----- License Server Only----- update License on running server。
(这步非常重要!)5、打开软件,如果出现什么系统时间不对(那个具体错误命令忘了,就是这个意思),转入下一步6、停止Vericut 的License 系统服务(服务名为“Sentinel RMS LicenseManager”)7、删除系统目录System32 下的文件“servdat.slm”8、删除注册表中“HKEY_LOCAL_MACHINE\SOFTWARE\Ntpad”键9、重新启动Vericut 的License 系统服务(即重复3、4步)另外,对于安装软件时出现“无效的临时口令文件无法执行程序”的问题,也可用这种方法解决。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Vericut 7.0 新功能Vericut 7.0的增强功能亮点加强了项目树(Project Tree)功能,减少了弹出对话框的数量,我们只要通过导航就可以创建一个仿真项目。
Vericut 7.0在创建仿真项目方面与Vericut 6.2是有很大区别的。
●项目必须通过项目树来配置。
●以前版本中那些弹出对话框中的常用功能,都放置到项目树中。
●选定项目树中的任意节点,在项目树的底部都会出现此节点的配置菜单。
●在项目树中还增加了一种新的文件选择方法●在项目树配置菜单中的更改会直接应用,而不需要按“确定”、“应用”、“取消”等按钮。
●由于项目树中也可以显示机床组件,则取消了组件树。
现在的项目树能引导您使用项目树的各种功能完成一个项目中的所有的设置的配置,例如:●通过项目树从上到下的结构,可以完成项目树中所有的节点的配置。
●在创建和配置某一个设置的过程中,可以有选择的在项目树底部显示配置面板。
●配置面板中显示的设置操作都是配置项目时最常用的。
●配置面板中显示的设置功能是根据项目树中选定的各个节点而不同,是各节点特有的。
●在配置面板中的任何操作(填写的文字和数字、确认的选项、或点击的按钮)都会直接应用,不需要你按“确定”、“应用”等等。
●不常用的功能可以通过鼠标右键项目树中各个节点弹出的快捷菜单,或者通过左键单击菜单工具栏弹出的对话框来设定。
VERICUT在计算和动画仿真NC代码的运动轨迹时,采用了一种新的方法。
● 动画运动在所有的视图里都是等同的。
● 在不同的视图类型中刀具的显示是一样的。
● 对于所有的动作类型和视图类型,放慢和跳跃切削都是一样的。
● 碰撞公差和运动显示是相互独立的。
功能的增强刀轨和机床验证*VC增加了模拟自动倒圆、自动倒角的功能:approaching/departing, inside/outside, and CW/CCW.*工具条可以完全用户定制。
每个人可以根据自己的需要添加或去掉某些按钮,并且可以调整按钮的显示顺序。
*在工件视图里,材料去除和刀具显示的功能增强了,可以在X方向或Y方向偏置刀具驱动点。
*现在在VC的图形显示力可以很好的显示出水切割刀具的三段不同的区域,和其在刀具管理菜单的刀具显示区域显示得是一模一样的。
*BLOCK定义和描述的,以前只能用数字表示的变量现在也可以用。
*按钮“Preserve Stock Transition”现在已经移到了切削过程毛坯的右键菜单和切削过程毛坯的“Configure Model”的装配子菜单中。
具体操作:运行VC的程序后,会自动生成一个cut stock,鼠标右键点击,就会看打“Preserve Stock Transition”,或者左键点击cut stock,在项目树的下方会出现一个“Configure Model”对话框,点击“Assemble”,就会看见“Preserve Stock Transition”。
*VC现在能参考NX的PART格式的文件。
VC 是通过一个NX\OPEN的应用程序来打开文件的。
*VC的机床和控制系统文件的格式是XML格式的。
*工作目录可以可以保存到用户选择的文件夹中。
*现在可以鼠标右键点击项目树中的坐标系来实现坐标系的重命名。
*在项目树里可以指定G代码偏置,比如编程原点、工件偏置等等。
*在File>Preferences增加了一个勾选项:自动将工作目录设置到当前项目文件夹。
当勾选的时候,就可以自动的选择当前项目文件的位置为工作目录。
*在File>Preferences增加了一个勾选项:Suppress save and display thumbnail image。
当勾选的时候,在保存以个项目文件的时候不会生成一个缩略图,或者在选择文件的窗口中也不会显示成一个缩略图。
*在项目树力选中了某个模型后,该模型会高亮显示,但是在VC图形显示区域的空白地方点击一下鼠标左键,就可以取消该模型的选中。
*鼠标右键点击工具栏上的“保存”图标,该保存就会转换为“另存为”,并且保存的位置为用户指定的文件夹。
*如果在模拟的过程中报错了,则发生该错误的NC程序的名称会显示在VC的log中。
*报错信息更加的准确,能很快的指出是什么地方出得错(比如进给、刀具什么的)。
*当切换到NC程序重看的模式下时,可以右键点击VC图形区最下面的VC日志窗口,确定是否显示错误、报警或两者都显示。
都两个都勾选的时候就和以前版本的VC日志窗口是一样的。
*刀柄和零件、夹具的碰撞检查不在仅仅限于可见的刀柄。
碰撞检查设置和刀具/刀柄可见性设置已经相互独立了。
刀具/刀柄与毛坯/夹具的碰撞设置已经设置到了项目树里面。
在现在的项目树里专门增加了碰撞这个分支,这个分支专门设置了“Check Collisions Between”对话框。
刀具/刀柄的可见性设置也增加到了项目树里,在项目树下面的“Configure Tooling ”对话框里或者在刀具分支的右键选项中。
*设计模型的可见性在不同的视图里与其的可见性设置有关,而其可见性设置可以右键点击设计模型>可见性,我们可以选择空白、工件视图、机床视图、两个都显示,但是在切削的过程中,设计模型是不会显示的。
*语法检查可以一次检查多组NC程序。
语法检查窗口“Info > NC Program, Utilities menu > Syntax Check”, 点击“Check Active”,则只检查当前处于激活状态的NC程序,当点击“Check All”,则会检查与当前所有与该设置有关的的NC程序、子程序和自循环。
*增加了新函数:atan2_d0to360。
其作用是为了和Funac的控制系统匹配,返回一个0-360度之间的一个角度值。
比如:atan2_d0to360atan2_d(yvalue, xvalue)这个函数返回的是Y/X的反正切值,这个之是一个角度值,在0-360°,如果Y和X都是0,则返回的值也是0。
*增加了新函数:asin_d270to90。
其作用是为了和Funac的控制系统匹配,返回一个270-90度之间的一个角度值。
比如:asin_d270to90asin_d270to90(value)这个函数返回的是指定一个数的反正弦值。
这个指定的数必选在-1到1之间,返回的角度值在270-90°之间。
*动态操作增加了Powermill的键盘加鼠标的功能:平移:Shift+鼠标中键;缩小:鼠标滚轮向前;放大:鼠标滚轮向后;旋转:按住鼠标滚轮。
*当一个项目加入一个新的设置的时候,会自动的不重复的命名,比如:1、2、3、4……*在MDI窗口下,一旦你激活了NC程序输入窗口的文本区域,它就会一直保持激活状态,你可以不断的输入,不需要再次激活。
*在刀具的Configure Tooling ”对话框里,当勾选计算最小刀长时,另外一个勾选项也会被激活,就是“Do Not Shorten Cutter”,当勾选时,VC在计算最小的刀长时,只能将刀长改变为比刀具管理窗口下规定的长度大的长度,而不能比它小。
*在NC程序重放的功能里,增加了在机床视图里是否显示刀轨线的功能。
*工件视图和机床视图里的切削运动是同步的了。
*在控制动画速度的进度条里,增加了设置NC程序跳跃的字节数。
比如当进度条拖到1024时,显示的刀具就会以1024节进给。
*在项目树力选中了某个模型后,该模型会高亮显示,但是在VC图形显示区域的空白地方点击一下鼠标左键,就可以取消该模型的选中。
*设计模型默认的只在工件视图里可见,但是现在设置可以在任何的视图里可见。
*VC在同一行可以指定变量也可以使用变量。
*在保存项目文件时,只会在第一个设置中保存设计模型,在后续的设置中设计模型会自动的传递而不会保存。
*夹具碰撞错误报告可以显示出夹具的名称*在钻孔循环的过程选项中,增加了选项“No Motion”,这样钻孔循环的过程和材料去除就没有动画。
机床模拟*在机床设置的碰撞检查标签里增加了一列“忽略”勾选框,勾和不勾表示开和关,和机床设置里面的行程极限标签一样“忽略”勾选框一样。
这种勾选的状态只在当前的VC文件中有效。
*换到退刀对话框增加了可以设置刀具在退到换刀位置的运动轴的功能。
*碰撞检测增加了高亮显示碰撞组件,当在碰撞列表选中子部件时,还可以检测出子部件的碰撞。
高亮显示是以定义的“错误的颜色”显示,当对话框或选项关闭,就不会高亮显示出碰撞组件。
.*当在机床视图点击鼠标右键的时候,那些没有机床模型的组件在组件可见性列表里不会出现。
*选择机床文件的功能增强了,具体内容如下:●当保存一个机床文件的时候,第一个机床视图的内容将会保存以缩略图的形式保存。
●当在机床的文件选择窗口里选择机床文件时,也会有机床的缩略图显示出来,当打开一个项目文件的时候,文件选择窗口也会出现机床的缩略图。
●在项目树上的下方的定制CNC机床的文件选择窗口里,也会出现机床的缩略图。
*在机夹式刀具的非切削刃的部分进行切削时,机床模拟会和真实机床一样。
*碰撞检查可以设置机床组件和切削毛坯之间的接近值。
当值大于它时,认为不碰撞,当小于是则认为碰撞。
*碰撞报错功能增强,如果模拟速度很慢,并且“在最大错误处停止”的标签是打开的,则模拟会在碰撞发生的中间点停止。
刀具管理*对于所有的非车削刀具,都可以使用堆叠装配的方法。
*在刀具管理窗口,切削部分的显示已经和非切削部分区别开了,切削部分是半透明状态显示的。
*车床刀塔辅助窗口可以定义所有设置。
*文件选择的功能增强了,如果一个文件名没有指定路径,刀具管理器就会自动在VC使用的3个默认的路径下寻找这个文件。
(工作目录、工作目录上级文件夹、库)*刀具管理器可以显示该刀具的优化刀轨纪录,激活和没有激活的都可以显示。
*在刀具管理器的菜单条里增加了“快速”搜寻刀具。
X-Caliper*X-Caliper的距离/角度输出功能增强了,可以测量一个圆柱轴以任意一个点和线为极坐标里的极角。
*在进行各种动态的操作,比如放大缩小,平移旋转时,X-Caliper可以保持显示和“From\To”的目标几何不变。
优化*如果切深超过指定的值,深度限制检查则会生成输出警告信息。
G代码处理*增加了新的宏GlobalVariable,可以在不同的自程序之间共享变量或变量范围。
*右键点击录像单步播放键,可以让VC在执行程序的过程中遇到子程序怎样处理,有四个选项:单步、单步运行子程序、单步跳过自程序、单步到子程序末尾。
*增加了宏DynamicToolTipOnOff,专门用来处理车削刀具。
在多轴车削的时候,在车削平面内可以使用多个刀具驱动点。
*可以模拟G代码的螺旋切削时真实的材料去除,并且X-Caliper可以测量螺旋特征。