VERICUT整套教程
vericut6中文教程-构建二轴车铣复合机床
Session 44构建一个二轴运动的车铣中心在这一课中演示怎样定义一个 VERICUT 二轴运动的车铣中心。
通过这课演示定义有刀塔和多种刀具加载的机床的应用。
课文中集中在定义部件和模型来构建一个功能型的机床。
极少的考虑部件显示的性质。
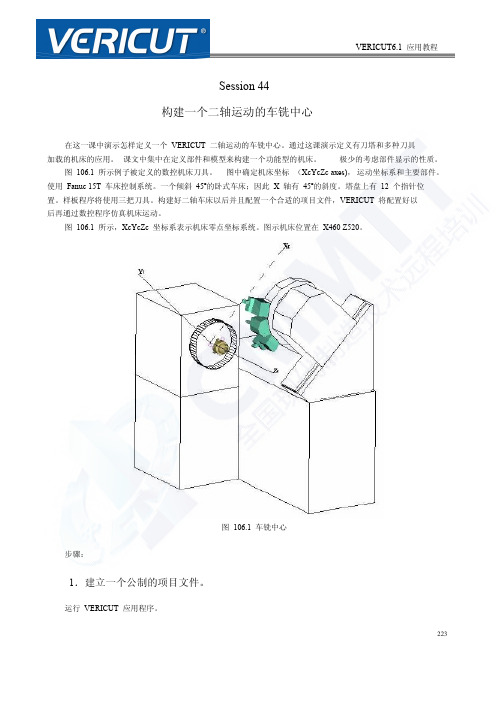
图 106.1 所示例子被定义的数控机床刀具。
图中确定机床坐标(XcYcZc axes),运动坐标系和主要部件。
使用 Fanuc 15T 车床控制系统。
一个倾斜 45º的卧式车床;因此 X 轴有 45º的斜度。
塔盘上有 12 个指针位置。
样板程序将使用三把刀具。
构建好二轴车床以后并且配置一个合适的项目文件,VERICUT 将配置好以后再通过数控程序仿真机床运动。
图 106.1 所示,XcYcZc 坐标系表示机床零点坐标系统。
图示机床位置在 X460 Z520。
图 106.1 车铣中心步骤:1.建立一个公制的项目文件。
运行 VERICUT 应用程序。
223选择File> New Project > Millimeter 菜单按钮。
2.在 Machine/Cut Stock 视图中显示坐标系。
在图形区,右击,从系统弹出的快捷菜单中选择View Type> Machine/Cut Stock 菜单命令。
在图形区,右击,从系统弹出的快捷菜单中选择Display Axes > Component 菜单命令。
重复操作显示 Model 坐标系。
重复操作显示 Driven Point Zero 坐标系。
在图形区,右击,选择View > H-ISO 菜单命令。
3.打开 Fanuc 15T 为车床配置系统控制文件。
Project,从系统弹出的右键快捷菜单中选择Expand All Children 在 Project tree(项目树)中,右击菜单命令。
在 Project tree(项目树)中,右击Control,从系统弹出的右键快捷菜单中选择Open 菜单命令。
Vericut培训教程PPT教案

刀位轨迹模拟分析 刀位轨迹模拟,只是对简单的点位进行模拟仿真,
对于程序中出现的工艺性错误体现不出来,例如刀杆 切削材料等等,另外不能够真实体现实际机床加工用 的代码。
第11页/共49页
G代码模拟
调用相应的机床和控制系统 定义毛料 创建加工坐标系 创建刀具或调用已经创建好的刀
1、如何创建多轴机床 2、利用创建好的多轴机床进行模拟仿真 3、优化数控程序 四、结束语
第1页/共49页
一、 VERICUT软件及功能简介
1、VERICUT软件简介
VERICUT是美国CGTech公司开发 一款专 业的数 控加工 仿真软 件,是 当前全 球数控 加工程 序验证 、机床 模拟、 工艺程 序优化 软件领 域的领 导者。 该软件自1988年开始推向市场以来 ,始终 与世界 先进的 制造技 术保持 同步, 采用了 先进的 三维显 示及虚 拟现实 技术, 可以验 证和检 测NC程 序可能 存在的 碰撞、 干涉、 过切、 欠切、 切削参 数不合 理等问 题,被 广泛的 应用于 航空, 航天, 船舶, 电子, 汽车, 机车, 模具, 动力及 重工业 的车削 ,铣削 (三轴 及多轴 加工) ,车铣 复合, 线切割 ,电加 工等实 际生产 中。
第39页/共49页
3、优化数控程序
程序速度优化的优点 程序速度优化的原理 优化参数设置 优化程序操作过程 优化控制中设置相应参数 优化报告和优化前后文件比较
第40页/共49页
程 序 速 度 优 化的优 点
➢ 通过VERICUT优化,可以大大提高加工效率— —通常为30%左右
➢ 可以平衡刀具机床的切削载荷,减少刀具和机 床磨损,延长刀具和机床的寿命
(已创建好) 控制系统:西门子sin840d
仿真软件VERICUT教程(精)

VERICUT…中的三个坐标系
Model coordinate system
Tool Coordinate system
World Coordinate System
World Coordinate System: base coordinate system for VERICUT Tool Coordinate System: tool path coordinate system (刀轨坐标系) Model Coordinate System: model coordinate system (one set of axes
指定相对应的机床文件
点击刀轨文件对话框的设置(setting…) 出现对话框 可指定相关的 job文件 、 ctl文件、mch文 件及程控方法 (programming method)
指定刀轨方向
在定刀轨方向对话框中用户可指定多个 刀轨方向
刀具控制(Tool control)
操作者可以设置刀具在切削仿真中的显示情况及选择刀库
刀库管理(Tool manager)
点击ToolsTool manager 用户可以创建一个与NC加工相关的刀具 库 根据实际的 加工情况添加 刀具定义刀具 参数
刀具描述
定义刀具的参数 根据实际情况 定义刀具类型 描述刀具参数 及属性
定义刀柄及刀夹
完整的刀具由以下几部分组成如图: 用户在定义刀具参数的 对话框中输入刀柄及刀 夹的外轮廓坐标点如: PT(0,0)…… NOTE:坐标点至少三个
信息(Information)
关于刀轨文件的信息 VERICUT的日志文件
切削仿真的相关信息
vericut 教程
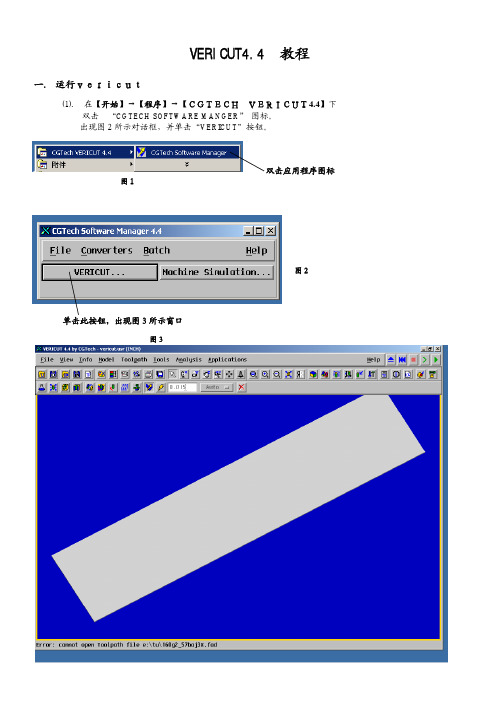
一. 运行vericut⑴. 在【开始】→【程序】→【CGTECH VERICUT4.4】下 双击 “CGTECH SOFTWARE MANGER” 图标。
出现图2所示对话框,并单击“VERICUT ”按钮。
双击应用程序图标图1图2单击此按钮,出现图3所示窗口图3VERICUT4.4教程图3所示的窗口就是模拟加工的主窗口,我们先把常用的工具按钮熟悉一下。
“测量”命令,模拟加工完后可用此按钮进行测量。
“观察加工”命令,按下此按钮后可出现一对话框显示NC 文件(此按钮按下后会影响模拟的速度)。
“复原”命令,按下此按钮后可把材料恢复到未加工时的状态。
“放大”命令,模拟加工完后可用此按钮进行局部放大,进行观察和测量。
“单步执行模拟加工”命令,按一下执行一行。
“全屏”命令,在设置好材料后,让材料尽可能的充满屏幕。
“移动”命令,用来移动材料的位置,便于观察。
“动态缩放”命令,用来缩小、放大材料的尺寸,便于观察。
“模型定义”命令,用来设置材料的形状及尺寸和编程原点。
“刀路控制”命令,用来选择模拟加工的NC 文件。
“加工状态”命令,按下此按钮可出现一对话框显示当前的加工参数。
“停止模拟”命令,可在按下此按钮后局部放大观察并进行尺寸测量。
“执行模拟加工”命令,开始进行模拟加工。
⑴. 在VERICUT 的主窗口下,先选择我们要加工的NC 程序, 点选按钮,出现图4的对话框。
保证是G 代码格式图4在图4所示的对话框里,各按钮的作用如下:“Toolpath”----按此按钮进入目录选取需要模拟加工的文件。
“start Cut”----在此输入程序的起始行号。
“stop At ”----选择其中一项以确定程序停止在选择的项目上。
“Text”----当在“stop At”选择“Text”项时,可在此输入文本的内容。
在对话框里设置好后接下来我们就可以单击“Apply”再单击“Close”进入材料设置对话框了。
⑵. 在VERICUT 的主窗口下,点选按钮,然后出现图5所示的对话框,我们可以在此设置材料的规格、夹具偏置。
VERICUT操作流程

VERICUT操作流程————宜昌牌坊程序仿真宜昌牌坊零件作业指导书:1.文件 新项目进入一个空的VERICUT仿真项目:2.在项目树上选择“控制”,点击右键在快捷菜单中选择“打开…”,并打开MVR54机床的控制系统文件fan18m.ctl。
3.同样,才项目树中选择“机床”,并右键选择“打开…”,打开MVR54机床文件MVR54.mch。
4.在项目中选择“Stock”组件,并右键菜单中选择“添加模型 模型文件”,并选择毛坯文件5.由于毛坯放置方位不对,故选择加载的毛坯模型,并在下方配置对话框里对模型进行合适的移动与选择,最终结果如下图:6.在项目树上选择“坐标系统”,并在下方配置对话框中点击“添加新的坐标系”功能,创建新的坐标系Csys1,并把位置框里修改为“0 0 500”。
因为此处为编程零点所在。
7.在项目树上选择“G-代码偏置”以设置程序零点,在下方配置界面里选择偏置名为“工作偏置”,寄存器为54,并点击“添加”按钮。
并在随后的对话框中选择从“组件:C”到“坐标原点:Csys1”。
8.根据作业指导书创建所需刀具。
双击项目树中的“加工刀具”,进入刀具库。
并点击菜单“添加→刀具→新→铣削”,进入铣削刀具创建界面。
9.第一把刀具是“Ф20立铣刀”,所以选择“平底刀”,并输入直径20,高100。
点击“添加”按钮创建1号刀具。
10.切换组件类型到“刀柄”项,并选择圆柱类型刀柄,并输入圆柱参数半径30,高50。
点击“添加”按钮:11.然后切换到“组合”页,并在位置栏输入“0 0 100”。
点击下方“修改”按钮。
按钮点击“关闭”按钮,关闭刀具参数定义对话框。
12.然后在1号刀具的“装夹点”位置选择夹头顶面中心处,设置1号刀具的装夹点为“0 0150”。
1号刀具创建完毕。
13.同样的方法创建余下的刀具。
创建完成后,选择“文件 另存为…”,保存刀具库文件命名为Tool。
并关闭刀具管理器对话框。
14.选择项目树中的“数控程序”,并点击配置对话框中的“添加数控程序文件”按钮,选择G代码数控程序,并确认。
VERICUT模拟操作步骤
编制:审核: 李仕龙 批准:杨树军VERICUT 模拟操作步骤VERICUT 是一种专用的数控加工仿真软件。
它用三维图形直观显示机床、刀具、工件及辅助设备的位置及运动情况,能直观安全地模拟、验证、分析切削过程,在虚拟的环境下完成对NC 程序的校验及优化。
对于加工结构方面,VERICUT 主要用于校验NC 程序的安全性。
其操作步骤一般为:1:新建一个用户文件夹,用于存放此次模拟的全部文件。
2:严格按照相点构建毛坯,毛坯与铸件越接近越好。
3:导出 .ply 格式毛坯文件。
(File →Export →Polygon File )并将其放入步骤1所建的文件夹里。
4:后处理需要模拟的程序,并将其放入步骤1所建的文件夹里。
5:VERICUT 软件的操作:双击桌面上的VERICUT.BAT 进入VERICUT 。
这样进入可以固定打开VERICUT 内所有文件的默认路径。
其中...\...\VFTQM 内存放的是机床文件(*.mch);控制文件(*.ctl);刀库文件(*.tls)以及项目文件(*.vcproject)等。
...\...\temp 文件夹存放相应的模拟所需毛坯体(*.ply);NC 程序;过程文件(*.ip)及日志文件(*.log)。
下图中项目TQM 下设置:粗加工为黑体,为当前激活项目。
编制:审核: 李仕龙 批准:杨树军 (1)机床设置每个VERICUT Polygon 对应一个机床主轴,选择你所需要的主轴用来模拟,可以同时选择几个主轴头进行混合头的模拟。
没用的删掉即可。
编制:审核: 李仕龙 批准:杨树军 (2)毛坯设置毛坯的ply 文件导入的方法与主轴头导入方法相同。
大致过程为:编制:审核: 李仕龙 批准:杨树军如果模拟底面,将床身隐藏即可,如图:编制:审核: 李仕龙 批准:杨树军 (3)程序输入先清除原来的程序,再添加所需模拟的程序。
选择所有文件后方可显示NC 程序名称,按程序单所列加工顺序选择所要模拟的NC 程序。
Vericut教程通过创建坐标系移动毛坯

Vericut教程通过创建坐标系移动毛坯Session 24通过坐标系创建一个毛坯手动转移过程随着多次加工,加工毛坯被自动的移到下一个设置中并且关联着同样名称的毛坯部件。
这一课中我们演示怎样使用坐标系方法手动转移毛坯从一个设置到下一个设置中。
1.打开项目文件“csys_transition.vcproject”。
运行 VERICUT 应用程序。
选择 File> Open 菜单命令,系统弹出 Open Project 对话框。
在 Shortcut 下拉列表框中选择 training。
选择文件 csys_transition.vcproject。
单击 Open 按钮确认打开文件。
显示项目树 Project Tree。
2.仿真程序在 Setup:1 处结束。
单击主窗口右下角的Play to End 按钮。
3.在 Setup:1 中创建一个转移坐标系。
旋转零件视图直到你可以看到零件右下角。
Coordinate Systems,从系统弹出快捷菜中选择modify (中,1右击在 Project tree 项目树)在 Setup:中,命令。
在弹出的 Coordinate Systems 窗口上方,单击 New 按钮。
在 Coordinate Systems Name 文本框中输入:transition_axis。
在Attach Coordinate System T o 下拉列表框中选择 Stock。
(坐标系与毛坯关联)选择 Constuct 标签。
在 Origin (XYZ)右侧下拉列表框中选择 3 Planes 选项,如图 24.1 所示。
图 24.1 定义原点106再单击拾取按钮(左侧)并且拾取三个平面,如图 24.2 所示。
图 24.2 拾取三面单击选项卡中间 Update 按钮,显示结果如图 24.3 所示图 24.3 新建坐标单击 OK 按钮。
4.模拟仿真复位。
在主窗口右下角单击Reset 按钮。
vericut7.4安装步骤 文档
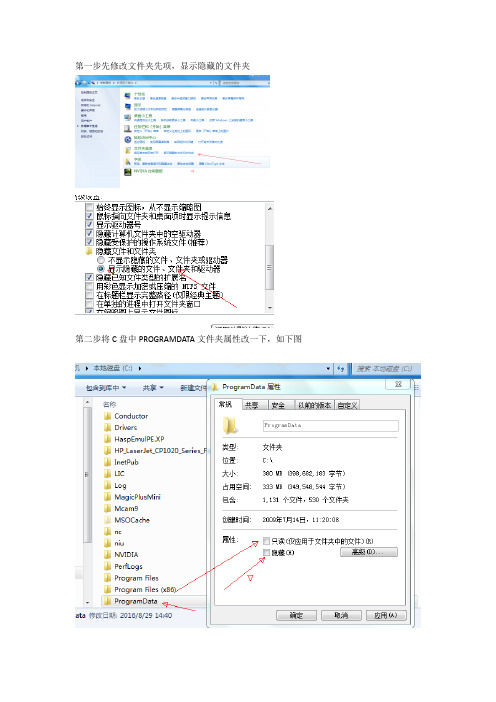
第一步先修改文件夹先项,显示隐藏的文件夹
第二步将C盘中PROGRAMDATA文件夹属性改一下,如下图
第三步:开始安装:
下面就一直安装到完成!
开始破解!第一步:
替换文件夹下的文件复制到安装相同目录下进行替换破解!
第二步:
找到以下安装路径:
E:\Program Files\CGTech\License Server(同电脑左下角开始----所有程序----cgtech 口令服务------------license sever olny---------第一项)
双击下面标示命令
将下面的许可文件复制下来
粘贴到:下面的位置处:
再打开此窗口按任意键完成破解!
关闭下面的窗口
再按任意键完成破解!
胡謌制作:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VERICUT教程摘 要 (1)Abstract …………………………………………………………1 绪论 (2)第 1 章 VERICUT 软件的简单介绍1.1 VERICUT 软件的功能的简单介绍 (3)1.2 VERICUT 软件仿真的重要性 (4)第 2 章 应用系统中的三轴机床仿真2.1 怎样调用应用系统中三轴机床 (8)2.2 怎样添加和修改毛坯 (9)2.3 怎样添加和修改刀具 (13)2.4 怎样导入数控程序 (17)2.5 怎样添加设计的零件模型 (19)2.6 怎样运用自动比较功能 (21)2.7 怎样运用测量功能 (27)第 3 章 文件的保存 (29)第 4 章 建立四轴机床并仿真 (32)第 5 章 建立五轴机床并仿真5.1 怎样建立五轴机床 (54)5.2 怎样拷贝工位 (66)第 6 章 切削速度的优化 (71)第1 章 VERICUT 软件的简单介绍1.1 VERICUT 软件功能和工作界面的简单介绍VERICUT 是一款专为制造业设计的CNC 数控机床加工仿真和优化软件。
VERICUT取代了传统的切削实验部件方式,通过模拟整个机床加工过程和校准加工程序的准确 性,来帮助用户清除编程错误和改进切削效率。
VERICUT 是仿真加工软件,可以模拟 G 代码程序,包括子程序、宏程序、循环、跳转、变量等;VERICUT 软件也能仿真机 床加工,进行碰撞检查,仿真后能对切削模型尺寸分析,还能对切削速度进行优化, 并输出仿真结果模型,以及生成工艺文件报表。
打开 VERICUT 应用程序后的工作界面如下: 工具栏项目树机床 / 切削模型视 图零件视图仿真到末端单步暂停重置模型倒回数控程序视图的个数和方式指示灯显示机床组件配置窗口配置可根据自己的习惯改变鼠标的操作风格:1.2 在加工前应用 VERICUT 软件仿真的重要性利用仿真加工,可以消除程序中的错误,如切伤工件、损坏夹具、折断刀具或碰 撞机床;可以减少机床的加工时间,减少实际的切削验证,减少废品和重复工作;可 以大幅度提高加工效率,改善加工质量,并降低生产成本,对现代制造业的发展具有 重要意义。
数控仿真软件可以解决一下问题:•验证数控程序的正确性,减少零件首件调试风险,增加程序的可信度。
•模拟数控机床的实际运动,检查潜在的碰撞错误,降低机床碰撞的风险。
工具栏关闭后, 可以单击此处 打开工具栏配置按钮显示机床 组件按钮关闭项目 树按钮注:为了操作的方便,请先熟悉各个按钮和指令配置窗口第2章 应用系统中的三轴机床仿真2.1调用系统中的三轴机床2.1.1 机床的选择: 打开应用程序, 双击 “项目” , 选择 “样本” 中的3‐axis‐mill‐fanuc. 类型2.1.2 控制系统的选择:双击“数控机床”中“控制” ,在“控制系统”中选择所需 要的控制系统注意此 处,应选 择“样本”此处应是“控 制系统”•‚ƒ•‚ƒ④④此处是双 击“项目”双击 “控 制”2.1.3 添加夹具模型:右击“Attach//Fixture//添加模型//模型文件”选择所需要的 夹具模型(为了方便,可以直接将夹具删除,夹具模型的添加和毛坯的添加一样,在 此就先略过,详细请参考下面毛坯的添加)。
2.2 毛坯的添加和修改2.2.1 毛坯的添加:添加毛坯需将系统中原有的毛坯模型删除,右击 “Attach//Fixture//Stock//添加模型//模型文件”<选择从 UG 或 CATIA 等三维软件 中导出的毛坯(导出毛坯为 STL 格式),导毛坯时务必先把原有的毛坯删去>,系统 弹出窗口,选择毛坯模型文件,单击“打开”按钮。
模型文件可以在UG 或者CATIA 等三维软件中画出,然后导进来, 也可以直接运用系统中所给的, 因为是仿真,所以也可以不用夹 具(可以删除夹具模型)•右击“Stock ” ,选择“添加模型”中 的“模型文件” 。
2.1.2 毛坯的修改:也可以不删除原有毛坯,直接单击“Attach//Fixture//Stock// 模型//”改变毛坯的类型和尺寸。
2.1.3 坐标系的设置:单击“坐标系统//Program‐Zero ”弹出“配置坐标系统” ,选 中“位置”然后在左边的毛坯中移动光标选择“编程原点”如果“配置模型”窗口未 弹出, 则需要单击 “项目树” 右上方的“配置”按钮。
‚ƒ•‚ƒ④④选择模型文件所在文件夹在此可以更 改模型参数选择毛坯 的类型2.1.4 坐标系的显示:在“零件”或“机床/切削模型”窗口中右击,单击“显示所 有轴”可以显示各个坐标系。
给坐标系重命名,两次单击, 或者右击选择“重命名”如:单击“视图类 型” ,可以切换 视图窗口类型单击鼠标中键(即 滚动轮),会自动捕 捉该面的中心点•‚ƒ④不妨选择各个 坐标系试试 看……2.1.5 G代码偏置的设置:单击“G‐代码偏置”弹出“配置 G‐代码偏置”在“偏置 名”中选择“工作偏置” ,并在“寄存器”一栏中填写“54”最后单击“添加” (如果“G‐代码偏置”下有“工作偏置//子系统” ,直接单击子系统 并修改即可),如下图所示:注意 “特征” 与 “名字” ,按照图示选择 “从”……“到”……•‚ƒ④④⑤寄存器一栏的填写的名称与上面所设置的坐标 系的名称应一致2.3 刀具的添加和修改2.3.1 刀具的修改:双击 弹出如下窗口:双击刀具,根据需要改变各个参数后,单击“修改” ,然后单击“关闭”按钮即可。
•‚ƒ④⑤刀具修改是在保证系统 中默认的刀具未被删除 的情况下再进行的修改。
更改刀具参数在此处选择刀具类型首先要双击 “加工刀具”然后双击此 处,即刀具。
修改刀柄:双击刀柄,系统弹出窗口(如下图所示):改变所需要的各个参数,然后单击“修改” ,最后单击“关闭”即可。
刀具装夹点的选择:选中刀具的装夹点,在右图“显示刀具”窗口中移动光标选择合适的装夹点,然后关闭“刀具管理器” 。
⑥⑦⑧⑨在此处选择所需要的刀柄类 型双击此处,即 双击“刀柄”在此更改 刀柄参数关闭时弹出窗口, 单击 “是” 按钮, 保存修改的刀具2.3.2 添加刀具:同样双击 ,然后单击“添加//刀具//新//铣削”也可单击鼠标中 键,自动选择该 切面的中心点。
⑩111213•‚选中“装夹点” 坐标, 可只直接 更改坐标值。
系统弹出如下窗口,在“组件类型”中分别选择刀具和刀柄,分别定义参数后单击“添 加”按钮。
添加刀具ƒ④⑤⑥特别注意的是,添加的刀具和刀柄的位置并不一定是正确的,这时需要双击添加 的“刀柄” ,单击“组合”按钮,然后在修改“位置”处的值(该值的大小和刀具的 高度值相同),单击“修改”按钮即可在此处修改坐标位置, 可以调整刀具和 刀柄的组合位置。
⑦⑧⑨⑩111213添加刀柄2.4 数控程序的导入2.4.1 数控程序的导入:先删除原有的数控程序,再双击选择从UG 中导出的程序,单击 ,然后单击 按钮。
装夹点的选择已介绍过,在此就省 略,详情请参考(71)……•双击“数 控程序”2.4.2 刀补的设置:如果选用的是 fanuc 系统,单击弹出如下窗口‚ƒ④⑤⑥在此处可以过 滤掉不必要的 文件选择程序 所在文件 夹添加选中的文 件到当前数控 程序目录2.5 设计的零件模型的导入2.5.1 添加设计:右击“机床//附属//Fixture//Stock//添加//设计”然后在“Stock ”下出现“设计”即“Design ” ,如下图所示:在 fanuc 系统中,如果编程方 法选择“刀长补偿” ,则数控 程序中要加长度补偿; 如果选 择“刀尖” ,则不需要在数控 程序中加长度补偿要确保配置按钮 是已开状态右击“Stock ” ,选择“添加” 中的“设计”2.5.2 添加设计的零件模型:右击“机床//附属//Fixture//Stock//Design//添加模 型//模型文件” ,添加零件模型2.5.3 仿真:准备工作做好以后,单击右下角 重置模型,然后单击 开始仿真,结束后比较;在开始仿真前单击菜单“信息”//“数控程序” ,可以边在仿真 边看程序。
•‚ƒ 想要观察导入的设计 的零件模型,首先要先 将导入的毛坯隐藏,右 击此处即“毛坯模型” , 单击“显示” 。
右击“Design ” ,选择“添加模型”中的“模 型文件” ,在弹出的窗 口中选择零件模型。
毛坯模型 已隐藏。
2.6 自动比较的应用2.6.1 自动比较:单击工具栏上的,或则单击菜单“分析//自动‐比较” ,弹出系统窗口,特别要注意,用自动比较时必须将设计的零件模型导入,否则无法比较。
思考:为了有助于后面学习机床的建立,请注 意观察机床组件以及各个轴之间的排列关 系……单击“项目树”右上方的“显示机床 组件”按钮显示机床的各个组件……程序视图•仿真时要确保从 UG 等三维 软件中导出的数控程序中有 换刀指令以及刀具号要与 VERICUT 中“刀具管理器” 中的刀具号相对应在比较残留和过切的情况时,可以将局部比较关闭。
残留情况实体显示如下:比较的公差 值设置。
比较的颜色 的设置。
局部比较设置开设置局部比较区域自动比较和恒定过 切检验是互斥的,要 使用自动比较必须 关闭恒定过切检查。
一般情况下不设置 此处,下面介绍的 情况是未设置此处‚ƒ单击“应用”或“比较”按钮,残余情况就显示出来了单击“报告”按钮,残余情况的报告文件表就会弹出:残留公差可以 根据需要修改④⑤⑥在零件视图中显示的此颜色的 部分是与设计的零件毛坯相比 残留的部分,可根据需要单击 此处修改残留部分的颜色检查过后,可以单击“恢复”按钮,系统弹出“重置自动‐比较结果”窗口,然后 单击“是”按钮,加工的毛坯零件恢复。
2.6.2 当加工的零件有内孔时,为了检查的方便,可以把加工后的零件模型剖开: 单击菜单“视图//剖面”或者单击“工具栏”上的 按钮,系统弹出窗口如下:•⑦⑧选择“PI 类型” ,并选择“开” ,然后单击“剖面”按钮2.6.3 比较切削毛坯和设计模型,同样的单击“菜单栏”上的按钮,勾选“显示设计” ,并将“实体”改为“透明” ,然后单击“比较” ,观察“零件视图” :想要将剖面恢复 时,单击“恢复” 按钮即可。
注意,一定要勾选哟!!!决定剖面的方向可以将剖面方 向更改为反向可以在零件上移动②③④蓝色为残余,透明的是设计的零件模型由于过切情况的自动比较方法和残余情况的自动比较方法相同,故过切情况的自动比较步骤在此就不一一列举出来了。
•②③④2.7 测量的应用2.7.1 测量:单击“工具栏”上的 测量,或者单击菜单“分析//测量”弹出如下窗口:向下授与鼠标追踪和选择,向上则失效 配置测量单位 清除测量 记录•2.7.2 选择测量类型并测量,例如: 测量保存测量记录关闭窗口②③测量类型的选择。