第6章 合模导向机构
导向机构设计
1.2 锥面定位机构 1.锥面定位 ✓图3.116为圆锥面定位机构模具,常用于圆
筒类塑件。
图3.116 圆锥面定位机 构模具
图3.117 为斜面镶条定位机构
2.合模销定位 ✓在垂直的分型面中,为保证锥模套中的对
拼凹模相对位置准确,常采用两个合模销 定位。 ✓如图3.118
图3.118 合模销定位示例
塑料成型工艺与模具设计
塑料成型工艺与模具设计
➢导向机构是保证动定模或上下模合模时, 正确定位和导向的零件,起导向、定位以 及承受一定侧压力的作用。
➢导向机构主要有导柱导向和锥面定位两种 形式。通常采用导柱导向定位 导柱导向机构
1.1
1 导柱、导套的结构形式 (1
导柱的典型结构如图3.112所示。图 3.112(a)为带头导柱;图3.112(b)是带肩 导柱的两种形式,其结构较为复杂,用于 精度要求高、生产批量大的模具,一般与 导套配合使用。
图3.114 导柱的布置形式
图3.115 导套的固定形式
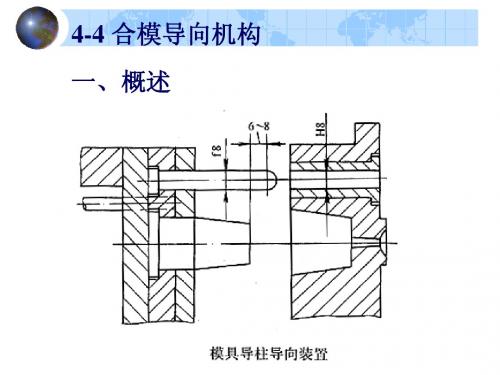
➢导柱导向部分的配合精度一般为H7/f7或 H8/f7,导柱固定部分与模板之间的配合精 度一般为H7/m6或H7/k6,导套与模板的 配合精度为H7/m6或H7/k6。为了增加导 套镶入的牢固性,防止开模时导套被拉出 来,可采用图3.116所示的固定方法。
图3.112 导柱机构
(2
导套的典型结构如图3.113所示。图 3.113(a)为直导套,用于简单模具或导套 后面没有垫板的场合;图3.113(b)为带头 导套,结构复杂,用于精度较高的大型模 具。
图3.113 导套结构
2 ➢导柱导向部分的长度应比型芯端面高出8~
3.5(7)合模导向机构设计
3.5合模导向机构设计
二、支承与固定零件设计
2.固定板
作用:固定凸模、型芯、凹模、导柱、导套、推杆等零件 要求:有足够的强度与厚度H=15~45 与型芯的连接方法:台阶、沉孔、平面连接
3.5合模导向机构设计
二、支承与固定零件设计
3.支承板 作用:垫在固定板背面,防止成型零件和导向 零件的轴向移动并承受一定的成型压力。
3.5合模导向机构设计
二、支承与固定零件设计
4.垫块
作用:调节模具闭合高度,形成推出机构所需的推出 空间。 材料:中碳钢45 安装要求:两边垫块高度应一致,保证模具上下表面 平行。
问题: 1.合模导向机构由那些零部件组成? 2.如何设计合模导向机构?
目的与要求: 1.合模导向机构的组成。 2.各种零件的作用、结构、配合、安装形式和 材料的选择。
重点和难点: 标准件的选用
3.5合模导向机构设计
一、导向零件设计
概述 导向件设计原则
导柱导向机构
锥面定位机构
3.5合模导向机构设计
3.5合模导向机构设计
三、型腔固定板加工工艺
3.5合模导向机构设计
三、型腔固定板加工工艺
3.5合模导向机构设计
四、标准件的选用(自学)
模具标准化:美国DME、德国HASCO、日本FUTABA世界三大 模具标准件企业。 注射模具零件标准的种类:教材表3-18 标准模架: 四个基本型模架:A1、A2、A3、A4 九个派生模架:P1~P9 中小型模架标记: A2-100160-03-Z GB/T12556.1-1990 大型模架标记: A-80125-26 GB/T12556.1-1990
合模导向机构设计

六、合模导向机构设计注意事项
1、选用标准模架
六、合模导向机构设计注意事项
4、导柱导套材料 (1)低碳钢渗碳后淬火,HRC48~55 (2)T8或T10淬火
5、表面粗糙度 ➢ 导柱:工作部分Ra0.4,固定部分Ra0.8 ➢ 导套:内外均为Ra0.8 ➢ 非配合部分:Ra3.2 6、导柱头部:球形头或者截锥形头 7、导套:倒角R=1~2mm
第五节
合模导向机构设计
一、合模导向机构的分类
导柱导向机构 定位精度较差,常 用于导向
锥面定位机构 导向作用较差,常 用于定位
导柱导向机构
锥面定位机构
二、合模导向机构的作用
1、导向作用 开合模及脱模机构 的导向
2、定位作用 3、承载作用
如推板的重量 4、承受成型时侧向力
三、导柱的设计
1、导柱的结构
七、锥面定位机构的设计
1、适用场合 型腔内侧压力易引起型腔型芯偏移场合; 导柱导套配合容易在此情况下卡死。
2、形式 ➢ 两锥面直接配合 ➢ 两锥面间装有淬火镶件,高度在15mm以上
七、锥面定位机构的设计
七、锥面定位机构的设计
A、带头导柱
B、有肩导柱
导柱的结构
三、导柱的设计
2、导柱的标记方法 按照GB/T4169.4-1984 例:导柱Φ12×100 ×25-20钢
配合段长度
三、导柱的设计
3、导柱的尺寸 A、长度:高出型芯端面6~8mm
三、导柱的设计
B、直径: ➢ 无承重时
中小型模具:两直角边长度之和的1/20至1/35 大型模具:两直角边长度之和的1/30至1/45
➢ 有承重时
应进行强度和刚度校核
四、导套的设计
1、结构
4-4 合模导向机构
(1)导柱的典型结构和要求
A型:用于简单模具的小批量生产,一般不需要导套。
B型:用于精度高、生产批量大的模具,导套、导柱的固定孔
一样。以便两孔同时加工、以保证同心度。
A型 带头导柱 B型 带肩导柱
(2)对导柱结构的要求
长度——比主型芯端面长6~8mm 形状——端部半球形或锥形
材料——表面硬而耐磨、内芯坚韧不易折断HRC50~55
表面粗糙度——工作表面0.8
非工作表面1.6
3.
导柱、导套的配合
A型导柱——导孔 A型导柱——A型导套 A型导柱——B型导套 B型导柱——A型导套 B型导柱——B型导套
4.导柱位置的布置形式
a
b
c
d
d
导柱安装方向
三、锥(斜)面定位机构设计
用于大型深腔、精度要求高的零件、特别是偏心塑件 锥面配合有两种形式:两锥面配合、装上淬火零件
锥面定位装置——作用力很大
2、主要的两种形式
(1)导柱(导套)的导向机构 动、定模之间的开合模导向和脱模机构的运动导向
(2)锥面定位装置 用于动定模之间的精密对中定位,承受侧压ห้องสมุดไป่ตู้。
锥面
二、导柱导向机构的结构和要求
1、导柱的典型结构和要求
2、导向孔及其结构要求
3、导柱、导套的配合
4、导柱的布置形式
低碳钢20 渗碳淬火 碳素工具钢T8、T10淬火 装入模板的配合精度——H7/K6工作部位表面粗糙度:
2. 导向孔及其结构要求
(1)导向孔的典型结构
无导套:导向孔开在模板上
有导套:精度要求高的模具
(2)对导向孔结构的要求
形状——导孔或导套的前端导圆角,使导柱进入顺利 材料——硬度低于导柱,以改善摩擦、防止拉毛,可选用淬火钢等耐磨材料 导套与导向孔的配合: A型为过渡配合N7/H6 B型为静配合(有时用止动螺钉紧固)
模具设计第二版第六章

第6章 注射模具设计
47
图6-13 凹模侧壁镶嵌式
第6章 注射模具设计
48
图6-14 瓣合式
第6章 注射模具设计
49
2.型芯的结构设计 1)整体式型芯 整体式型芯如图6-15所示,将成型的凸模与动模板做成一 体,不仅结构牢固,还可省去动模垫板(即支承板)。但是由于不 便于加工,故只适用于形状简单且凸模高度较小的单型腔模具。 2)组合式凸模 组合式凸模又分为整体装配式凸模和镶件组合式凸模。 (1)整体装配式凸模:是将凸模单独加工后与动模板进行装配 而成的,如图6-16(a)、(b)和(c)所示。
第6章 注射模具设计
29
(4)校核流动距离比。料流的流动距离过长,会使温度降低而
不能充满型腔。实践证明,最大流动距离是由流动比,即流动通
道的最大长度和相应厚度之比来确定的。
式中:K——
n
K=
Li
i=1 ti
(6-1)
Li——流动路径各段长度(mm) ti——流动路径各段的型腔厚度(mm) n——流动路径的总段数。
第6章 注射模具设计
11
图6-3 钩形冷料穴与拉料杆
第6章 注射模具设计
12
冷料穴的形式有以下三种: (1)钩形冷料穴(见图6-3(a))。这种冷料穴的底部有一 根推杆,而推杆安装在推板上,与其它推杆或推管连用。 类似结构还有倒锥形或环形冷料穴,如图6-3(b)、(c)所 示。 (2)带球头拉料杆的冷料穴。这类冷料穴的底部有一根 拉料杆,拉料杆安装于型芯固定板上,不随推出机构一起 运动,如图6-4所示。它主要用于推件板脱模的情况。
第六章合模导向机构
d=(0.06~0.1)B 大模具取小值,小模具取大值。根据计算结果,在标准规 定的直径系列中选取略大于计算直 径的标准直径作为导柱 的设计直径。 当模具结构对导柱承载能力要求较高时,应按选定的导柱 直径对其抗弯强度进行校核。
常用的导向零件已标准化,标准导柱、导套各有两种 结构类型: 带头导柱(GB/T 4169.4-2006)
固定段与导向段名义尺寸相同,导柱安装孔可与导向 孔配镗,以保证同心度。主要用于在模板上直接加工导向 孔的小型模具。
带肩导柱(GB/T 4169.5-2006)
固定段直径D1大于与导向段直径D ,而与配用导套的 固定段直径相同,导柱安装孔可与导套安 装孔配镗。主要 用于导柱、导套配用的大、中型模具和要求寿命较长的小 型模具。
为便于磨损后的修复,通常把配合副一侧的锥面或 斜面结构设计成可拆卸的硬度稍低的摩擦 块,镶配到 模板上与另一侧的锥面或斜面构成摩擦副,实现锥面定 位,图3-6-13b、c 。
摩擦副磨损后,可更换单独加工和热处理的摩擦 块进行修复。还可通过改变摩擦块厚度调整 压配深度。
有两种形式: 1、一种是两锥面之间有间隙,将淬火零件装于模具上, 使之和锥面配合,以制止偏移。 2、另一种形式是两锥面配合,这时两锥面都要淬火处理, 角度15度—20度,高为15mm以上.
非标导柱
2、导向零件选型设计
国家标准对注射模导向零件的结构、尺寸、材质、技 术要求等给予了详细规定(参见《塑料注射模零件》GB/T 4169-2006系列标准、《塑料注射模零件技术条件》GB/T 4170-2006) 直导套:GB/T 4169.2-2006 带头导套:GB/T 4169.3-2006 带头导柱:GB/T 4169.4-2006 带肩导柱:GB/T 4169.5-2006
合模导向机构

LOGO
6.3.1 合模导向机构
导向机构的功能
•定位:避免装配时方位搞错,保证型腔和型芯的同轴度,避免因为位置偏移而引起塑件壁厚不均。
•导向:动定模合模时,首先导向机构接触,引导动定模正确闭合,避免凸模或小型芯先进入型腔,以保证不损坏成型零件。
•承受一定的侧压力
导柱导向机构
生产批量不大的模具,可以不用导套
带头导柱GB/T4169 .4
大批量生产,高精度导向的模具
有肩导柱GB/T4169.5
导柱导向机构
直导套GB/T4169.2
带头导套
GB/T4169.3-1984
导柱导向机构
a.长度:导柱必须比凸模端面的高度高出6~8mm;
b.固定方式:常用轴肩固定
c.布置:直径相同的导柱的不对称布置,或对称布置但导柱直径不等;
锥面定位机构
•塑料注入型腔的过程中会产生单向侧压力,当侧压力很大时,不能单靠导柱来承担,需要增设锥面定位装置。
•用于大型,深腔,精度要求高的塑件,特别是薄壁容器,偏心塑件,防止较大单向侧压力,避免导柱导套卡死。
锥面定位机构
形式:角度:5~20
度,高度>10mm
配合:用加淬火零
件,或两锥面在零件
上直接配合。
导向机构
塑料模典型机构
机构是模具中重要的组成部件,选择和设计机构是模具设计中的重要内容,正确选择和设计机构是保证模具结构科学合理的前提。
塑料模工作动作相对较多,因此所涉及的机构类型和数量也比较多,主要包括合模导向机构、脱模机构、侧向分型与抽芯机构、先行复位机构、顺序定距分型机构等。
要掌握模具设计技术,必须认识和了解常用机构的工作原理、功能作用、技术要求、应用范围等内容,方能在实际生产中,正确选择和应用机构。
下面分别介绍塑料模中常用的几类机构:1、合模导向机构
2、脱模机构
3、侧向分型与抽芯机构
4、先行复位机构
5、顺序定距分型机构
典型结构------ 合模导向机构
1、合模导向机构
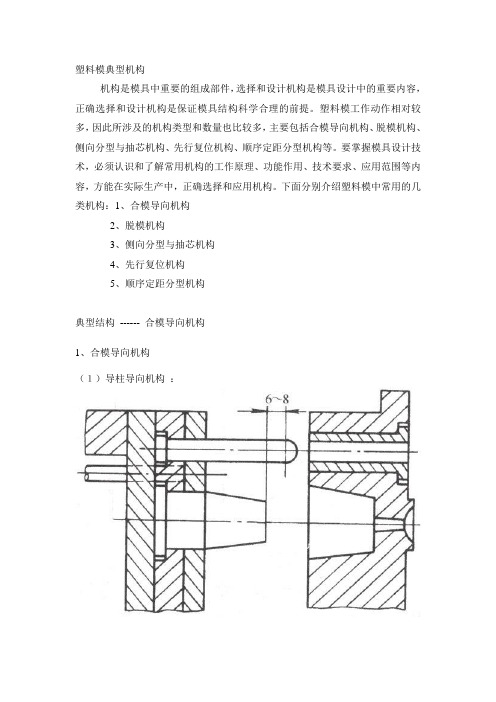
(1)导柱导向机构:
工作原理
导向零件导入,引导动、定模或上、下模准确合模。
功能及作用
导向作用、定位作用、承受一定的侧压力。
技术要求
导柱和导套之间采用间隙配合,导柱和模板固定定孔之间的配合为H7/k6,导柱和导向孔之间的配合为H7/f7。
应用范围
适用于小型简单的移动式模具等。
(2)锥面定位机构
工作原理
与导柱导向机构的工作原理基本相式。
功能及作用
提高动定模之间的定位精度,承受大的侧压力。
技术要求
(1)两锥面之间镶上经淬火的零件;(2)两锥面直接配合。
应用范围
适用于模塑成型时侧向压力很大的模具,成型大型、深腔或成型高精度塑件的模具,特别是成型薄壁、偏心塑件的模具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
25
有两种形式:
1、一种是两锥面之间有间隙,将淬火零件装于 模具上,使之和锥面配合,以制止偏移。
26
2、另一种形式是两锥面配合,这时两锥面都要 淬火处理,角度150—200,高为15mm以上
27
对于矩形型腔,可以采用锥面定位,在型腔四 周利用几条凸起来的斜边定位。
28
29
30
31
32
33
第六章 合模导向机构
第一节 第二节
导柱导向机构 锥面定位机构
1
合模导向 机构
推出 机构
2
导向机构作用
1、导向作用 动定模合模时,首先导向机构接触,引导 动定模正确闭合,避免凸模或型芯先进入型腔, 以保证不损坏成型零件。 2、定位作用 为避免模具装配时方位搞错而损坏模具, 并且在模具闭合后使型腔保持正确的形状,不 至于因位置的偏移而引起塑件壁厚不均。
各带锥面的导向定位机构与导柱导套联合使用,对 于圆形型腔有两种对合设计方案 。
24
对于方形(或矩形)
型腔的锥面对合,可以将 型腔模板的锥面与型腔设 计成一个整体,型芯一侧 的锥面可设计成独立件淬 火镶拼到型芯模板上,这 样的结构加工简单,也容 易对塑件壁厚进行调整 (通过对镶件锥面调整), 磨损后镶件又便于更换。
③材料 导套用与导柱相同的材料 或铜合金等耐磨材 料制造,但其硬度应该低于导柱硬度,这样可以 改善摩擦,以防止导柱或导套拉毛。
17
④固定形式
18
பைடு நூலகம்
3.导柱与导套的配合
19
4、导柱与导套的布置
常见导柱有2根—4根,布置原则是:
必须保证动定模只能按一个方向合模,不要在装配或合 模时,因为方位搞错使模具损坏。
22
第二节
锥面定位机构设计
用于成型大型、深腔、精度高的塑件,特 别是薄壁容器、偏心塑件。由于制件大、成 型压力就可能引起型芯或型腔的偏移,如果 这个力完全由导柱来承受,会产生导柱卡住 或损坏现象,所以采用锥面定位。 最大特点:间隙配合为零,可提高定位精度。
23
对于尺寸较大的模具,必须采用动、定模模板
3
3、承受一定的侧压力
塑料注入型腔过程中,会产生单向侧压力, 或由于注射机精度的限制,使导柱在工作中承 受一定的侧压力。当侧压力很大时,不能单靠 导柱来承担,需要增设锥面定位装置。
4
导柱导向机构应用最普遍,主要零件是导柱和导套。导柱既可以设置在 动模一侧,也可以设置在定模一侧,应根据模具结构来确定。标准模架的导 柱一般设在动模部分。在不妨碍脱模的条件下,导柱通常设置在型芯高出分 型芯面较多的一侧 。
20
常见布置形式如图:
a、2根直径不同的导柱, 对称分布; b 、三根直径相同的导柱, 不对称分布; c 、四根直径相同的导柱, 不对称分布; d 、四根直径不相同的导 柱,对称分布。
21
导柱导套的对合导向,虽然对中性好,但是毕竟
由于导柱与导套有配合间隙,导向精度不可能很高。 当要求对合精度很高或侧压力很大时,必须采用锥面 导柱和导套导向定位的方法 。
14
2、导套的结构 (1)导套的典型结构
直导套(a) :结构简单,加工 方便,用于简单模具或导套后 面没有垫板的场合。
带头导套(b) (c):结构复 杂,用于精度较高的场合,导 套的固定孔便于与导柱的固定 孔同时加工,其中(c)用于两 板固定的场合。
15
(2)导套的结构及技术要求
①形状
为了使导柱进入导套比较顺利,在导套的前端倒 一圆角R。 导柱孔最好打通,否则导柱进入未打通的导柱孔 (盲孔)时,孔内空气无法溢出,而产生反压力, 给导柱的进入造成阻力。 当结构需开设盲孔时,就要在盲孔的侧面增加瞳 孔。
7
8
2、导柱结构要求
(1)直径和长度 直 径 12—63mm , 按 经 验其直径 d 和模板宽度 B之比0.06—0.1。 长 度 必须 比 凸模 断 面 高 出 6—8mm , 以 免 导 柱 未 导正 方 向 , 而 凸 模 先 进入 型 腔与 其 相 碰而损坏。
9
(2)形状
导柱前端做成锥形或半圆球形的先导部分,使 导柱能顺利进入导向孔。 锥形头高度取相邻圆柱直径的1/3,前端应倒角, 使其顺利进入导向孔。 大中型模具导柱的导向段开设油槽,润滑导向 段。
(5)粗糙度
固定段表面用Ra1.6μ m,导向段表面用Ra0.8μ m.
11
导柱和导套 的安装
12
导柱的固定型式
13
二、导向孔及导套的典型结构及其要求 1、导向孔的典型结构
导向孔可以直接开设在模板上。这种形式 的孔加工简单,适用于生产小批量,精度要求 不高的模具。 为了检修更换方便,保证导向机构的精度, 导向孔也可以采用镶入导套的形式。
10
(3)材料
导柱应具有硬而耐磨的表面,坚韧而不易折断的内芯,所 以多采用低碳钢(20号)经淬火处理,或碳素工具钢(T8 、 T10),经淬火处理,硬度位HRC50—55。
(4)配合精度
导柱装入模板多用二级精度,第二种过渡配合。 安装段或模板间采用过渡配合 H7/k6 ,导向柱与导向孔采 用动配合H7/f7.
34
35
36
钢珠导套
37
5
第一节 导柱导向机构
一、导柱典型结构及其要求
1、导柱典型结构
A型(直导柱)
用于简单模具的小批量生产。一般不需要导套, 导柱直接与模板中导向孔相配合;有时也在模 板中设导套,导向孔磨损后,只要更换导套即 可。
6
B型(台阶导柱)
用于精度要求高,大批量生产,有导套配 合,导柱的固定孔与导套的固定孔一样大小, 两孔同时加工,以保证同心度。
16
②公差配合及表面粗糙度
导套内孔与导柱之间动配合H7/f7,外表面与模板 孔 为 较 紧 的 过 渡 配 合 H7/n7 ( 直 导 套 ) 或 H8/k7 (带轴肩导套),其前端可以设计成一长为 3mm 的引导部分,按松动配合H8/e7,其粗糙度内外表 面均可用Ra0.8μm 或Ra1.6μm 。